Ni-Cr合金釬料激光釬焊金剛石表面金屬化
2020-01-16 06:44:00李晉禹張明軍胡永樂劉其城
激光技術 2020年1期
關鍵詞:界面
李晉禹,張明軍,胡永樂,2*,朱 彬,張 健,毛 聰,劉其城
(1.長沙理工大學 機械裝備高性能智能制造湖南省重點實驗室,長沙 410114;2.湖南省熱處理技術與裝備工程技術研究中心,株洲 412007;3.長沙理工大學 物理與電子科學學院,長沙 410114)
引 言
金剛石具有較好的結構與性能,人們常常將金剛石制作成工具來加工各種金屬材料和硬脆性材料如陶瓷、藍寶石等[1]。近年來,對于制造單層金剛石工具的方法一直備受關注,國內外主要的研究方法為真空爐中釬焊和感應加熱釬焊[2-4],但這兩種方法都有自身的不足。真空爐中釬焊的不足主要是因為生產效率一般,并且金剛石磨粒會長時間暴露在高溫環境,從而使得金剛石磨粒熱損傷嚴重,影響質量。高頻感應釬焊的局限性主要是線圈設計制作比較復雜和加熱范圍受線圈形狀影響[5-6]。而激光束能量易于精確控制、加熱效率高等特點,使得激光釬焊過程中金剛石磨粒的熱損傷和基體熱變形得到較好控制。因此選用激光束進行釬焊的這種方法,不僅能夠解決上述兩種工藝中存在的不足,而且還能獲得磨削性能良好的加工工具[7]。
HUANG等人[8]最早提出了激光釬焊金剛石工具,利用Cu基釬料激光釬焊金剛石磨粒制備工具,最終摩擦試驗結果良好。YANG等人[9-10]使用Ni基合金釬料進行了激光釬焊試驗,討論了試驗工藝和結合界面,利用制作的砂輪做磨削試驗時,金剛石并無脫落。YANG等人[11]利用CO2激光器進行了試驗,探討了金剛石熱損傷情況以及釬焊結合層的影響因素。HUANG等人[12]用光纖激光器進行釬焊時,使用的是鐵基焊料,金剛石磨損狀態在一定時間內保持相對穩定,有良好磨削性能。GUO等人[13]利用脈沖激光器對兩種鎳基合金釬料分別進行了釬焊試驗,試驗表明金剛石與兩種焊料都有較好的潤濕性。GUO[14]利用YAG固體激光器進行了釬焊,得到了良好的金剛石界面冶金反應,且磨削試驗效果好,并無金剛石磨粒脫落。ZHAO[15]使用添加元素Ti和Al的Sn基活性釬料,進行了超聲輔助釬焊藍寶石,發現超聲釬焊和超聲熱浸均可以改善潤濕性。ZHAO[16]采用鋁基釬料進行了超聲輔助釬焊藍寶石試驗,分析了藍寶石界面的反應機制,確認了超聲波效應能夠使表面反應層變厚。
激光釬焊金剛石的本質是在高溫條件下,合金釬料中的活性元素如Cr,Ti等直接與金剛石的C反應,在金剛石表面生成具有金屬性的化合物,利用這種與金剛石界面冶金結合的化合物來提高合金釬料對金剛石的潤濕性和結合強度,稱為金剛石表面金屬化[17-19]。本文中基于第一性原理密度泛函理論,計算了激光釬焊界面冶金反應可能產生Cr3C2和Cr7C3的晶格常數、形成焓和結合能等參量,并探討了Cr3C2和Cr7C3的結構穩定性以及力學性能。采用Ni-Cr合金釬料,借助光纖激光熱源對金剛石磨粒進行了激光釬焊試驗。采用掃描電鏡(scanning electron microscope,SEM)、X射線能譜儀(X-ray energy dispersive spectro-scopy,EDS)和X射線衍射儀(X-ray diffraction,XRD)對金剛石磨粒與合金釬料結合界面的微結構以及金剛石磨粒表面碳化物進行了詳細分析。
1 碳化鉻電子結構及性能計算
在鎳基釬料中,通過引入Cr元素來提高金剛石與釬料基體的潤濕性,實際上是金剛石表面C與鎳鉻合金的Cr在結合界面處直接反應,然后在磨粒表面形成一層結構穩定碳化鉻,來保證界面處有良好的冶金結合。
本文中采用廣義梯度近似(general gradient a-pproximation,GGA)的Perdew-Burke-Ernzerhof(PBE)方法,利用商業軟件CASTEP(cambridge serial total energy package)模塊求解Kohn-Sham方程計算Cr3C2和Cr7C3兩種化合物的電子結構和性能。勢函數使用倒易空間中超軟贗勢,體系平面波截斷能設定為500eV[20]。將自洽場計算總能量的收斂精度設定為1×10-6eV,作用在各原子上的力小于0.002eV/nm。布里淵區的K點對于Cr3C2和Cr7C3分別采用6×10×3與6×4×2的Monkhorst-Pack網格劃分[21],圖1為優化后的兩種碳化鉻晶體結構。

Fig.1 Crystal structures of chromic carbides
表1中為兩種碳化鉻晶格常數(a,b,c)、形成焓ΔH和結合能Ec的計算值。其結果與相關文獻[21]中的數據相吻合,表明所選的計算參量是可靠的。結合能是指幾個粒子從自由狀態結合成為一個復合粒子時所釋放的能量。形成焓是指一定溫度下,各元素從其單質狀態反應生成1mol化合物的熱效應。結合能數值大小與晶體的結構穩定成正比關系,形成焓數值大小與晶體的熱力學穩定性成反比關系。根據表1中的計算結果可知,Cr3C2的結合能數值要比Cr7C3的結合能數值大,并且Cr3C2形成焓數值比Cr7C3生成焓數值小。因此,Cr7C3的結構穩定性要強于Cr3C2,Cr3C2的熱力學穩定性要優于Cr7C3。
Table 1 The calculated cell parameters,formation enthalpy and cohesive energy of two chromium carbides

phasesa/nmb/nmc/nmΔH/(kJ·mol-1)Ec/(kJ·mol-1)Cr3C20.5470.2791.147-17.307-859.581Cr7C30.4530.6981.198-16.346-867.273
表2中為Cr3C2和Cr7C3兩種碳化鉻的力學性能參量,包括體模量B、剪切模量G、楊氏模量E和泊松比ν,這些參量是通過廣義胡克定律應力關系計算出來的。由表2可知,兩種碳化鉻的泊松比分別為0.28和

Table 2 Parameters of mechanical performance of two carbides
0.35,由于兩者的值都與純金屬材料的泊松比(0.3)十分接近,充分表明Cr3C2和Cr7C3是具有金屬性質的化合物。體模量與剪切模量的比值(B/G)能體現化合物延展性的好壞,其臨界值是1.75[22]。對于韌性材料,B/G值大于1.75;對于脆性材料,B/G值小于1.75。Cr3C2和Cr7C3的B/G值分別為1.90和2.56,顯然兩者都有較好的韌性,且Cr7C3化合物的韌性比Cr3C2強。
2 試驗和結果分析
2.1 試驗方法
試驗中采用的磨粒材料是黃河旋風股份有限公司生產的大小為35目/40目的HSCD90人造金剛石,金剛石磨粒原始表面形貌如圖2所示。基體為45#鋼,尺寸規格為100mm×100mm×10mm;釬料是大小為200目的Ni-Cr合金粉末,組成成分如表3所示。基體表面用高精度數控平面成型磨床進行拋光加工,并用丙酮進行清洗。首先將鎳基合金粉末和金剛石磨粒依次置于鋼板上,然后將試件放入由光纖激光器、超聲波發生裝置、氣體保護裝置和數控加工機床組成的超聲輔助激光釬焊試驗平臺中進行試驗,如圖3所示。
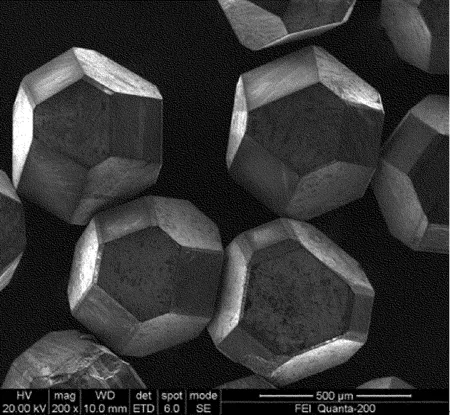
Fig.2 SEM morphology of diamond grains

Table 3 Chemical component (mass fraction w) of Ni-Cr alloy filler
釬焊完成后,采用線切割切下小試樣,然后打磨、拋光、腐蝕處理,再利用TESCAN MIRA3 LMU場發射掃描電鏡系統觀察釬焊后樣品表面和釬焊橫截面形態,以及腐蝕后金剛石磨粒形貌;通過Oxford X-Max20能譜系統線掃描分析了金剛石與釬料結合橫截面;利用理學D/MAX-Rapid X射線衍射儀研究了金剛石與釬料界面冶金反應的生成物結構。

Fig.3 Setup of ultrasonic assisted laser brazing
2.2 金剛石磨粒與Ni-Cr合金釬料界面元素分布特征
圖4為金剛石磨粒與釬料合金結合界面形貌及其元素分布。從圖4可發現,Ni,Cr,C 3種元素在金剛石與釬料熔合區之間都有比較明顯的過渡現象,其中能清楚地看到金剛石界面附近Cr元素含量較高,表明Cr元素在結合界面產生了一定富集。此外,過渡層的厚度大約為4μm。

Fig.4 Interface topography and element distribution of diamond grains and Ni-Cr alloy filler
a—interface microstructure b—interface element distribution
2.3 金剛石磨粒表面金屬化反應層分析
圖5為釬焊金剛石磨粒表面形貌SEM圖。很明顯,磨粒的表面有形狀規矩的化合物生成;出露的金剛石磨粒原始棱角與平整表面仍可見,說明金剛石磨粒與釬料合金間發生了化學冶金反應且金剛石基體基本結構未發生變化。進一步觀察發現,金剛石磨粒表面生成物主要呈條狀和片狀,分布整齊有規律,與金剛石有位向關系,造成這一現象的原因主要是與金剛石表面上碳原子的排列有關[23],如圖6所示。

Fig.5 Surface morphology of brazed diamond

Fig.6 Morphology of products on surface of diamond(square zone in Fig.5)
圖7為激光釬焊和超聲輔助激光釬焊后金剛石磨粒XRD譜圖。由圖7a可知,激光釬焊的金剛石磨粒表面的特征峰主要為Cr3C2衍射峰,說明激光釬焊金剛石磨粒表面發生了金屬化反應,并且表面金屬化反應層的產物是Cr3C2化合物。由圖7b可知,在超聲輔助激光釬焊下特征峰主要為Cr3C2與Cr7C3衍射峰,說明超聲輔助條件表面金屬化反應層的生成物為Cr3C2與Cr7C3兩種化合物。結合前述計算結果,超聲輔助激光釬焊金剛石的方法不僅可以促進使金剛石磨粒和鎳鉻釬料之間的界面冶金反應,提高潤濕性,且生成了韌性更好的Cr7C3化合物。

Fig.7 XRD patterns of diamond grains surface after brazing
2.4 界面冶金反應機理
圖8為金剛石磨粒與Ni-Cr合金釬料界面冶金反應過程示意圖。

Fig.8 Schematic diagram of interfacial reaction between diamond grains and Ni-Cr alloy filler
a—original state b—early stage of reaction c—later stage of reaction
在一定的條件下,擴散變化的活性Cr元素和C元素能發生多相反應,當碳含量在13%和9%時會分別發生以下反應[24]:

(1)

(2)
式中,ΔGm為澆鑄溫度,T為開爾文溫度。從上述兩個反應式以及金剛石表面金屬化分析可以看出,激光金剛石界面冶金反應層的結構主要是由活性C原子與Cr原子的相對量決定。在釬焊試驗中,激光能量提供表面金屬化反應條件,反應所需C原子由金剛石表面提供,而Cr原子則由Ni-Cr合金釬料中Cr粉提供,如圖8a所示。在反應初期,金剛石磨粒表面的C原子數量多,由于激光的速冷速熱,所能給予化合反應的時間短,Ni基合金釬料熔池中的大多數Cr原子無法在短時間內向結合界面擴散,又由于界面處的C原子濃度高,所以此時界面冶金反應層結構為高含碳量的Cr3C2,如圖8b所示。通過在激光釬焊過程中引入超聲,在反應后期,界面冶金反應在金剛石表面已經消耗了大量C原子,導致表面C原子的減少。超聲[25]能使熔融態合金釬料產生大量空泡,由于空泡之間的相互作用,使熔融態合金釬料與金剛石磨粒界面處產生局部的高溫高壓,它可以為合金釬料熔池中的Cr原子提供能量,使Cr原子向結合界面擴散,并增加界面處Cr原子的相對量,又由于超聲的作用使空泡破裂,能增大金剛石磨粒與熔融態合金釬料非均相界面面積,加速化學反應。所以在反應的短時間內,當Cr3C2層生長到一定厚度后,生成含碳量少的Cr7C3,如圖8c所示。因此隨著界面冶金反應持續進行,界面反應層結構從內向外依次是Cr3C2,Cr7C3碳化物。
3 結 論
(1)通過第一性原理計算并分析了Cr7C3和Cr3C2兩種碳化鉻的結構穩定性與力學性能,發現兩者都是熱穩定結構,且Cr7C3比Cr3C2的韌性更好,為金剛石表面金屬化提供了理論依據。
(2)采用Ni-Cr合金釬料對金剛石磨粒進行激光釬焊,可以實現金剛石磨粒的表面金屬化,試驗中發現,光纖激光釬焊后的金剛石磨粒與Ni-Cr合金釬料存在界面冶金反應層,厚度約為4μm,金剛石磨粒表面生成物呈片狀和條狀形態。由XRD分析發現,光纖激光釬焊過程中金剛石磨粒表面生成物主要為Cr3C2,超聲輔助光纖激光釬焊過程中金剛石磨粒表面生成物為Cr3C2和Cr7C3。
(3)C-Cr化學冶金反應分析表明,激光釬焊過程中金剛石磨粒與Ni-Cr合金釬料界面首先在靠近金剛石表面生成含碳量高的Cr3C2;隨著界面冶金反應的持續進行,釬料中Cr原子向金剛石一側擴散,繼而生成含碳量低的Cr7C3。
猜你喜歡
艦船科學技術(2022年16期)2022-09-22 02:15:00
北京航空航天大學學報(2021年6期)2021-07-20 07:23:54
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
制造技術與機床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學學報(自然科學版)(2017年1期)2017-03-20 15:25:18
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04
