H廠汽車配件生產(chǎn)線平衡優(yōu)化
2019-09-05 02:48:04姜晨光嚴(yán)廣樂JIANGChenguangYANGuangle
物流科技 2019年8期
姜晨光,嚴(yán)廣樂 JIANG Chenguang,YAN Guangle
(上海理工大學(xué) 管理學(xué)院,上海 200093)
(Management School,University of Shanghai for Science and Technology,Shanghai 200093,China)
0 引言
H廠是一家生產(chǎn)汽車配件的企業(yè),產(chǎn)品主要以儀表盤橫梁和防撞桿為主。儀表盤橫梁的生產(chǎn)方式為單件大批量生產(chǎn),生產(chǎn)穩(wěn)定性、重復(fù)性和專業(yè)化程度較高。H廠一直存在車間在制品過多、庫存資金占比高和交貨延遲等問題,這些增加了不必要的生產(chǎn)成本,生產(chǎn)線的改造迫在眉睫,應(yīng)進(jìn)行工序重組優(yōu)化,平衡生產(chǎn)線,提高設(shè)備可靠度和人員利用率,減少原材料和產(chǎn)成品庫存,保持生產(chǎn)系統(tǒng)的信息流暢,為企業(yè)增加效益。
生產(chǎn)線平衡問題是生產(chǎn)流程設(shè)計及作業(yè)標(biāo)準(zhǔn)化過程中的關(guān)鍵一環(huán)[1],平衡生產(chǎn)線主要通過作業(yè)測定、調(diào)整工序等方法使各工位的工作負(fù)荷相當(dāng),實(shí)現(xiàn)均衡生產(chǎn)。而價值流圖可以輕易識別生產(chǎn)的增值以及非增值時間,剔除不創(chuàng)造價值的步驟,避免時間、人員、和物料的浪費(fèi)[2]。我國對價值流的研究并不少,如荊全忠、楊晶應(yīng)用于抽油桿生產(chǎn)[3],繆周、徐克林等的基于價值流的生產(chǎn)線再設(shè)計[4],國內(nèi)研究者更多的是利用價值流圖進(jìn)行宏觀分析,價值流圖有其局限性,識別不到生產(chǎn)線上存在的細(xì)枝末葉微觀問題,而一些國外學(xué)者,D Antonelli[5]運(yùn)用價值流圖和仿真軟件結(jié)合模擬工廠生產(chǎn)情況,因此可以結(jié)合Witness仿真軟件進(jìn)行仿真分析和應(yīng)用工業(yè)工程基礎(chǔ)方法進(jìn)行改善,全面解決生產(chǎn)系統(tǒng)不良問題。
1 H廠儀表盤橫梁生產(chǎn)線現(xiàn)狀以及主要問題
汽車儀表盤橫梁是其代表產(chǎn)品,相比較其他產(chǎn)品來說有需求量大,原材料和產(chǎn)成品庫存多,工藝流程比較復(fù)雜等特點(diǎn)。其工藝流程一般包括,總成支架焊接一序、二序、總成支架焊接三序、補(bǔ)焊攻絲、左右支架螺柱焊、外觀檢驗(yàn)、尺寸校形、焊縫全檢、裝配卡片螺母和包裝入庫。具體操作工序如圖1工藝流程圖所示。
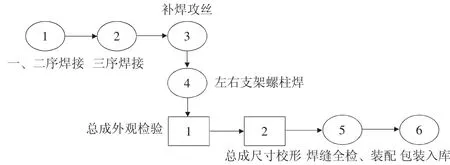
圖1 產(chǎn)品工藝流程
價值流情況以代表產(chǎn)品凱迪拉克儀表盤橫梁的C生產(chǎn)線為研究試點(diǎn),根據(jù)實(shí)際物料流動、現(xiàn)場收集的數(shù)據(jù)繪制出代表產(chǎn)品儀表盤橫梁的價值流現(xiàn)狀圖,如圖2所示。通過分析價值流現(xiàn)狀圖,發(fā)現(xiàn)導(dǎo)致物料流不暢和生產(chǎn)周期過長的根本原因,根據(jù)實(shí)際需求和拉動式生產(chǎn)的標(biāo)準(zhǔn)要求,制定合適的價值流改進(jìn)計劃,解決在制品過多,生產(chǎn)周期過長問題。
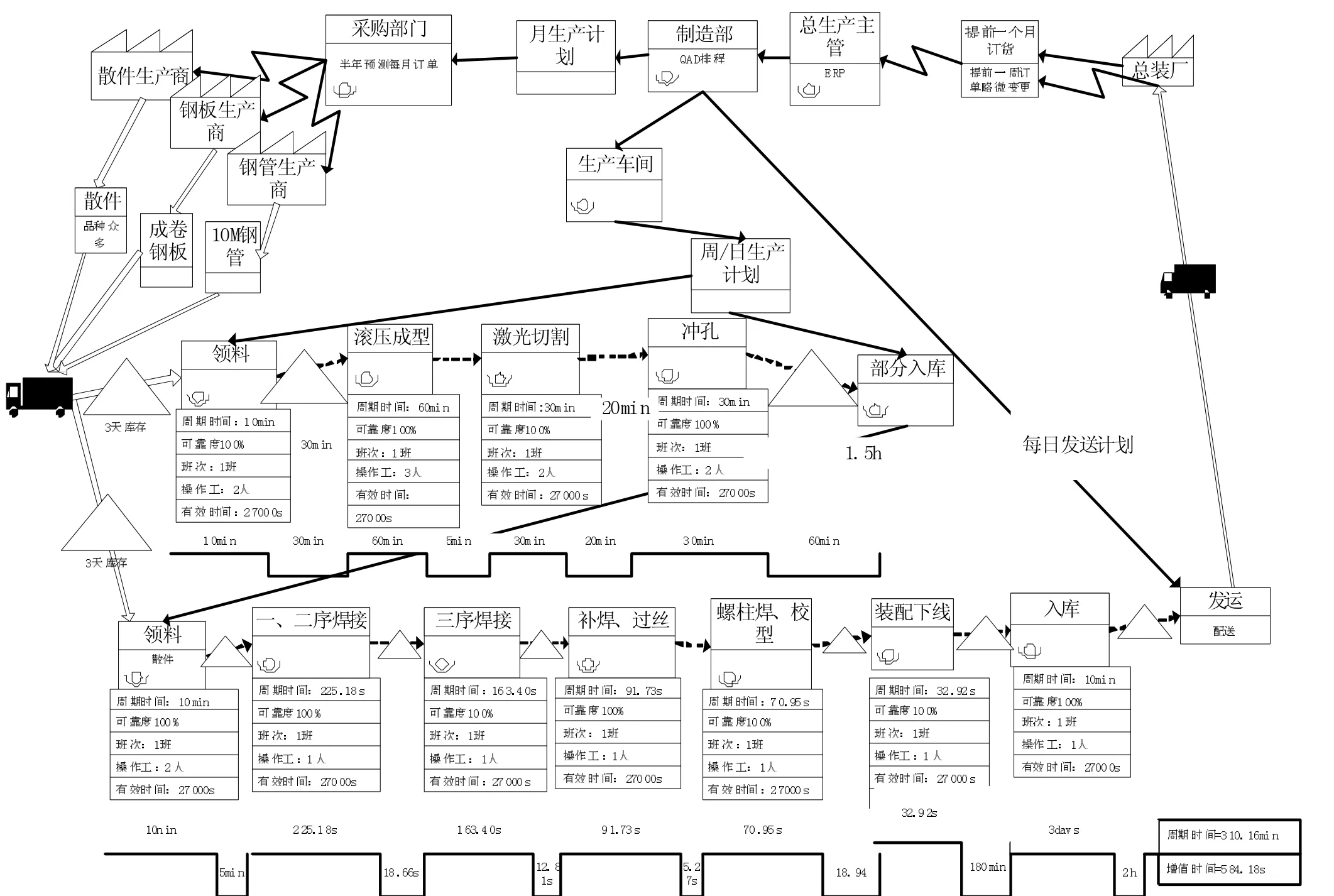
圖2 儀表盤橫染生產(chǎn)線價值流現(xiàn)狀圖
H廠的生產(chǎn)計劃由下游總裝廠的訂單和市場預(yù)測決定,制造部門制定與之匹配的生產(chǎn)計劃,一般產(chǎn)量略多于實(shí)際需求。生產(chǎn)計劃制定完畢再進(jìn)行原材料的采購,儀表盤橫梁的生產(chǎn)加工所需的原材料種類繁多,用作橫梁主體鋼管需要進(jìn)行預(yù)處理,其他散件拿來即用。預(yù)處理的車間和生產(chǎn)車間是分開的,以分批處理為主。為了滿足客戶的需求,成品倉庫有三天備用庫存,整個生產(chǎn)周期較長。
由價值流圖中的時間流動可計算的增值比:

上述公式中,AT是增值時間,UT表示非增值時間,代表第K工序的生產(chǎn)循環(huán)時間,C(t)K代表第K工序和其下一個工序的時間間隔。由此可知,AT=548.18s,,加工周期中,增值時間占比僅為個位數(shù),可見儀表盤橫梁加工生產(chǎn)時間增值比偏低。依據(jù)現(xiàn)場作業(yè)測定、價值流圖中反應(yīng)的信息以及工序時間山積圖分析,如圖3所示。發(fā)現(xiàn)生產(chǎn)線存在以下問題。
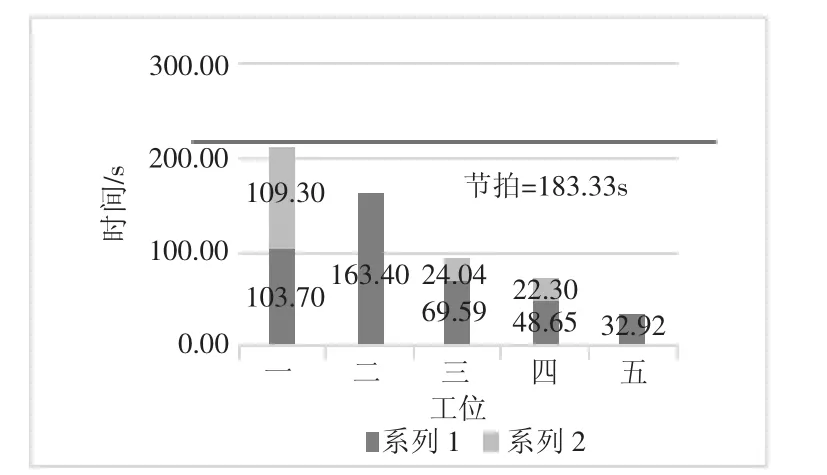
圖3 工序時間山積圖(改善前)
1.1 生產(chǎn)線各工位不均衡
生產(chǎn)節(jié)拍是指連續(xù)完成兩個相同產(chǎn)品的時間間隔,也就是指完成一個產(chǎn)品所花費(fèi)的時間。C生產(chǎn)線每日的開動時間為22h,日需求量為412根,不合格率為0.5%,不合格產(chǎn)品需要進(jìn)行返修,大部分的返修產(chǎn)品都能入庫,少量產(chǎn)品運(yùn)往廢品區(qū)。

CT指生產(chǎn)線的生產(chǎn)節(jié)拍,TW表示實(shí)際有效生產(chǎn)加工時間,Q指計劃產(chǎn)量。
生產(chǎn)線平衡指標(biāo),評價生產(chǎn)線指標(biāo)有工作站數(shù)、平衡率、損失率和成本等,各評價指標(biāo)計算公式和計算結(jié)果如下:
C生產(chǎn)線是小型的作業(yè)單元只有5個工位,每個工位設(shè)置一名工人負(fù)責(zé)1~2個工序,人機(jī)配合作業(yè)。產(chǎn)品的日需求量是412根,而實(shí)際產(chǎn)量是350根左右,有大量的缺額,每天需要加班才能完成任務(wù)。生產(chǎn)線的平衡率為51.89%,平滑指數(shù)68.82。按照生產(chǎn)線平衡的一般標(biāo)準(zhǔn)評價,該生產(chǎn)線的平衡較差,這是導(dǎo)致車間在制品較多和限制該生產(chǎn)線產(chǎn)能的首要原因。
1.2 物料流和信息流不合理
該廠先進(jìn)行市場預(yù)測,根據(jù)預(yù)測的市場需求量和現(xiàn)有訂單制定主生產(chǎn)計劃,據(jù)此向上游供應(yīng)商下達(dá)原材料訂單,再把生產(chǎn)計劃下達(dá)各生產(chǎn)線,是典型的推動式生產(chǎn)。生產(chǎn)線上的各工位配合性差,生產(chǎn)線平衡率低,各工位工作負(fù)荷差別較大,員工一個流生產(chǎn)意識差,工時大量浪費(fèi)。這種簡單的推動式生產(chǎn),使得企業(yè)原材料和產(chǎn)品庫存資金占比多,對市場反應(yīng)遲鈍。原材料預(yù)處理和加工過程在兩個不同的車間,成為兩個單獨(dú)運(yùn)作的孤島。
1.3 設(shè)備和人員配置不當(dāng)
該生產(chǎn)線是典型的U型生產(chǎn)線,流程較為簡單,每道工序在一個工位上完成。該生產(chǎn)線的生產(chǎn)節(jié)拍和需求節(jié)拍差距較大,因此生產(chǎn)線的改進(jìn)重點(diǎn)在消除瓶頸工序,壓縮各工序時間,精簡人員同時提升生產(chǎn)線平衡率。由于總成一序、二序在一間焊房中,人機(jī)同時作業(yè)。總成三序人機(jī)作業(yè)時間有交叉部分。對工序一、二和工序三進(jìn)行人機(jī)作業(yè)分析發(fā)現(xiàn),人的工時利用率依然不高,序一、二焊接人的空閑率較高,導(dǎo)致大量工時浪費(fèi)。標(biāo)準(zhǔn)作業(yè)指導(dǎo)書形同虛設(shè),員工很少按標(biāo)準(zhǔn)作業(yè)指導(dǎo)書進(jìn)行生產(chǎn)。作業(yè)人員和設(shè)備嚴(yán)重閑置,以及工件在工序間傳遞時的等待都限制產(chǎn)能。
2 C生產(chǎn)線改善方案
根據(jù)以上問題及問題產(chǎn)生的原因分析,提出以下的改善。價值流圖可以有效識別出現(xiàn)問題的節(jié)點(diǎn),從現(xiàn)狀圖可以看出,生產(chǎn)過程的周期時間為310.16min,而真正的增值時間只有584.18s,生產(chǎn)計劃時間利用率很低。首先應(yīng)當(dāng)平衡生產(chǎn)線滿足日生產(chǎn)計劃。
2.1 生產(chǎn)線平衡
在進(jìn)行生產(chǎn)線平衡時,首先明確瓶頸工序作為研究對象,此外還要關(guān)注生產(chǎn)中工時浪費(fèi)較多的工序、導(dǎo)致產(chǎn)品質(zhì)量頻繁波動的工序以及勞動強(qiáng)度比較大的工序都要在考慮范圍內(nèi),取長補(bǔ)短。利用ECRS原則對生產(chǎn)線做如下改進(jìn),把瓶頸工序總成焊接一序和二序分成兩個工位完成,拆分瓶頸工序,減少等待時間。把工位4和工位5進(jìn)行合并,將空余出的一人安排在工位1分出的工位。這樣可以徹底消除瓶頸,減少各工位的負(fù)荷不均,實(shí)現(xiàn)均衡生產(chǎn)。經(jīng)調(diào)整后,分析計算得到改善后的山積圖。

圖4 工序時間山積圖(改善后)
由改善前后山積圖可以看出,工時更加均衡,瓶頸工序轉(zhuǎn)移,瓶頸工序耗時降低。從評價生產(chǎn)線平衡的指標(biāo)來看,生產(chǎn)線平衡率顯著提高,平滑指數(shù)有所降低,說明改善有效,提高了生產(chǎn)線生產(chǎn)加工效率。
2.2 工人動作分析改善
動作改善分析中常用ECRS,取消、重排、合并和簡化。觀察生產(chǎn)現(xiàn)場發(fā)現(xiàn)工人沒有嚴(yán)格按照標(biāo)準(zhǔn)作業(yè)指導(dǎo)書進(jìn)行作業(yè),經(jīng)常出現(xiàn)下蹲、彎腰、轉(zhuǎn)身等動作幅度過大的動作,運(yùn)用模特法對動作進(jìn)行分析,根據(jù)ECRS原則對這些操作不當(dāng)?shù)墓と藙幼鬟M(jìn)行改善,減少工序中不必要的動作,降低動作浪費(fèi),提高效率和降低員工因操作不當(dāng)?shù)钠诙龋行浹a(bǔ)宏觀分析中無法做出的改善缺失。
2.3 作業(yè)標(biāo)準(zhǔn)化
從價值流分析出發(fā),按照以上改善的原則,編制標(biāo)準(zhǔn)作業(yè)指導(dǎo)書,通過規(guī)范作業(yè)標(biāo)準(zhǔn),加強(qiáng)操作者的標(biāo)準(zhǔn)作業(yè)培訓(xùn),使之明確操作要領(lǐng),減少差錯,提高產(chǎn)品質(zhì)量和生產(chǎn)效率。根據(jù)各工序能力和正常作業(yè)時間的測定,編制標(biāo)準(zhǔn)作業(yè)書,清楚明確作業(yè)過程,規(guī)范作業(yè)時間標(biāo)準(zhǔn),徹底解決因人工導(dǎo)致生產(chǎn)線產(chǎn)能不足問題。按生產(chǎn)一個、檢查一個、傳送一個的方式進(jìn)行生產(chǎn),避免等待和斷流,實(shí)現(xiàn)作業(yè)標(biāo)準(zhǔn)化和一個流生產(chǎn)。
根據(jù)以上對生產(chǎn)線場的物料流、信息流和時間流的改善,在車間設(shè)置超市和使用看板拉動生產(chǎn),綜合改善方案后,繪制H廠C生產(chǎn)線的未來價值流圖,如圖5所示。
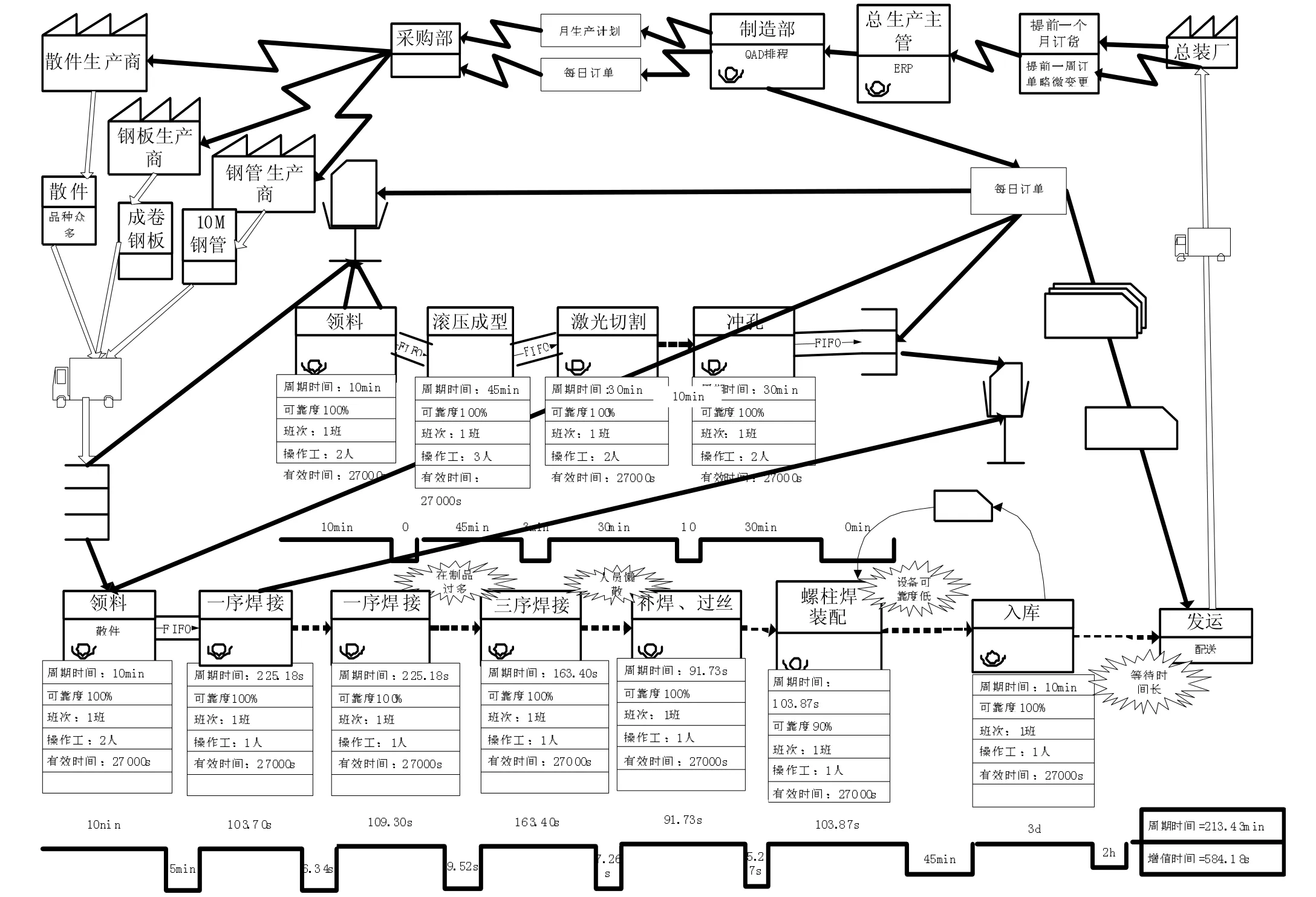
圖5 未來價值流圖
3 效果評價
H廠的C生產(chǎn)線存在嚴(yán)重不平衡的問題,本文基于價值流圖識別生產(chǎn)系統(tǒng)中的物料流和信息流的不暢和增值時間占比低等問題,用工業(yè)工程的基礎(chǔ)方法進(jìn)行人機(jī)分析和作業(yè)工序調(diào)整,有效減少了車間的在制品和等待時間浪費(fèi),實(shí)現(xiàn)了拉動式生產(chǎn)、不斷流生產(chǎn)以及整個生產(chǎn)系統(tǒng)效率的提升。改善前后的生產(chǎn)評價指標(biāo)如表1所示。

表1 生產(chǎn)線平衡前后評價指標(biāo)對比
改善后生產(chǎn)線平衡率由原來的51.89%提高到72.24%,改善效果顯著,本文可為汽車配件使用價值流圖和IE工具提高生產(chǎn)線平衡提供一些借鑒。
猜你喜歡
名車志(2021年3期)2021-03-18 03:33:38
少年博覽·初中版(2020年6期)2020-06-12 11:42:23
計算機(jī)與網(wǎng)絡(luò)(2020年7期)2020-05-15 09:58:39
文理導(dǎo)航·科普童話(2016年7期)2017-02-04 15:09:20
小天使·四年級語數(shù)英綜合(2016年11期)2016-11-29 22:37:30
故事大王(2016年7期)2016-09-22 17:30:08
汽車維護(hù)與修理(2016年10期)2016-07-10 08:17:41
家用汽車(2016年3期)2016-05-10 10:57:09
兒童故事畫報(2013年3期)2013-06-24 05:40:30
小哥白尼·軍事科學(xué)畫報(2009年9期)2009-09-14 03:18:56
