鈦合金與鋁合金異種金屬焊接的研究現(xiàn)狀
2020-02-06 03:49:16于得水張巖周建平畢元波鮑陽
焊接 2020年11期
于得水,張巖,周建平,畢元波,鮑陽
(新疆大學,烏魯木齊 830046)
0 前言
鈦合金因其具有密度小、比強度高及耐腐蝕等優(yōu)點,被廣泛應用于工業(yè)制造、船舶以及口腔醫(yī)學等領域。特別在航空航天領域中鈦合金的需求量很大,鈦合金結構件的使用降低了航空產品的的重量[1]。鋁合金因具有良好的可加工性和導電導熱性[2],在交通、微電子、航空航天等行業(yè)廣泛應用。由于鋁合金具有良好的導熱性,在汽車行業(yè)中常用鋁合金來制造需要熱傳導的零件,例如散熱器、油冷卻器等。制備鈦合金與鋁合金的復合結構,實現(xiàn)這兩種材料在性能和經濟上的優(yōu)勢互補。開展鈦/鋁異種材料復合結構的焊接技術研究和應用推廣,對于實現(xiàn)結構設計的輕量化并降低成本,具有重要意義與廣闊前景。例如,飛機機艙散熱片、座位導軌、機翼蜂窩夾層和高速列車車廂均可采用鈦/鋁復合結構[3],這也對鈦/鋁復合結構提出了更高的要求。空中客車公司采用鈦/鋁復合結構設計了飛機座位導軌以達到減輕重量和降低制造成本的目的[4],NASA的YF-12戰(zhàn)斗機為了減輕飛機重量,同時還要其具有較高的比強度和較好的抗疲勞性能,采用了鈦/鋁蜂窩芯復合板制造機翼[5]。
對于鈦合金與鋁合金的焊接,國內外研究者們采用多種焊接方法進行了試驗,其中研究較多的焊接方法有熔釬焊、擴散焊、摩擦焊及爆炸焊等。鈦/鋁熔釬焊同時具備了熔焊和釬焊兩種焊接方法的優(yōu)點,熔釬焊能有效的控制Ti-Al金屬間化合物的形成從而得到性能良好的鈦/鋁接頭;鈦/鋁擴散焊在一定溫度和壓力下利用原子互擴散實現(xiàn)連接,通常會采用添加中間層的方法來控制Ti-Al金屬間化合物的形成來提高接頭質量。Lee等人[6]采用 Al-10Si-Mg 箔片作為夾層在 580~640 ℃范圍內對鈦/鋁異種金屬進行液相擴散連接,熔合區(qū)中Ti-Al-Si三元金屬間化合物抑制了Ti-Al二元脆性金屬間化合物的形成;鈦/鋁摩擦焊在焊接過程中不需要開坡口和保護氣體等,生產效率高、有較小的變形并且是用于焊接鋁合金。武靖偉等人[7]通過添加不同厚度的釬料對TC4鈦合金和Al6082鋁合金進行攪拌摩擦焊接,鈦/鋁接頭的抗拉強度達到鋁合金的75%;鈦/鋁爆炸焊則是利用火藥的爆炸沖擊來制備復合板材[8],雖然制造成本高且過程危險,但容易獲得高強度的鈦/鋁接頭。
鈦/鋁異種金屬的焊接性主要取決于它們之間物理性質和化學性質的差異。鈦和鋁在熔點、熱導率及線膨脹系數(shù)上都存在較大的差距。首先,鈦與鋁的熔點相差約1 000 ℃,焊接過程中鋁合金開始熔化而鈦合
金依然處于固態(tài),而且密度較低的鋁合金熔化后會浮于鈦合金之上,導致焊縫成形較差。其次,兩者之間熱導率和線膨脹系數(shù)的差異會導致焊后接頭處產生較大的變形和內應力,進而產生裂紋。同時,Ti與Al之間極容易生成TiAl,TiAl3等多種金屬化合物,這會大大降低鈦/鋁接頭的力學性能。國內外許多研究者對這一問題進行了細致的研究,針對不同的焊接方法提出了解決方案。
1 熔化焊
在鈦合金與鋁合金的熔化焊接過程中,對于焊接熱輸入的精確控制要求較高,可控性較好的激光焊、電子束焊和鎢極惰性氣體保護焊(TIG)這3類焊接方法被廣泛應用。
1.1 無填充材料的焊接
吳新勇等人[9]對無填充的TC4鈦合金與AA6060鋁合金進行了激光搭接焊研究。鈦板在上,激光剛好將下層的鋁板熔透。在接頭中形成了以熱裂紋為主的嚴重裂紋缺陷,鈦/鋁搭接接頭的橫截面形貌如圖1所示。通過掃描電子顯微鏡(SEM)和能量色散X射線譜儀(EDS)進行結果分析,作者判斷裂紋的產生主要是由于焊縫中形成了大量TiAl,TiAl3等金屬間化合物,提高了接頭的脆性。Peyre等人[10]對T40鈦合金于A5754鋁合金進行激光搭接焊研究。激光聚焦在上側的鋁板,接頭在焊后發(fā)生斷裂。研究發(fā)現(xiàn),斷裂發(fā)生在鋁側熔合區(qū)的TiAl3化合物層,鋸齒狀的TiAl3脆性相促進裂紋萌生,降低了接頭的力學性能。華中科技大學的Jiang等人[11]對TC4鈦合金與5083鋁合金進行了無填充激光對接焊。激光束聚焦在鈦/鋁的對接界面處,焊后的鈦/鋁接頭中同樣出現(xiàn)了裂紋,焊縫組織由α-Ti,TiAl3,Ti2Al,TiAl,Ti3Al和α-Al組成。鈦/鋁接頭的抗拉強度隨Ti-Al金屬間化合物含量的增加而降低。以上研究表明,無填充材料直接焊接的鈦/鋁接頭中形成的大量Ti-Al金屬間化合物是焊縫脆化、接頭力學性能變差的主要原因。要減少接頭中裂紋的出現(xiàn),就要避免焊縫中脆性Ti-Al金屬間化合物的生成,這也成為了后續(xù)研究者主要關注的問題。
為了減少鈦/鋁接頭直接焊接過程生成的Ti-Al金屬間化合物,Casalino等人[12-13]對無填充的5754鋁合金與T40鈦合金以對接的形式進行激光焊,將激光偏移至鈦側進行研究。當激光聚焦在鈦側0.75 mm時,焊縫的微觀組織主要以TiAl3相為主,接頭的抗拉強度可達191 MPa,斷裂發(fā)生在鋁側熔合區(qū)。齊風華等人[14]對無填充的Ti6321鈦合金與5083鋁合金進行了電子束偏鈦側焊接。當電子束聚焦在鈦側0.6 mm時,得到的接頭內部沒有焊接缺陷,接頭的抗拉強度可達219 MPa,斷口位于鋁側熔合區(qū)。這是因為鋁合金的熱導系數(shù)遠大于鈦合金,鋁側由于熱傳導形成的熔池快速冷卻,在鋁側熔合區(qū)形成粗大柱狀組織沿垂直焊縫中心方向生長。俄羅斯的Kuryntsev[15]采用CP-Ti鈦合金與AA2024鋁合金進行激光搭接焊并獲得了成形良好的接頭。激光聚焦于上側的鈦板,焊后接頭中微觀組織以Ti3Al相為主,接頭的抗拉強度在80~120 MPa范圍內。曲樹平等人[16-17]采用搭接工藝,對7075鋁合金和TC4鈦合金進行電子束偏鋁側焊接。在鈦/鋁接頭中形成一層薄的過渡層,接頭中的Ti-Al金屬間化合物以鈦側為基體向鋁側生長,其組成相以TiAl3為主。通過電子束偏移抑制了其他Ti-Al金屬間化合物的形成。

圖1 鈦/鋁搭接接頭的橫截面形貌
以上研究的焊接信息和測試結果匯總在表1中。這些研究表明,在鈦/鋁異種合金進行無填充熱源偏移焊接過程中通過減少單側母材的熔化量,降低焊縫中Ti-Al金屬間化合物的含量,從而減小了接頭的脆性,提高了接頭的抗拉強度。然而,熱源偏移需要嚴格控制焊接參數(shù),熱輸入過高極易在接頭中產生裂紋,而且無填充材料的熱源偏移焊接無法完全避免脆性Ti-Al金屬間化合物的形成,接頭的力學性能還有待提高。

表1 無填充材料鈦/鋁接頭的試驗結果
1.2填充材料的激光焊
陳紀宇[18]通過填充V中間層對鈦/鋁進行激光對接焊,中間層熔化實現(xiàn)了連接。接頭的抗拉強度為67 MPa,V中間層沒有在焊縫中起到減少脆性金屬間化合物的作用,從圖2接頭形貌看出焊縫中有多種化合物組織形成。而Majumdar等人[19]采用Nb中間層對鈦/鋁異種材料進行了激光焊研究。熔化的Nb層充當了將Ti,Al元素在熔池中的擴散障礙,并促進了鈦合金與鋁合金的良好焊接,最終得到了抗拉強度為127 MPa的鈦/鋁接頭。圖3所示的接頭形貌看到焊縫中組織均勻,接頭中沒有觀察到大量裂紋產生。但是接頭抗拉強度并不是很高,這說明中間層的加入仍無法避免Ti-Al脆性金屬間化合物的形成。

圖2 添加V中間層的鈦/鋁接頭

圖3 添加Nb中間層的鈦/鋁接頭
倪加明等人[20]采用AlSi12焊絲作為填充材料進行TC4鈦合金與5056鋁合金的激光焊研究。激光聚焦在焊絲上,在激光的熱作用下焊絲完全熔化而鈦合金、鋁合金少量熔化。焊縫中形成針狀或芽狀Ti-Al-Si系金屬間化合物層和以Ti-Al系金屬間化合物為主的連續(xù)化合物層,接頭的抗拉強度為298.5 MPa,斷裂發(fā)生在鈦側熔合區(qū)。由于AlSi12焊絲的加入,焊縫中的組織以Ti-Al-Si三元化合物為主,接頭的抗拉強度明顯增加。因此合理選用填充材料對焊縫界面冶金結合調控能夠顯著提高鈦/鋁接頭的力學性能。
2 釬焊
釬焊是利用熔化的液態(tài)釬料來潤濕兩側母材進而實現(xiàn)鈦/鋁異種金屬的連接。與熔化焊相比,釬焊過程中的焊接應力更小,而且通過改變釬料配比和焊接時間等參數(shù)可以避免Ti-Al金屬間化合物的形成,實現(xiàn)鈦合金與鋁合金的有效連接。
Chang等人[21]采用Al8.4Si20Cu10Ge低熔點釬料,通過在釬料中加入稀土元素(La+Pr,共0.1%含量),在530 ℃下實現(xiàn)了TC4鈦合金與6061鋁合金的爐內真空釬焊。稀土元素的加入降低了釬料的固相線和液相線溫度、降低了界面反應能、促進了兩側母材與液態(tài)釬料的冶金反應。在釬料/鈦合金的界面處形成了寬度約為3~6 μm的三元金屬間化合物Al5Si12Ti7層,對比沒加入稀土元素的釬料,鈦/鋁接頭抗拉強度從20 MPa提升到51 MPa,添加Al-Si-Cu-Ge釬料的鈦/鋁釬焊接頭截面形貌如圖4所示。

圖4 添加Al-8.4Si-20Cu-10Ge釬料的鈦/鋁釬焊接頭截面
Chen等人[22]和趙鵬飛等人[23-24]都在釬料中加入Sn元素,對鈦/鋁異種金屬進行了釬焊研究。金屬性比Al強的Sn和Ga占據(jù)了Ti3Al,TiAl和TiAl3相中的Al原子位置,抑制了三元金屬間化合物的形成,接頭的殘余應力明顯降低。Chen等人對比研究了在Al-Si-Zn-Cu-Ni釬料中加入Sn元素前后的試驗結果,焊縫中的主要組成相CuAl2和Ti7Al5Si12沒有發(fā)生變化。雖然抑制了Ti-Al金屬間化合物的形成,但是又形成了CuAl2脆性相。基于以上的研究,張曄[25]進行了鈦合金與鋁合金的超聲波輔助高頻感應釬焊研究,在鈦合金上預鍍Al1.5Si后又使用ZnAlCuSn釬料進行釬焊。雖然Sn元素鋪展?jié)櫇裥阅芎茫阝F焊過程中Sn沉降到底層且自身強度低,斷裂發(fā)生在富Sn相中,接頭抗拉強度僅為51.43 MPa。
綜上所述,釬料元素和配比的選擇對于釬焊是至關重要的。合理的選擇釬料體系,液態(tài)釬料在潤濕母材、填充接頭間隙的同時,與母材原子之間擴散形成的多元化合物會減少Ti-Al脆性金屬間化合物的形成,提高鈦/鋁接頭的力學性能。
3 熔釬焊
熔釬焊兼具了熔焊與釬焊的共同特點,通過連續(xù)的送入焊絲對接頭進行填充,鋁合金處于熔化狀態(tài),而鈦合金不熔化。因此熔化的鋁和焊絲對鈦合金表面實現(xiàn)了浸潤與鋪展,通過原子之間的擴散和冶金反應連接在一起,這種焊接方法靈活、焊接強度高,但要嚴格控制熱輸入。
Lei等人[26]用激光熔覆Al-10Si-Mg釬料對鈦/鋁進行熔釬焊。從圖5看出經過七層沉積時鈦/鋁接頭中沒有缺陷且組織分布均勻,抗拉強度可達240 MPa,斷裂位置在鋁側的熔合區(qū)。鈦基金屬與焊縫之間的釬焊界面組織為α-Ti、晶粒狀Ti7Al5Si12和不同形狀的Ti(Al,Si)3,其中Ti7Al5Si12相抑制了Ti-Al脆性金屬間化合物的形成。Li等人[27]、Chen等人[28]和Chen等人[29-30]都采用了Al12Si焊絲對鈦/鋁異種金屬進行激光熔釬焊。研究發(fā)現(xiàn)熔池中Si元素向釬焊界面擴散,形成的三元化合物Ti7Al5Si12抑制了Ti-Al金屬間化合物反應層的生長,提高了鈦/鋁接頭的塑性。在固液界面反應過程中Ti7Al5Si12的形成依賴于鈦合金的溶解和Si原子的偏析,Si原子的擴散行為對鈦/鋁接頭界面化合物的形成起著重要作用。

圖5 鈦/鋁熔釬焊接頭的橫截面形貌
王廷等人[31]采用Al5Si焊絲對TA2 純鈦和1060純鋁進行了電子束熔釬焊的研究。接頭抗拉強度為98.8 MPa。焊縫中界面組織主要是TiAl3和TiAl2,由于鈦合金只是少量熔化,大大降低了接頭中Ti-Al金屬間化合物的含量。Miao等人[32]用旁路電流金屬惰性氣體保護焊(BC-MIG)對TC4鈦合金和AA6061鋁合金填充Al5Si焊絲進行熔釬焊,焊接工藝如圖6所示。鈦側界面的冶金反應形成的金屬化合物層厚度在1.5~ 15 μm,主要由TiAl3和TiAl相組成,接頭的抗拉強度可達196 MP。熔釬焊可以有效抑制Ti-Al金屬間化合物的形成,對接頭的性能有較高的提升。Zhang等人[33-34]采用Al5Si絲對鈦/鋁異種金屬進行了MIG/TIG雙面電弧釬焊。焊縫中的微觀組織主要為Mg2Si在α-Al基體中擴散分布,接頭中沒有形成Ti-Al金屬間化合物。由于MIG/TIG雙面電弧釬焊的熱輸入較低且非常均勻,過渡層比傳統(tǒng)的MIG熔釬焊更薄。當焊接速度為15 mm/s,TIG焊接電流為80~90 A,TIG焊接位置為0 mm時,接頭的平均抗拉強度達到了240.3 MPa,采用了Al5Si焊絲的接頭中并沒有形成Ti-Al-Si三元化合物。接頭的連接主要依靠在鈦合金表面的釬焊反應,由于鈦側僅發(fā)生少量熔化,所形成的Ti-Al金屬間化合物層厚度很薄。雖然熔釬焊接頭沒能抑制Ti-Al金屬間化合物的生成,但是大大降低了Ti-Al金屬間化合物的含量,接頭仍能保持較高的強度。Wang等人[35]采用Al5Mg焊絲對純鈦與2024鋁合金進行電子束對接熔釬焊。接頭的熔釬焊界面形成了0.5~5 μm的過渡層,主要成分是TiAl3相,明顯抑制了Ti-Al金屬間化合物的形成,鈦/鋁接頭的抗拉強度提高到了316 MPa。

圖6 旁路電流金屬惰性氣體(BC-MIG)焊工藝
表2總結了鈦/鋁熔釬焊的測試結果,與無填充材料的焊接工藝相比,鈦/鋁熔釬焊接頭的抗拉強度大幅提升。通過選用合適的填充材料,利用熔釬焊工藝可以有效地抑制Ti-Al金屬間化合物的形成,甚至是避免形成Ti-Al金屬間化合物,以此能滿足較高強度性能的使用要求。

表2 鈦/鋁接頭熔釬焊的試驗結果
4 擴散焊
擴散焊是在一定溫度和壓力的作用下,待焊試樣通過接觸面發(fā)生的蠕變和擴散作用,實現(xiàn)連接的焊接方法,試驗中大多對溫度、時間和壓強這3個參數(shù)進行研究。宋欣妍[36]對鈦/鋁異種金屬的真空擴散焊參數(shù)變化的規(guī)律展開了研究。結果表明,隨著保溫溫度的提高,鈦/鋁接頭微觀結合更加緊密,接頭強度也隨之增加。當溫度達到一定的極限值后,溫度再升高接頭強度反而下降。適當延長保溫時間可以使得鈦/鋁接頭的界面更加平整。當保溫溫度為450 ℃、保溫時間3 h,得到了界面連續(xù)的鈦/鋁接頭,如圖7所示,抗拉強度最高可達152 MPa。
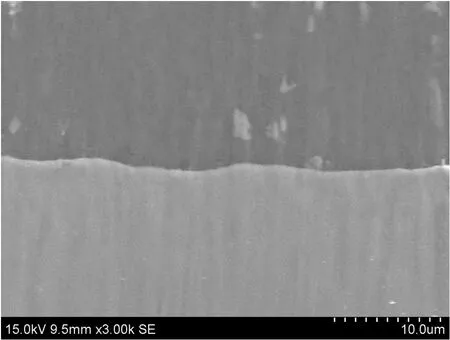
圖7 保溫3 h下Ti/A1接頭微觀形貌(450 ℃)
清華大學的姚為等人[37]進行了TA2鈦合金與L4鋁合金的直接擴散焊研究,得到了界面結合良好的鈦/鋁接頭,如圖8所示。結果表明,在溫度650 ℃、保溫1 200 min條件下,接頭的斷裂全部發(fā)生在鋁合金內部,抗拉強度為67 MPa。焊縫中有大量TiAl3新相連接成片層之后,接頭強度接近甚至大于鋁合金強度。直接擴散焊顯然不能減少Ti-Al金屬間化合物的形成。由于鈦和鋁直接進行擴散焊接頭強度往往很低,山東大學的李亞江等人[38]在鈦板表面滲鋁,實現(xiàn)了鈦/鋁異種金屬的真空擴散連接。當加熱溫度為540~610 ℃、保溫時間為45~80 min、壓力為5.5~12.4 MPa及真空度為(1.86~2.66)×10-4Pa時,Ti-Al金屬間化合物層的厚度僅3~10 μm,大大減小了Ti-Al脆性金屬間化合物對接頭力學性能的不良影響。
從上面的研究看出,擴散焊對鈦/鋁異種金屬產生的影響較小。通過添加中間層或在鈦表面滲鋁及合理控制工藝參數(shù),能有效減少Ti-Al脆性金屬間化合物的生成,焊后形成的金屬過渡層更薄,接頭的殘余應力更低。但是擴散焊得到的鈦/鋁接頭的抗拉強度不高,難以在高強度場合廣泛應用。

圖8 650 ℃保溫不同時間的焊接接頭背散射照片
5 攪拌摩擦焊
攪拌摩擦焊通過攪拌針的高速轉動,與工件摩擦實現(xiàn)原子擴散形成連接,對焊接鈦/鋁異種合金具有一定優(yōu)勢[39]。Zhao等人[40]對TC4鈦合金與AA6061鋁合金進行了攪拌摩擦焊研究,并獲得了良好的鈦/鋁接頭。研究發(fā)現(xiàn)隨著攪拌針長度的增加,Ti-Al金屬間化合物的數(shù)量會增加。從圖9中觀察到攪拌針長度增加后鈦/鋁接頭中出現(xiàn)不均勻的勾狀組織形貌,探針長度對界面組織和力學性能有顯著影響。
Pereira等人[41]采用主軸功率控制模式對鋁/鈦異種金屬進行攪拌摩擦焊研究,以盡可能降低接頭處的熱輸入。由于攪拌過程中溫度低、應變率高,在攪拌區(qū)混入了少量Ti顆粒且Al3Ti相的晶粒尺寸變小,通過對焊縫中晶粒的細化改善了接頭的力學性能。同時,Yu等人[42]研究了TC4鈦合金與AA6061鋁合金攪拌摩擦焊接接頭的界面組織。隨著焊接速度的提高,焊縫組織的晶粒尺寸減小。當焊接速度達到80 mm/min時,焊縫中僅檢測到TiAl3,未發(fā)現(xiàn)大量Ti-Al金屬間化合物形成。

圖9 不同攪拌針長度的接頭界面
為了進一步抑制Ti-Al金屬間化合物的形成,武靖偉等人[7]通過添加不同厚度的釬料Zn對TC4鈦合金和Al6082鋁合金進行攪拌摩擦焊研究,得到了不同釬料厚度下的鈦/鋁接頭,如圖10所示。當釬料Zn的厚度為0.05 mm時,鈦/鋁接頭的抗拉強度為154 MPa,接頭強度最高。焊縫中的金屬間化合物為AlZn,幾乎沒有Ti-Al 金屬間化合物生成,接頭呈現(xiàn)脆性和韌性斷裂混合型斷裂形式。釬料的加入明顯抑制了Ti-Al金屬間化合物形成,鈦/鋁接頭的斷裂形式轉變?yōu)榛旌蠑嗔眩岣吡蒜?鋁接頭的抗拉強度。

圖10 不同釬料厚度時接頭邊緣區(qū)域微觀形貌圖
從以上的研究可以看出,攪拌摩擦焊能得到一定強度的鈦/鋁接頭,但是靈活性差、熱輸入量難以控制,不適合精細加工。此外,攪拌摩擦焊的鈦/鋁接頭內組織成分不均勻,容易出現(xiàn)氣孔缺陷,接頭力學性能的提升受到限制。
6 爆炸焊
爆炸焊可以制備牢固的鈦/鋁復合板,炸藥量多大,界面組織會更加細化,但是組織層也會變得不均勻。退火處理能使得某些金屬相持續(xù)生長,這也是常用的辦法,但有些情況下焊縫仍會開裂。
Fronczek等人[43-44]對爆炸焊接制備鈦/鋁復合材料進行了綜合研究。研究了825 K下和不同退火時間下鈦/鋁焊接界面的組織演變。在爆炸焊接后焊縫中由TiAl3,TiAl2,TiAl和Ti3Al金屬相組成,形成細小的半島狀組織,如圖11所示。在熔合區(qū)中沒有裂紋和氣孔等缺陷,利用爆炸焊的沖擊效果得到了界面結合良好的鈦/鋁接頭。退火處理后,由于二次再結晶,在鋁中觀察到異常的晶粒增長,而在鈦中則發(fā)生形變孿晶的湮沒。退火過程主要促進了TiAl3金屬間相的生長發(fā)展,從而形成連續(xù)的Ti-Al金屬間化合物層。

圖11 爆炸焊接試樣中鈦/鋁界面微觀結構的電鏡圖像和Al元素分布圖
Paul等人[45]對爆炸焊接多層鈦/鋁異種金屬進行了研究,成功地制備了無缺陷多層復合材料。結果表明,兩側母材之間的界面呈波浪狀或扁平狀,凝固的熔融包裹體優(yōu)先位于波峰和波渦中。在炸藥裝藥附近的層狀結構中總是形成波浪狀的界面,并且隨著距頂面的距離增加,界面逐漸變平整。Lazurenko等人[46]則采用一次爆炸焊接法制備了40層鈦/鋁復合材料,利用SEM和EDS分析方法對復合材料的結構進行研究。在爆炸焊接過程中的界面處產生了混合區(qū)(渦流)的結構,這些區(qū)域的混合和快速凝固的復雜過程導致了不同的穩(wěn)定和亞穩(wěn)定結構的形成。爆炸焊接過程中,渦流的局部熔化和快速凝固直接導致Al3Ti和AlTi穩(wěn)定相金屬間化合物的形成,圖12顯示了大量細化的Al和Ti晶粒,這使得鈦/鋁接頭的強度大大提升。

圖12 爆炸焊接后多層復合材料中的Al-Ti界面
爆炸焊雖然沒有抑制Ti-Al金屬間化合物的生成,但是該工藝本身的高沖擊力的特點將界面處的晶粒細化,得到了高強度的焊接接頭,強度和塑性均能滿足工業(yè)生產的要求。
7 結束語
(1)鈦/鋁焊接性較差的主要是因為其物理性能和化學性能差異較大,焊縫中極易形成脆性的Ti-Al金屬間化合物,導致鈦/鋁接頭的強度降低。通過熱源偏移的方式可以降低Ti-Al金屬間化合物含量但無法完全避免。還可以合理采用添加中間層的方式,既能降低Ti-Al金屬間化合物的含量又能形成塑形更好的金屬化合物。
(2)通過熔釬焊這樣的方式也可以大大降低鈦/鋁接頭中Ti-Al金屬間化合物的含量,并將其限制在某一特定區(qū)域內。此外,通過釬焊、擴散焊也能實現(xiàn)鈦/鋁接頭的有效連接。在鈦/鋁的釬焊過程中,通過放置釬料能對鈦/鋁界面進行潤濕,抑制Ti-Al金屬間化合物的生成。擴散焊通過添加中間層,合理調節(jié)加熱溫度和保溫時間能夠避免Ti-Al脆性相的形成,能在一定程度上提高鈦/鋁接頭的抗拉強度。
(3)摩擦焊也可通過添加中間層抑制鈦/鋁接頭中Ti-Al脆性金屬間化合物的形成,獲得性能良好的鈦/鋁接頭。但受到焊件的形狀的影響,其應用受到限制。爆炸焊雖然沒能抑制Ti-Al金屬間化合物的形成,但是爆炸焊本身的工藝特點就是利用炸藥的瞬間高溫、高壓即沖擊力將鈦/鋁異種金屬牢固的結合起來,通過細化界面中的金屬顆粒,最終也實現(xiàn)了提高鈦/鋁接頭強度的目的。
猜你喜歡
建材發(fā)展導向(2021年6期)2021-06-09 05:57:08
裝備制造技術(2021年1期)2021-05-21 07:55:04
當代陜西(2020年13期)2020-08-24 08:22:02
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
制造技術與機床(2018年12期)2018-12-23 02:40:58
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
制造業(yè)自動化(2017年2期)2017-03-20 14:26:13
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11