鋁合金聯裝架焊接變形控制
2020-02-06 03:43:28高艷芳廖傳清萬駿高嘉爽于彬夏文吉
焊接 2020年11期
高艷芳,廖傳清,萬駿,高嘉爽,于彬,夏文吉
(上海航天設備制造總廠有限公司,上海 200245)
0 前言
鋁合金具有比剛度高、比強度大、密度小、耐腐蝕性強等特點,被廣泛應用于各種加工制造領域,是目前應用最廣的輕金屬之一[1-4]。鋁合金聯裝架由上架和底架通過快卸式連接螺栓緊固而成為一個剛性封閉框架,被廣泛應用于航天領域的導彈(含筒或箱)裝填和發射。上架和底架主體框架均由鋁合金管材和板材焊接而成,外形尺寸較大,焊接方式為氬弧焊,焊接接頭形式多為角焊縫或平焊縫,焊縫數量較多。鋁合金聯裝架類產品所允許的焊接變形量較小,以保證架體滑軌安裝面和上架/底架接口有足夠的機械加工余量,最終確保導彈(含筒或箱)在架體內部的順暢滑動和導彈發射車托架中軸線與架體中軸線的同軸精度,焊接變形控制難度較大。
國內外對鋁合金結構件焊接工藝進行了大量研究,王立夫等人[5]進行了某型動車組鋁合金車體底架的焊接變形控制研究,結果表明焊接施加反變形和合理的焊接順序是焊接變形控制的主要措施;唐衡郴等人[6]通過優化焊接參數、調整焊接順序、提高裝配質量、預制反變形、局部剛性固定、斜對角線分段退焊法及嚴格規范操作等方法,有效提高了鋁合金地鐵底架的焊接質量;楊興亮[7]通過模塊化焊接和焊接工裝的優化設計等方法降低了鋁合金電塔塔架的焊接變形量;Chandra等人[8]進行了大型鋁合金托盤焊縫失效分析,結果表明高孔隙率和凝固裂紋是造成焊縫失效的主要原因。然而,對鋁合金聯裝架類產品的焊接工藝研究,特別是焊接變形控制研究,還鮮有報道。
文中通過焊接組件配對優化、焊接變形預判、焊接變形控制工裝優化設計、零件焊接收縮余量預留、焊后熱處理過程控制等方式,進行鋁合金聯裝架焊接變形控制研究,控制焊接變形量和焊縫質量,以期獲得外形尺寸和焊縫質量均滿足要求的產品,為鋁合金聯裝架類產品的焊接變形控制提供借鑒。
1 焊接變形控制工藝及過程
1.1 焊接組件配對優化
鋁合金聯裝架主體結構由5A06鋁合金管材和板材拼焊而成,包括上架和底架2個大焊接組件,屬于大型架類焊接結構。文中將聯裝架結構進行配對優化,以3個上架/底架支撐框配對組件為基本骨架搭建整架的其余各零組件。焊接過程中,分別進行上架前支撐框/底架前支撐框、上架中支撐框/底架中支撐框、上架后支撐框/底架后支撐框的配對裝配和焊接,然后以上架的前支撐框、中支撐框和后支撐框為基本骨架搭建并點焊固定上架各零組件,同樣以底架前支撐框、中支撐框和后支撐框為基本骨架搭建并點焊固定底架各零組件,如圖1所示,然后進行上架和底架配對裝配和焊接。一方面,配對裝配和焊接可使配對的工件互為剛性約束,控制焊接變形;另一方面,以支撐框為基本骨架裝焊各零組件可簡化裝配流程的同時增加零組件的裝配約束。

圖1 聯裝架焊接流程示意圖
1.2 焊接變形預判
基于SYSWELD系統,分別選取支撐框配對組件中間區域和側邊彈位的前半部分作為典型結構件(如圖2所示典型結構件1和典型結構件2)進行焊接變形模擬,以分別表征支撐框配對焊接和整架配對焊接過程中的焊接變形趨勢。
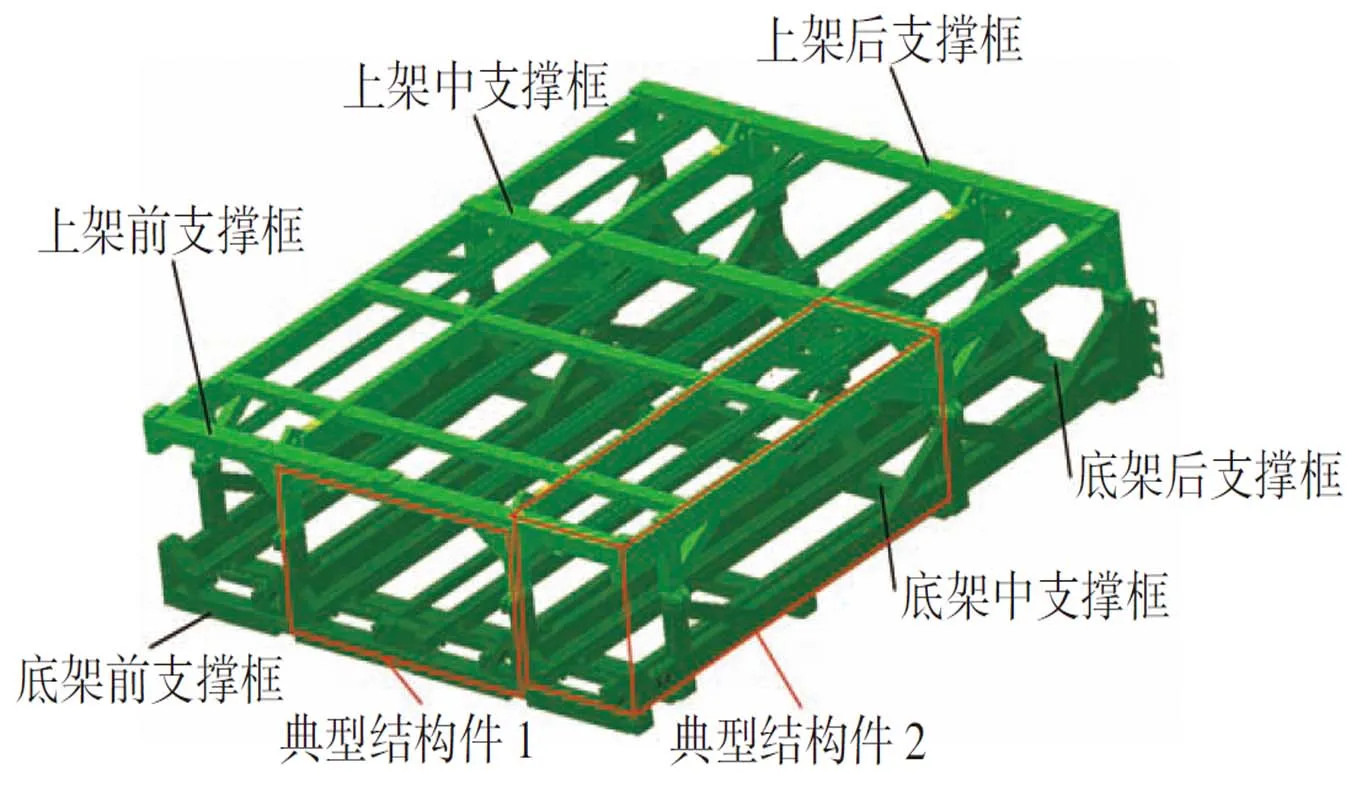
圖2 聯裝架產品示意圖
模擬計算結果分別如圖3和4所示。由圖3(XY視圖放大5倍)[9]可知,典型結構件1的最大變形量為6.45 mm,且整體變形主要表現為兩根長矩形管向內凹。由圖4(XZ視圖放大10倍)[9]可知,典型結構件2的最大變形在上部兩根長矩形管中央,最大變形量約為5.21 mm,整體變形趨勢主要表現為典型結構件2向內凹。后續焊接變形控制工裝設計時應著重考慮在焊接變形較大的區域設置剛性約束。

圖3 典型結構件1焊后整體變形云圖

圖4 典型結構件2焊后變形云圖
1.3 焊接變形控制工裝優化設計
焊接變形控制工裝包括支撐框焊接變形控制工裝和整架焊接變形控制工裝。焊接過程中,分別采用支撐框焊接變形控制工裝和整架焊接變形控制工裝進行支撐框的配對裝焊和上架/底架的配對裝焊。其中,支撐框焊接變形控制工裝為可拆卸工裝,如圖5所示,主要由壓緊平臺、鎖緊螺桿、快卸式螺栓組件、壓板組件、頂板、頂板固定座、限位板1、限位板2等組成。其中,壓緊平臺為鑄鐵件加工而成,以保證支撐框焊接變形控制工裝的整體剛性;限位板1和限位板2裝配于壓緊平臺后進行限位面的整體機械加工,確保彈位開檔尺寸公差要求。另外,根據前支撐框的焊縫位置,在壓緊平臺上預留支撐框壓緊面焊縫的焊接操作窗口,如圖5中的方線框所示。

圖5 支撐框焊接變形控制工裝示意圖
支撐框焊接變形控制工裝的使用過程如圖6所示,以限位板1和限位板2為靠山,以鎖緊螺桿帶動頂板頂緊支撐框零件使其緊靠擋板,確保支撐框配對裝焊過程中有剛性約束以控制焊接變形,特別是針對圖3所示的變形較大的長矩形管有兩個限位板進行剛性約束。然后用壓板組件對支撐框零件施加Z軸方向的剛性約束,最后用快卸式連接螺栓組件緊固支撐框槽口。

圖6 支撐框焊接變形控制工裝使用示意圖
整架焊接變形控制工裝主要包括4 m×4 m的鑄鐵裝焊平臺、壓板組件(同支撐框焊接變形控制工裝)、墊塊(100 mm×50 mm×30 mm鋼板)、快卸式連接螺栓組件(同支撐框焊接變形控制工裝)和可伸縮的撐桿。其中,可伸縮的撐桿包括3種規格以適應所支撐區域的開檔尺寸變化,工裝使用過程中,將底架底部用墊塊墊高后壓緊固定于裝焊平臺上,3種規格的撐桿分別裝配于中間彈位、兩側彈位、長矩形管Z軸開檔區域(即圖4中焊接變形量較大的長矩形管區域),如圖7所示。

圖7 整架焊接變形控制工裝使用示意圖
1.4 零件焊接余量預留
聯裝架焊接母材為5A06鋁合金,其焊接收縮量大于鋼材,特別是管-管或管-板焊接過程。如焊接過程中的焊接收縮量得不到有效彌補,將在焊縫處存在較大的收縮應力,進而加劇焊接變形。文中通過大量管-管焊接試件和管-板焊接試件探索焊接收縮量,如圖8所示,其中管材和板材尺寸分別為100 mm×60mm×5 mm和150 mm×150 mm×20 mm,管材端部開 制30°的單側V形焊接坡口、留根1 mm,裝配間隙為0.5 mm。試驗結果表明,每條管-管對接焊縫的平均焊縫收縮量為1.5 mm(即焊接前后工件長度方向的尺寸變化量),每條管-管角接焊縫的平均焊縫收縮量為1 mm,每條管-板角接焊縫的平均焊縫收縮量為1 mm。然后,依此結果并結合零件(構成聯裝架主體結構的管材零件)的焊縫數量折算零件長度方向上的焊接收縮預留量。

圖8 焊接收縮量試件示意圖
1.5 焊后熱處理過程控制
上架和底架配對裝焊過程中采用的焊接平臺外形尺寸較大且重量較重,不利于頻繁進出爐膛和過程轉運,需在爐膛內配置專用退火平臺。焊后退火去應力前,將上架和底架配對裝配,將上架上表面墊實壓緊固定于退火平臺上,如圖9所示,并根據上架上表面的平面度測量結果局部調整墊板的厚度。一般情況下,需在上架上表面向外凸起處增加墊板厚度,墊板的增厚量(Δh)一般為凸起量的1.2~1.3倍,以起到反變形控制的作用。然后,在裝填彈位開檔處和整架上架/底架開檔處均裝配撐桿,如圖9所示,以確保退火去應力過程中整架有一定程度的剛性約束。
2 焊接變形控制結果
按照上述工藝方法及過程制造了2件聯裝架。焊接變形控制過程大致包括:在構成架體主體框架的鋁合金管材零件的長度方向預留焊接收縮余量;在支撐框焊接變形控制工裝上分別進行上架前支撐框/底架前支撐框、上架中支撐框/底架中支撐框、上架后支撐框/底架后支撐框的配對裝配裝焊;在整架焊接變形控制工裝上以上架前支撐框、上架中支撐框和上架后支撐框為基本骨架搭建并點焊固定上架各零件,同樣以底架前支撐框、底架中支撐框和底架后支撐框為基本骨架搭建并點焊固定底架各零件,然后在整架焊接變形控制工裝上完成上架和底架配對裝焊;配對裝焊后的整架進行焊后退火去應力。焊后熱處理完成后進行外形尺寸測量,結果見表1和表2從表中可知,上架對角線長度之差和底架對角線長度之差均不超過3 mm,上架安裝面平面度和底架安裝面平面度均不超過1.3 mm,滿足設計文件要求。另外,焊縫外觀檢測結果表明焊縫表面無裂紋、未焊透、未熔合等缺陷,滿足QJ 2698A—2011《鋁及鋁合金熔焊技術要求》Ⅱ級標準要求。

表1 聯裝架對角線之差 mm
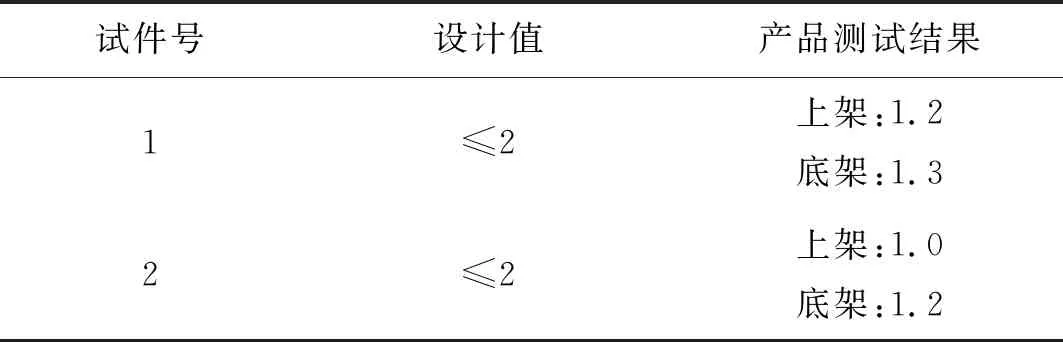
表2 聯裝架接口安裝平面度 mm
3 結論
(1)以上架/底架支撐框配對組件為基本骨架搭建整架各零組件可簡化裝配流程的同時增加零組件的裝配約束。
(2)結合支撐框配對焊接和整架配對焊接過程中的焊接變形趨勢模擬計算結果,在焊接變形控制工裝中設置限位板、頂板、撐桿等機構,增加了聯裝架焊接過程中的剛性約束,特別是增加了變形趨勢較大的長矩形管區域的剛性約束。
(3)根據單個管-管或管-板焊縫的焊接收縮量折算構成聯裝架主體結構的管材零件長度方向上的預留量,可彌補聯裝架焊接過程中的焊接收縮量;焊后熱處理過程中,在上架上表面向外凸起處增加厚度為1.2~1.3倍凸起量的墊板,可起反變形控制效果。
猜你喜歡
建材發展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
數學大王·中高年級(2016年12期)2016-12-26 21:37:36