相控陣全聚焦技術應用于某主吸收塔橫向裂紋檢測分析
2019-09-10 07:22:44龔吉春
信息技術時代·上旬刊 2019年4期
龔吉春

對某含硫天然氣主吸收塔,采用超聲橫波進行檢測發現大量橫向裂紋,為了對該類缺陷更直觀的成像和檢測,選取兩處采具有代表性位置的橫向裂紋用相控陣全聚焦TFM技術對橫向裂紋進行檢測,然后與缺陷解剖后形態對比,對全聚焦在焊縫檢測上的特點進行分析,為相控陣全聚焦TFM技術應用于帶堆焊層焊縫橫向裂紋檢測提供一種解決辦法。
超聲橫波;橫向裂紋;帶堆焊層焊縫;相控陣全聚焦TFM
1、概述
某天然氣凈化廠主吸收塔在進行定期檢驗過程中,采用超聲橫波檢測主焊縫,發現焊縫內部存在大量超標橫向裂紋,采用磁粉檢測,發現存在表面開口的橫向裂紋,為了對該類缺陷更直觀的成像和檢測,選取兩處采具有代表性位置的橫向裂紋,一處為焊縫內部橫向裂紋,一處為表面開口橫向裂紋,用相控陣全聚焦TFM技術對橫向裂紋進行檢測,然后與缺陷解剖后形態對比,對全聚焦在焊縫檢測上的特點進行分析,為相控陣全聚焦TFM技術應用于帶堆焊層焊縫橫向裂紋檢測提供一種解決辦法。
2、主吸收塔主要技術參數
3、檢測對象及范圍
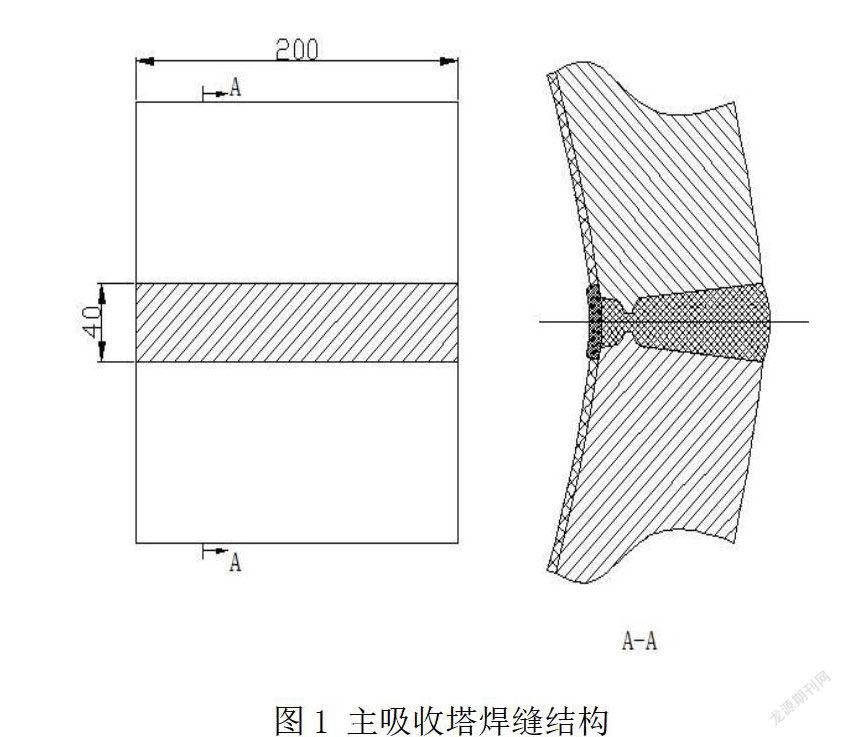
3.1、主吸收塔焊縫參數
4、全聚焦TFM技術
4.1、全聚焦TFM技術介紹
4.1.1全聚焦工作方式
對于多陣元相控陣探頭,依次激勵每一個晶片激發球形波射入材料,每一次發射后材料中不連續處的反射回波將同時被所有晶片接收。
4.1.2全聚焦數據采集方式FMC
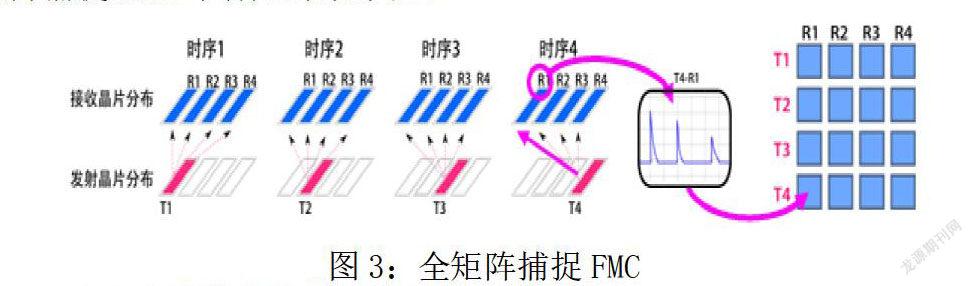
以探頭為4個晶片為例,第1個晶片T1發射信號,4個晶片接收信號;第2個晶片T2發射信號,4個晶片接收信號;第3個晶片T3發射信號,4個晶片接收信號;第4個晶片T4發射信號,4個晶片接收信號;這樣一共得到4×4個信號。此過程被稱為全矩陣捕捉FMC。具體過程見圖3。
4.1.3全聚焦的數據處理方式
(1)以全矩陣捕捉FMC數據采集形成A掃數據為矩陣FMC(4x4);
(2)自定義一個二維矩形成像區,得到區域中任意一點P(x,y) 到探頭任意一對晶片組合(M,N)的聲程S M,P = 探頭晶片M到成像區中一點P的聲程;SP,N = 成像區中一點P到探頭晶片N的聲程;
(3)以成像區中的聲程數據為依據,結合采集的矩陣數據FMC進行相干處理,根據不同的波型及算法對圖像進行重構,以達到在成像區中各點能量高度聚焦的效果。
4.2、探頭及楔塊選擇
4.2.1線陣探頭
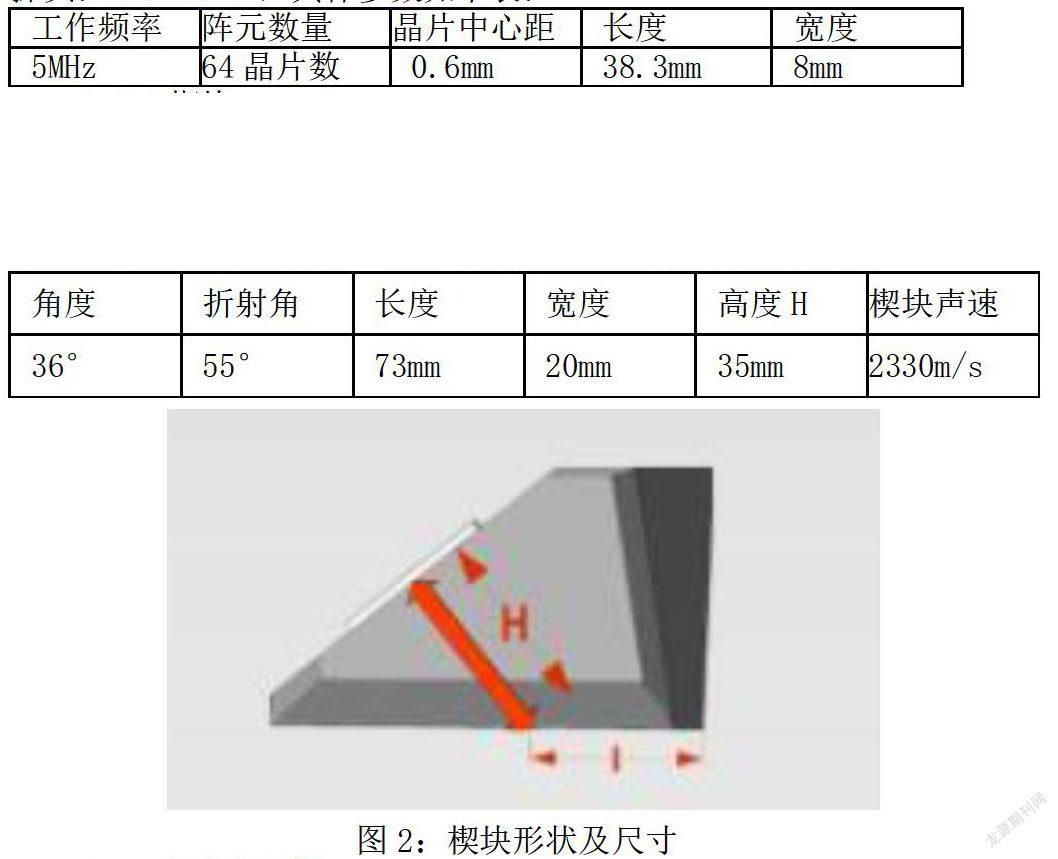
由于一次激發64個晶片,可以聚焦得更深,焦點尺寸更小,分辨力更好,信噪比更高所以通常選用64個晶片,本次選用線陣探頭:5L64-N55S,具體參數如下表:
4.2.2楔塊
通常缺陷與表面呈一定的角度,故選用一定的角度的楔塊,對發現缺陷非常重要,且在頻率相同的情況下,折射橫波波長相對于縱波波長更短,檢測靈敏度更高,故選擇合適角度的楔塊,進行波型轉換和入射角度選擇,本次選用的楔塊形狀及參數見圖2。
4.3、全聚焦設置
4.3.1設置要求
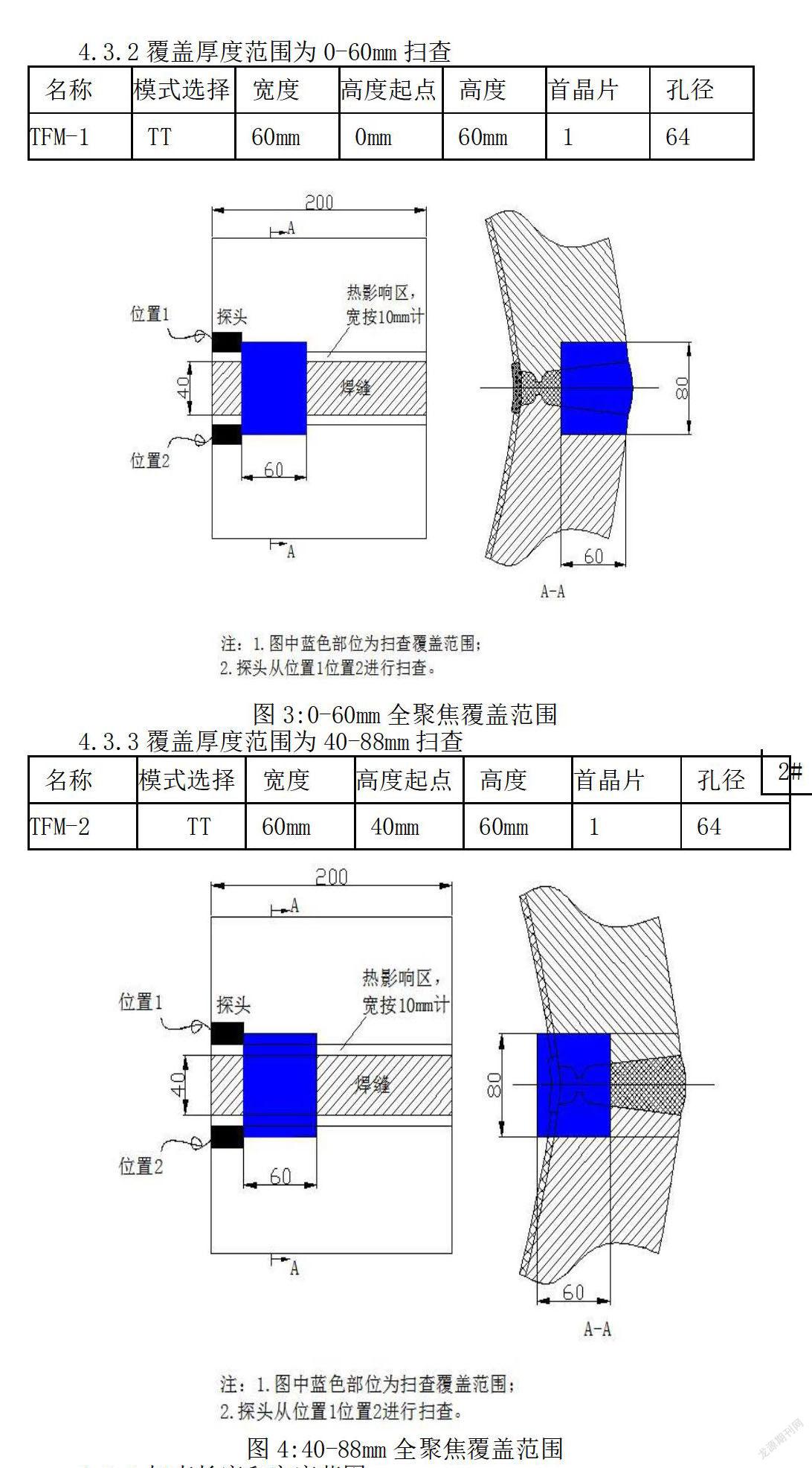
掃查范圍要能覆蓋整個深度范圍,由于全聚焦64陣元的探頭采集的矩陣數據FMC的尺寸很大,通常在10幾個G左右,故分兩個深度范圍0-60mm,40-88mm進行掃查,且兩個范圍有10-20%的重復區域;掃查的長度范圍能覆蓋熱影響區域和焊縫金屬區域。具體的掃查覆蓋范圍見圖3和圖4。
4.3.2覆蓋厚度范圍為0-60mm掃查
4.3.3覆蓋厚度范圍為40-88mm掃查
4.3.4掃查長度和寬度范圍
掃查的長度范圍能覆蓋熱影響區域和焊縫金屬區域,具體是從位置1到位置2,長度為80mm,見圖3和圖4;為了對整個區域進行掃查,從位置1到位置2掃查完后,將探頭向右側移動60mm,繼續掃查相鄰的區域,直到將整個區域覆蓋。
5、全聚焦檢測
5.1、相控陣全聚焦TFM對內部橫向缺陷的檢測
5.1.1全聚焦檢測
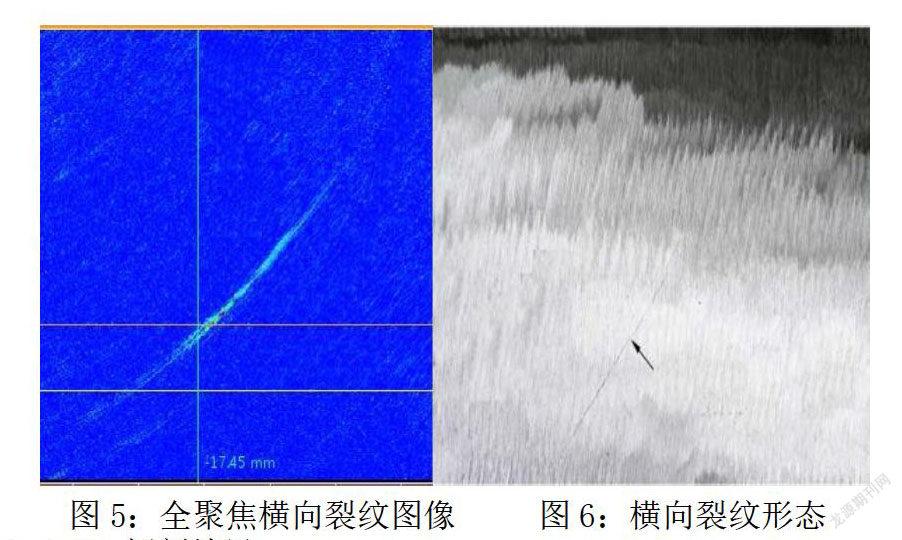
采用4.3的設置要求,經相控陣全聚焦TFM檢測,對焊縫內部的一處橫向裂紋進行檢測,缺陷編號為1#,掃查圖像見圖5。具體檢測結果見下表:
5.1.2、解剖結果
解剖發現,裂紋長度50mm,深度在56-83mm之間,分布在焊縫金屬范圍內,裂紋面與筒體內外表面和焊接方向均呈45°夾角,具體形態見圖6。
通過對比,發現全聚焦TFM在檢測內部橫向裂紋圖像與實際形態一致,且檢測數據與實際也很接近。
5.2、相控陣全聚焦TFM對表面開口缺陷的檢測
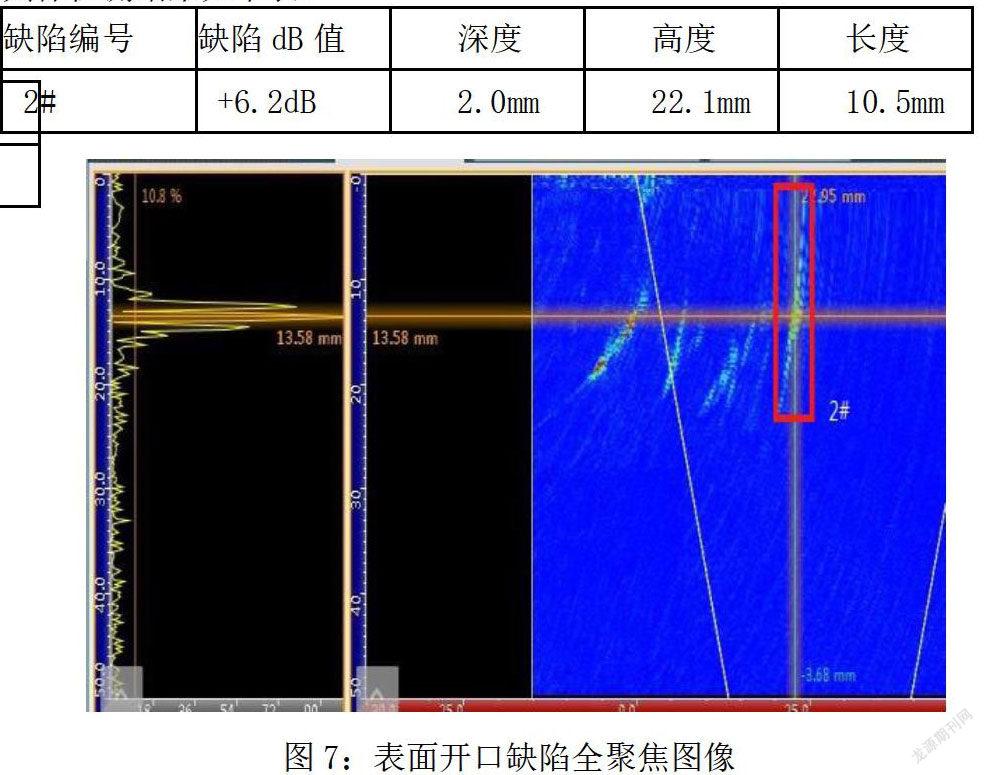
采用4.3的設置要求,經相控陣全聚焦TFM檢測,對焊縫的一處表面開口橫向裂紋進行檢測,缺陷編號為2#,掃查圖像見圖7。具體檢測結果見下表:
該缺陷為表面開口缺陷,而檢測結果顯示該缺陷離表面2.0mm,故全聚焦檢測也具有一定的盲區,但近表面盲區較小。
6、相控陣全聚焦技術應用于帶堆焊層焊縫檢測總結分析
采用相控陣全聚焦技術,能有效的對焊縫近表面及焊縫內部缺陷進行檢測,檢測精度高,近表面盲區小,同時對缺陷的還原度高,成像直觀,且不受內表面的堆焊層影響。
與常規超聲橫波和相控陣對比,相控陣全聚焦TFM的檢測方式具有以下優勢:
(1)常規超聲橫波和相控陣在檢測帶堆焊層的焊縫時,由于堆焊層會因為晶粒較大而發生不確定的的折射,無法采用一次反射波,對焊縫上部無法檢測,存在很大的盲區,而全聚焦不需要一次反射波就能對整個焊縫區域進行覆蓋;
(2)與常規超聲橫波和相控陣對比,其成像更直觀,對缺陷的細節顯示更精確,還原度更高。
(3)同時相控陣全聚焦也有一定的局限性,如同樣存在表面盲區,但相比之下盲區較小。
參考文獻
[1]NB/T 47013-2015《承壓設備無損檢測》
[2]TSG 21-2016《固定式壓力容器安全技術監察規程》
[3]王悅民、李衍、陳和坤《超聲相控陣檢測技術與應用》
[4]李衍《超聲相控陣全聚焦法成像檢測》.
猜你喜歡
艦船科學技術(2022年13期)2022-08-11 09:29:16
建材發展導向(2021年6期)2021-06-09 05:57:08
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
測控技術(2018年8期)2018-11-25 07:42:16
制造業自動化(2017年2期)2017-03-20 14:26:13
電子世界(2016年22期)2016-03-12 22:15:32
超硬材料工程(2016年1期)2016-02-28 22:20:04
設備管理與維修(2015年12期)2015-04-09 06:57:24
建筑材料學報(2014年3期)2014-03-11 17:08:02