熱壓罐成型復合材料成型工藝的常見缺陷及對策
2019-12-19 02:04:29胡大豹
科技風 2019年34期
胡大豹
摘 要:隨著先進復合材料在飛機上的大量應用,復合材料低成本成為目前面臨的重要課題,飛機復合材料構件種類繁多,工藝控制難度大,缺陷會嚴重影響符合材料構件表面質量,本文對熱壓罐成型符合財力結構制造缺陷的形成機制進行分析,包括等厚板孔隙缺陷,整體成型中的分層擴展,建立復合材料熱壓罐工藝制造缺陷分析系統,為航空復合材料主承力結構制造缺陷控制,促進工程應用奠定技術基礎。
關鍵詞:熱壓罐;復合材料;成型工藝;缺陷
熱壓罐成型方法具有許多其他工藝不具備的優點,可制造形狀復雜的制件,制品質量問題,成型工藝靈活,適于生產大面積整體成型構件,纖維含量高,孔隙率低。熱壓罐成型工藝具有設備投資高,成型周期長的特點,熱壓罐成型復合材料構件主要缺陷包括外形尺寸與內部治理等,內部質量包括分層,夾雜等。造成缺陷的原因種類繁多,包括制造中的人機料法環各環節的相關工序。本文分析非等厚板材常見缺陷產生原因,分析內容對復合材料零件質量控制具有一定的借鑒作用。
一、熱壓罐成型工藝特點
熱壓罐成型工藝主要是將復合材料毛坯或交接結構用真空密封在熱壓罐中,用罐體內部均勻溫度場對成型中的零件施加溫度壓力,使其成為所需要的形狀與質量狀態的成型工藝方法。
其成型工藝特點主要是罐內壓力均勻,真空帶內的零件在均勻壓力下成型。適用范圍廣,成型工藝穩定,熱壓罐溫度條件幾乎滿足所有聚合物基復合材料的成型工藝要求。可保證成型的及零件質量問題,熱壓罐成型工藝制造的層合板孔隙率較低,相對其他成型工藝成型層板力學性能穩定。
熱壓罐工藝存在一些不足,投資建造大型熱壓罐的費用很高,需專人操作,成型過程中耗費大量能源,形狀復雜的結構不適用熱壓罐成型工藝,可根據具體情況選擇RTM低成本成型工藝。
二、內部質量
(一)非等厚層板缺陷分析
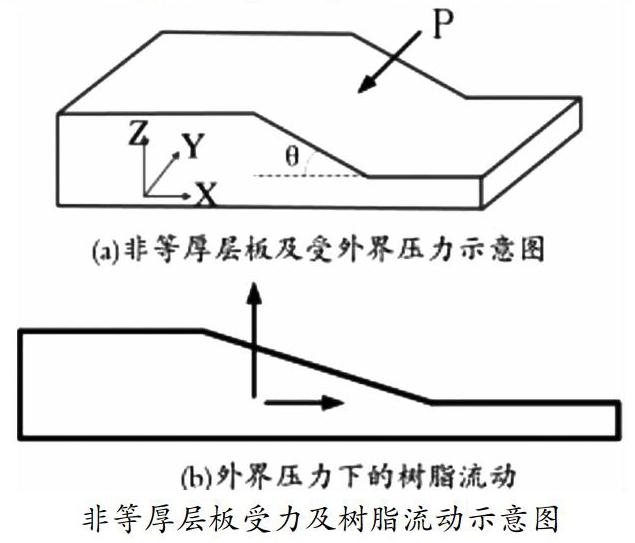
復合材料零件的內部質量主要通過無損檢測方法判定,零件的材料類型,外形尺寸不同,產生的缺陷不同。非等厚板是基本的復合材料結構形式,廣泛應用于航空航天等翼面及殼體結構,非等厚板材的樹脂流動包括沿垂直于層板方向流進吸膠層,與在層板內沿平行纖維方向流出兩種形式。面內尺寸大于厚度尺寸時,可認為樹脂只沿厚度方向流動。壓力傳遞與溫度分布較均勻,出現缺陷比例較低。在厚度梯度區樹脂可沿厚度方向流動,存在滲流機制與剪切流機制之間的耦合作用。樹脂有由平板向梯度區流動的趨勢。
非等厚層板外壓作用下梯度區纖維可能發生滑移,層板在過渡區出現富脂等缺陷。由于復合材料的各向異性,引起膨脹系數與熱應變的各向異性。在鋪層長短搭接處出現分層等缺陷[1]。
(二)曲率構件缺陷分析
工程制造中,對非等厚層板在鋪疊時采取多次抽真空壓實,可通過預吸膠工藝吸走多余的樹脂。梯度寬度減小會增加缺陷的比例,鋪層變化應避免突變,階梯寬度應大于2MM,盡量降低產生缺陷的比例。曲率構件包括L型與U型等曲率半徑變化較大的構建,由于其本身的曲面結構,其成型過程比平板復雜。弧形構件預浸體系受外界壓力后,內部形成應力狀態。剪切應力大致拐角區域在密實中纖維發生剪切變形。造成纖維變形[2]。拐角區是缺陷密集區,陰模成型時,鋪疊過程中纖維易架橋,拐角易產生富樹脂,陽模成型時,拐角厚度偏薄,易造成分層等缺陷。影響拐角區缺陷的主要因素包括材料及鋪層設計,受模具圓角半徑等影響,圓角半徑設計過小可能在拐角區發生纖維拉斷等制造缺陷,設計復合材料結構時,拐角處盡量給出較大半徑,復合材料層壓零件最小圓角半徑按經驗公式rmin=1+0.1n計算。N為拐角處層數,用陽模鋪貼r≥t,用陰模鋪貼R≥2t,R為圓角半徑。t為平板區域的厚度。
三、外形尺寸
影響零件外形尺寸的因素主要由固化變形導致的尺寸變化,從變形產生機理可分為熱應力,溫度梯度與樹脂固化度等。復合材料鋪層在不同主軸方向具有不同的熱膨脹系數,溫度改變引起熱膨脹與鋪層方式關系密切。
曲率零件即使采用對稱鋪層,成型過程中材料因溫度變化效應在應變在各方向并非一致。導致復合材料結構件的回彈固化變形。對稱蒲城彎曲零件受溫差δt作用,零件拐角變為θ+δθ。
熱固性樹脂在聚合反應時,交聯密度增加伴隨體積減小,固化收縮過程中橫向收縮應變大于軸向。固化早期反應樹脂處于粘流態,但不產生殘余應力。
熱固性樹脂的化學反應速度與所處溫度有關,如零件部位溫度在固話中保持均勻分布,各部位溫度在固話中無法保持均勻分布,基體樹脂的反應造成樹脂模量與固化收縮應變不一致。薄層板差異很小。厚層板由于其低的橫向熱傳導系數,層板中間溫度小于表面溫度,化學反應熱迅速增加。固化過程層板內部顯著的溫度與固化梯度。較快的加熱速率影響模具溫度場均勻性,內部產生明顯的溫度梯度。較慢的加熱速率會造成工時的增加。
四、結語
非等厚板材梯度區的分層的主要區域,與樹脂的二維流動有關,合理的鋪層設計可有效解決過渡區的缺陷。模具與零件相互作用等是影響固化變形的主要因素。結構設計及生產過程控制等是減少變形的有效方法。曲率構件拐角是缺陷產生的密集區,與刮膠區受力有關,通過合理的設計模具,可大大改善產品質量。
參考文獻:
[1]史曉輝.基于熱壓成型工藝的熱塑性復合材料在民機上的應用[J].科技視界,2019(09):4-6+22.
[2]董廣雨,丁玉梅,楊衛民,謝鵬程.連續碳纖維復合材料熱壓成型工藝條件優化研究[J].化工新型材料,2018,46(08):71-74.
猜你喜歡
纖維復合材料(2018年3期)2018-04-25 07:22:58
電子測試(2017年11期)2017-12-15 08:57:13
中國民族民間醫藥·上半月(2017年2期)2017-03-09 17:42:17
科技與創新(2016年21期)2017-02-14 10:49:48
科技經濟市場(2016年5期)2017-02-05 23:30:06
中國醫藥導報(2016年28期)2017-01-06 19:20:09
中國市場(2016年36期)2016-10-19 04:28:06
應用化工(2014年10期)2014-08-16 13:11:29
無機化學學報(2014年4期)2014-02-28 17:31:11
環球時報(2014-02-17)2014-02-17 23:50:59