提升氣缸蓋座圈導管孔加工質量的途徑
2019-11-14 03:13:02林志堅
漳州職業技術學院學報 2019年3期
林志堅
(福建力佳股份有限公司,福建 漳州 363000)
發動機作為很多工作機械的原動機,用途比較廣泛。發動機的顯著特點是要求燃料和空氣的混合物在氣缸里燃燒的過程中,進、排氣門不得因密封不嚴而泄漏。而氣缸蓋座圈和導管孔的加工質量,直接影響到氣門的密封性。因此,座圈、導管孔的加工(俗稱槍鉸)一直以來是發動機氣缸蓋加工的主要難點,座圈錐面對導管孔的跳動以及座圈錐面圓度的大小直接影響到氣門與座圈的密封質量[1],進而影響發動機的性能。選用適配的刀具和加工工藝是確保氣缸蓋座圈導管孔加工質量的關鍵。本文主要對氣缸蓋座圈與導管孔加工工藝進行介紹,進而針對幾種結構型式的刀具及加工工藝對加工質量的影響展開分析,同時也分享力佳公司在氣缸蓋圈座、導管孔加工生產過程中的工藝驗證及應用結果。希望能夠為氣缸蓋座圈、導管孔加工質量的提高,降低生產成本提供思路。
1 加工工藝要求
氣缸蓋的座圈以及導管孔的加工工藝要求主要包括3 個方面的內容,他們分別是導管孔的工藝技術要求、氣門座圈的工藝技術要求以及座圈與導管孔之間的工藝技術要求(圖1)。首先從導管孔的工藝要求進行分析,工程師在針對氣缸圈的導管孔進行加工的過程中,必須要針對導管孔的尺寸、導管孔的圓柱度、導管孔與氣缸蓋的垂直角度以及導管孔的孔位置度等多個指標進行控制,并保證以上這些位置以及位置與位置之間的長度必須在控制的范圍之內,否則整個發動機的質量將會大幅度降低,甚至出現氣體泄漏現象。在氣門座圈方面的要求主要包括座圈三錐孔之間的相交位置尺寸、座圈三錐孔的表面粗糙程度以及他的密封帶中心位置尺寸等多項內容。最后在座圈與導管孔之間的工藝技術要求方面,工作人員必須要密切的注意,座圈在處于90 度的條件下,錐孔面與導管孔之間的孔徑是否保持平衡的狀態。如果保持平衡的狀態就需要觀察存在的誤差量,使得發動機泄漏的數量是否在允許值以及跳動量的范圍之內。
通過對氣缸蓋的座圈與導管孔加工工藝的要求(圖1)進行分析,我們可以發現座圈與導管孔之間的工藝要求非常高。如果在生產過程中某個數據值出現偏差,不在工藝要求范圍之內,那么生產出來的產品都將報廢。這時企業就必須要關注氣缸蓋座圈以及導管孔在生產時刀具的規劃、設計以及應用方面的內容。如果配套設計的刀具符合產品加工工藝技術要求進而提高了氣缸蓋座圈導管孔的加工質量,那么生產出來的氣缸蓋圈座以及導管孔在數據方面將能夠滿足發動機正常運行的要求。只有在滿足以上指標的前提下,最終生產出來的座圈以及導管孔才能夠真正裝配加入到發動機當中。
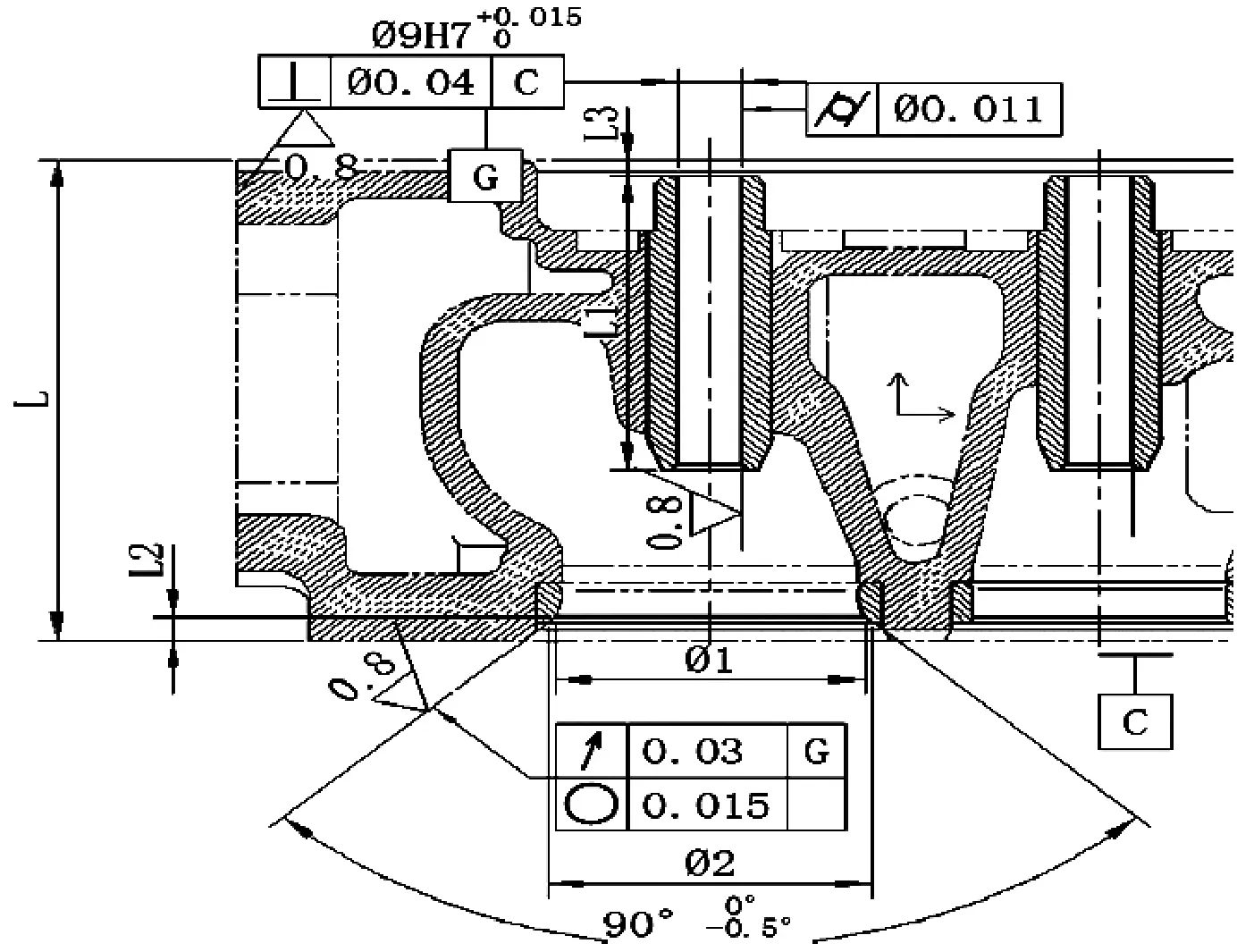
圖1 氣缸蓋座圈導管孔加工圖
2 提升加工質量的途徑
在氣缸蓋的生產過程中,配置的加工刀具、編制的加工工藝都直接影響到座圈導管孔的加工質量,因此在加工前應選擇合理的刀具結構型式和編制科學的加工工藝,從而保證產品質量一致性,提升產品的加工質量。
2.1 刀具選擇的影響
生產氣缸蓋圈座以及導管孔的企業,在選擇刀具時一般都會選用阿波羅刀具或是采用與HSK 刀柄配套連接的組合刀具。這兩種類型的刀具在結構上具有較大的差異,所以在生產和加工座圈、導管孔時,通常應用在不同的設備上,并編制相應的加工工藝。如果對于發動機氣缸蓋圈座以及導管孔的生產具有不同的要求,也可以根據這些要求和參數來選用配置刀具。
阿波羅刀具是一種與專機設備配合并完成汽缸蓋氣門座圈的錐孔面和導管孔加工的復合刀具,主要由加工導管孔的槍鉸刀、加工氣門座密封錐孔面的鏜刀和倒角锪刀3 部分組成。阿波羅刀具的主體結構主要包括加工導管孔的孔槍刀,以及對氣門座圈進行密封錐孔加工的鏜刀,但是這兩種結構都不是阿波羅刀具的核心主題,它的核心主體是將Z 走向走刀改變成斜向走刀的鏜刀。這種類型的刀具具有只可以用在專機上的局限性,而且座圈錐孔面加工由一片刀片完成,刀片的使用壽命不易受控;刀片主切削刃口在初始加工時易出現小崩口,對于零件的磨損性比較大,無法保證產品質量的一致性,同時也增加了生產成本。
HSK 刀柄是由德國開發的一種在CNC 數控加工中心常用的高速切削刀柄,具備較高的系統精度、較高的系統剛度及較好的動平衡性,和美國的KM 刀具系統、日本的NC5、BIG-PLUS 刀具系統皆屬兩面拘束刀柄。一般情況下,都是應用在CNC 的加工處理過程當中,這種結構型式的組合刀具最大的優勢就是能夠同時對一個零件進行粗加工和精加工[2]。但是在對不同的零件進行加工時,粗加工和精加工所用刀具的刀柄存在一定的差異。這種類型的刀具在使用過程當中也有缺點,最明顯的缺點就是法蘭結構的刀柄制造精度要求高,整體剛性比較差,且傳遞扭矩沒有整體刀柄好,因此刀具在加工錐孔面時易出現輕微振紋,從而影響錐孔面的粗糙度,而且采用HSK 刀柄連接型式的組合刀具這種結構對加工設備性能要求高,且制造成本也高,不利于生產成本的控制。
2.2 加工工藝的影響
在發動機的氣缸蓋圈座和導管孔加工的過程當中,粗加工是一個非常重要的組成部分。雖然大多數人認為粗加工僅僅是為了減少精加工的余量,以及為精加工的質量打下基礎,最終能夠決定產品質量的是精加工的過程,所以大部分工作人員在對氣缸蓋圈座和導管孔進行粗加工時,都不會過多的關注粗加工的質量[3]。但是在實際生產的過程當中,如果工作人員使用的粗加工刀具或者精加工刀具沒有配備有三角度三刀片,那么零件就會經常出現因粗加工刀具磨損或者具有微小風口的現象而導致整個產品的加工表面粗糙程度脫離預期的范圍,甚至會出現斷帶或者有臺階的加工缺陷,這些缺陷僅僅依靠精加工來進行完善是無法修正的,一旦無法修正之后,整個座圈的泄漏量就會超標,最終導致產品報廢。由此我們可以看出,粗加工對于產品生產來說也是非常重要的。與此同時,通過對生產出來的產品進行測量以及觀察,使用三錐孔面加工刀片來對產品進行粗加工以及精加工會存在一定的磨損誤差,甚至還有可能出現加工尺寸被改變的情況。但是一個合格的發動機座圈密封帶在工藝上具有嚴格的尺寸范圍要求,如果在加工的過程當中,三刀片之間的磨損使得最終加工出來的產品在尺寸上具有差異,那么最終生產出來的產品將不合格。所以設定合理的精加工余量為消除在加工過程中因加工刀具磨損或具有微小風口的現象,提高刀具的使用壽命,提升產品的加工質量提供保障。一般將精加工余量設定為0.15~0.25 mm。
在發動機的多種重要箱體零部件當中,氣缸蓋是最重要的部件之一,能夠直接影響到發動機質量的是氣門座圈錐孔密封面和導管孔的加工質量。如果這兩個位置的加工質量沒有達到預期的目標,那么發動機在運行的過程當中就會存在密封不配合甚至是泄漏的情況[4]。其中,氣缸蓋當中的座圈密封錐孔面的粗糙程度以及刀片的刀口處理與導體的剛性之間存在密切的聯系,所以工作人員在對錐孔面進行精加工時,必須根據加工的程序來進行具體的編制過程,否則最終加工出來的零部件將會出現尺寸不合格的現象。
2.3 定位基準的影響
在整個缸蓋從座孔、導管孔及至座圈氣門導管孔的加工工序中,導管孔的圓柱度,導管孔與氣缸蓋的垂直角度以及導管孔的孔位置度都嚴格的要求(圖1),而選擇科學合理的定位基準是實現這些精度要求的保障。一般情況下,粗加工一般采用三面六點完全定位,精加工采用一面兩銷定位,這種加工定位方式可以確保前后道工序統一,以消除定位誤差,保證產品的質量一致性,從而提升產品的加工質量。
3 工藝驗證結果及應用
福建力佳股份有限公司氣缸蓋座圈及導管孔加工工藝經過多年的驗證摸索,根據自己的產品特點及加工環境,設計編制了符合公司生產經營的加工工藝流程、刀具結構型式及配置科學合理的切削用量。所配置的刀具具有制造工藝簡單,成本低廉,且對加工設備的性能要求不是太高的特點,大大降低了生產成本。
缸蓋材料:HT250 或 FZ1365 GB/T 2688-1981,硬度:200~250 HB。
氣門導管材料:HT250 硬度 170~241 HB 或 FZ1365 GB/T 2688-1981、硬度 80~130 HB。
氣門座材料:高鉻合金鑄鐵,硬度34~45 HRC。
我司的座圈及導管孔的加工工藝是采用粗加工、半精加工、精加工工序流程保證氣門座孔與導管孔表面的加工精度、座孔深度及座孔與導管孔的位置度及形狀精度,以確保氣門座及氣門導管嵌入座孔及導管孔后產生的變形量及形位公差在可控范圍,并在此基礎上在CNC 加工中心系統上對座圈及氣門導管孔進行粗加工、半精加工、精加工,達到保證座圈凡爾線及氣門下沉量的精度要求;而多階組合刀具的結構型式是可以確保各階已加工孔面的同軸度及垂直度等各種加工質量要求。以下為我司配置的刀具結構型式、加工工藝編制及加工效果。
加工進、排門座孔及導管孔的刀具結構及加工切削參數配置如圖3,其中,進氣門座導管孔φ48H7/φ17:n = 176 rpm,v = 26.5/9.6 m/min,So=0.12mm/r。排氣門座導管孔 φ41H7/φ17:n = 180 rpm,v = 23.2/9.6 m/min ,So=0.12mm/r。
圖2結構應用在專機流水線上(加后導向桿以確保座圈及導管孔的同軸度要求),適合大批量生產。

圖2 加工進、排門座孔,導管孔的刀具結構

圖3 加工進、排門座孔,導管孔的刀具結構
以上兩種刀具結構型式可根據粗加工、半精加工、精加工尺寸要求進行設計制作。表1列出氣缸蓋進、排氣座、導管孔加工形位公差圖紙要求及加工檢測結果對比。

表1 列出氣缸蓋進、排氣座、導管孔加工形位公差圖紙要求及加工檢測結果對比
氣缸蓋座圈及氣門導管加工工藝中采用圖4、圖5結構刀具,其中圖4刀具應用于粗、半精加工,圖5精加工刀具的應用打下良好的基礎,其中劃錐面:Vmax = 65.2 m/min,n = 409 r/min,So = 0.20 mm/r,SM=81.6 mm/min。氣門導管孔:V=57.1 m/min,n=1 652 r/min,So=0.20 mm/r,SM=330.46 mm/min。
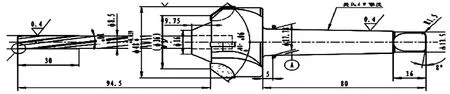
圖4 氣缸蓋座圈加工工藝結構刀具

圖5 氣門導管加工工藝結構刀具
圖5結構中的氣門孔鉸刀跳動要求以微調方式加以確定,圖6為加工座圈凡爾線的小刀夾的裝夾跳動要求也是以微調方式加以確定,這種小刀夾結構型式能夠滿足多種規格的產品加工。
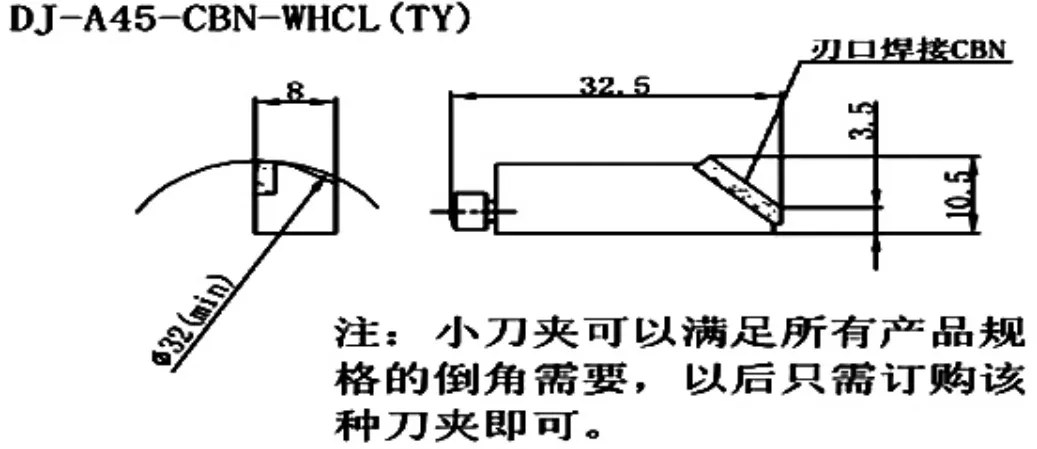
圖6 加工座圈凡爾線的小刀夾的裝夾跳動要求
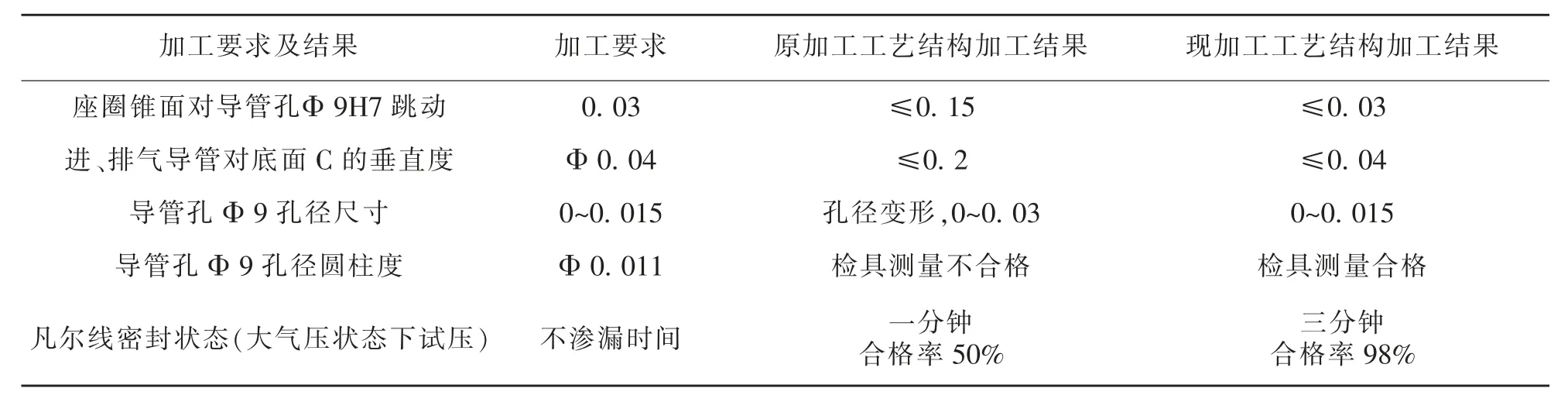
表1 列出氣缸蓋進、排氣座、導管孔加工形位公差圖紙要求及加工檢測結果對比
經過大量生產加工驗證,我司采用現在這種加工工藝及刀具結構配置之后,不但滿足了產品的質量要求,保證質量的一致性,同時提高生產效率,并大幅度降低生產成本。
4 結束語
在對氣缸蓋座圈和導管孔進行加工的過程當中,工作人員需要盡量的對座圈導管孔的加工質量進行有效控制。盡管這在實際操作過程當中仍然具有較大的難度,但如果能夠在實際加工時,嚴格按照標準的實驗流程來展開每一個環節的加工過程,并且合理的選擇加工的技術,這樣產品加工質量才能得到大幅度的提升。除此之外,產品生產過程有很多因素會對產品的質量造成干擾,所以工作人員要盡量將這些因素進行消除,以保證座圈的泄漏量以及跳動量控制在有效的范圍之內。只有根據自己產品的特點及加工環境,設計符合自身生產經營的加工工藝、刀具結構型式及科學合理的切削用量配置,制定科學合理的工藝管理制度,并在生產加工過程中進行有效管控,才能實現精準化生產的目標。
猜你喜歡
中學生數理化·八年級物理人教版(2021年12期)2021-12-31 03:23:08
中學生數理化·中考版(2020年10期)2020-11-27 01:59:48
山東冶金(2019年6期)2020-01-06 07:45:54
中國生殖健康(2019年2期)2019-08-23 08:12:08
世界農藥(2019年2期)2019-07-13 05:55:12
產品可靠性報告(2017年7期)2017-09-05 09:49:12
汽車觀察(2016年3期)2016-02-28 13:16:26
銅業工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52
石油化工應用(2014年8期)2014-03-11 17:40:03