焊接工藝影響下CAF可靠性失效機理
2020-02-06 03:56:42曹秀娟鄭佳華張龍梅聰劉路
焊接 2020年11期
關鍵詞:裂紋
曹秀娟, 鄭佳華, 張龍, 梅聰, 劉路
(東莞長城開發科技股份有限公司,廣東 東莞 523921)
0 前言
關于CAF(Conductive anodic filament)失效機理的研究,PCB(Printed circuit board)耐CAF性能的改善以及壽命評估在20世紀70年代中期就被廣泛進行[1]。
目前業內為了降低或杜絕CAF失效的發生,主要從切斷通道產生的方向出發。例如設計方留有足夠的安全間距增加產品的耐CAF壽命;PCB制造方采用不同的環氧樹脂配方提高板材耐熱性,選用材質更好的電子玻纖布或者優化PCB制造工藝等方式降低介質層通道產生[2],但是電子產品高密度化的發展已經使PTH(Plated through hole)孔壁到孔壁的設計間距從20世紀80年代的1.47 mm發展到如今的0.25 mm,有鉛到無鉛工藝的切換,焊接溫度的上升也使CAF失效的有效預防面臨嚴峻挑戰。
在板材耐CAF性能評估和測試方面,IPC 650中對PCB和PTH有相應的耐熱性能評估測試方法,但是耐熱評估的溫度不足以覆蓋PCB的組裝溫度,標準中對PCB回流焊評估的最高溫度為260 ℃[3],針對PTH評估的最高溫度也只有288 ℃[4],而在PCB組裝方選擇性波峰焊的最高溫度~300 ℃,具有一定靈活優勢的手工焊溫度至少大于380 ℃[5]。
基于以上背景和現狀,文中從PCB組裝方出發,參考某款產品發生失效的24個PTH的4層板設計,用仿真的方法觀察不同條件下手工焊接過程中熱應力對介質層應力應變的影響,為設計和不同厚度對應不同失效率的機理解釋提供理論依據;選用不同固化體系板材參考CAF測試方法[6]進行設計及測試,提出了一種對焊接孔CAF壽命評估的方法,以降低焊接孔發生CAF這一可靠性問題失效的風險。
1 CAF形成機理及兩步模型簡介
CAF也叫導電陽極絲,是發生在PCB內部,兩個導體之間導電銅鹽遷移從而降低導體間絕緣阻值的一種可靠性問題。研究者們把CAF產生的過程主要分為2個階段也就是著名的兩步模型[7]。
第一階段是環氧樹脂/玻璃纖維界面的物理降解為后續的電化學遷移提供通道(圖1),降解原因可能與浸膠工藝,玻纖硅烷水解或應力釋放等有關。
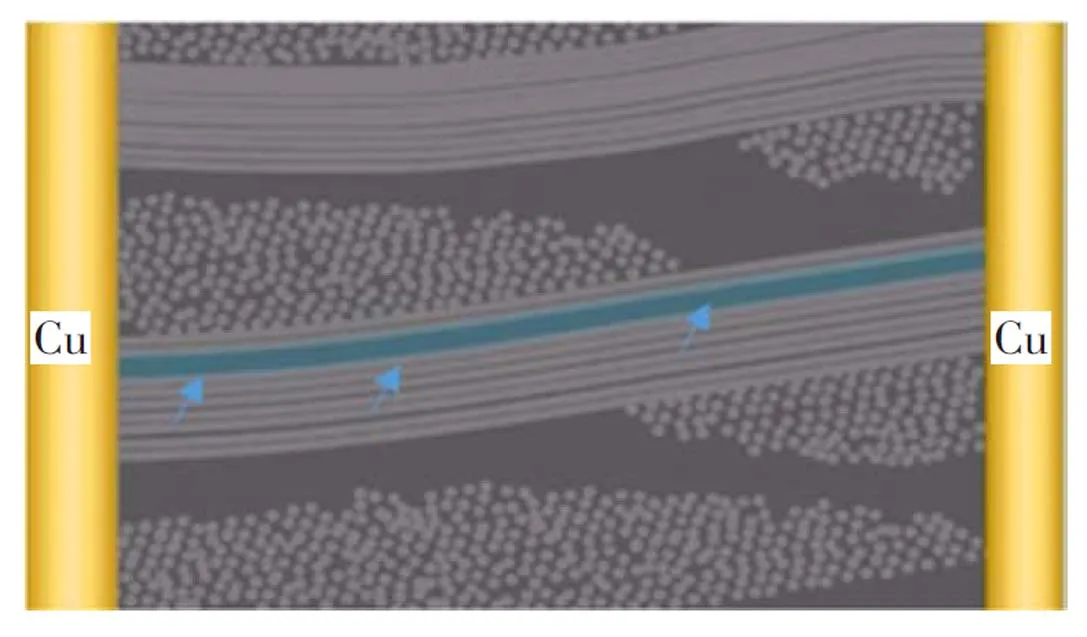
圖1 第一階段(產生裂紋并吸收水分和雜質)
第二階段是通道內的電化學反應見式(1)~(7)[8],銅的腐蝕產物在通道內借助電勢差提供的動力從陽極不斷反應、遷移、沉積到陰極。
陽極主要化學反應:
Cu→Cun++ne-
(1)
(2)
陰極主要化學反應:
2H2O+e-→H2↑+2OH-
(3)
Cun++ne-→Cu
(4)
銅鹽的化學反應:
Cu2++2OH-→Cu(OH)2
(5)
Cu(OH)2→CuO+H2O
(6)
CuO+H2O→Cu(OH)2→Cu2++2OH-
(7)
2 手工焊接熱對通孔間介質層的影響分析
鑒于以上CAF失效機理,為了觀察手工焊接過程中PTH孔/孔間介質層的變化,通過定性的分析焊接熱在不同條件下對基材的影響機理,查找實際失效產品中2.5 mm板厚的CAF失效率遠高于1.6 mm板厚失效率的原因,并尋找有效的改善方案,采用以下仿真分析的方法為理論分析提供參考。
2.1 仿真建模
基于熱仿真軟件ANSYS ICEPAK,參考實際失效產品24個PTH雙排孔設計,模擬烙鐵焊接過程進行幾何建模及網格劃分如圖2所示, 相關設計參數如表2,表3。
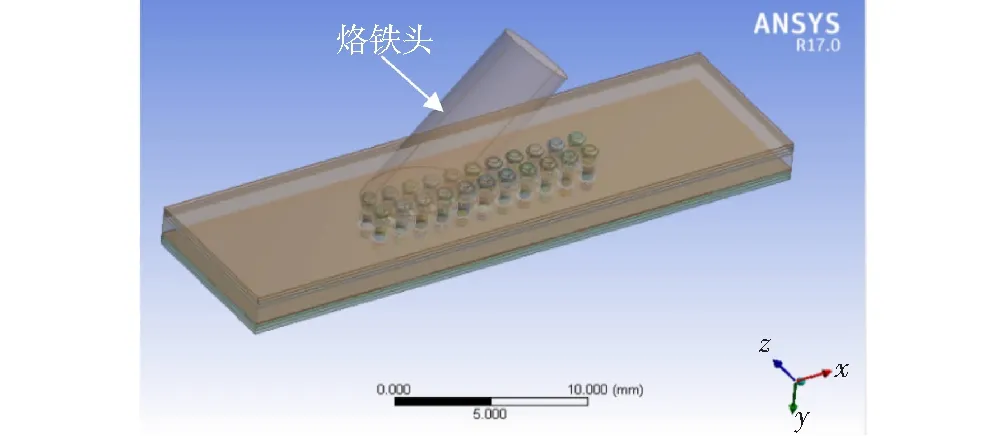
圖2 建模后2.5 mm厚度的幾何模型
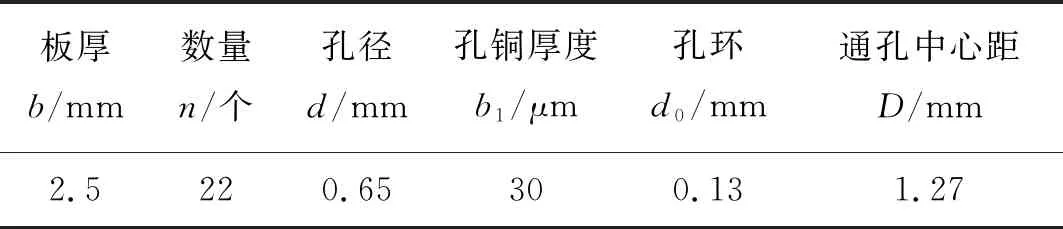
表2 PTH設計參數
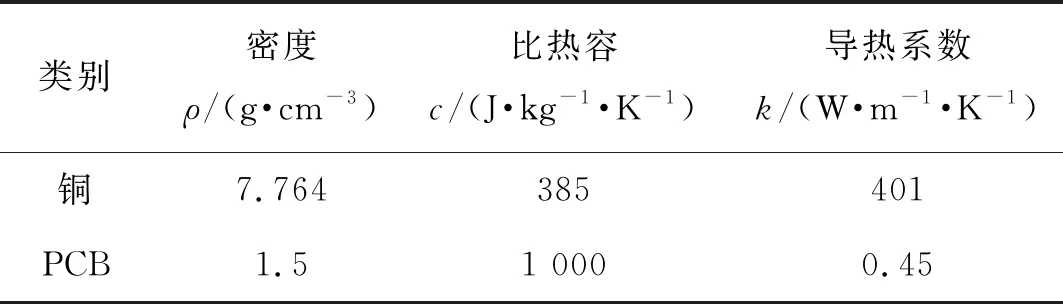
表3 熱場分布仿真所用參數
烙鐵焊接第30 s的溫度場分布仿真結果如圖3所示,熱量的傳遞方向是先縱向沿著孔壁方向擴展,再橫向傳遞。這也意味著PCB厚度越厚,在垂直方向加載的熱量會越多,時間會越長。
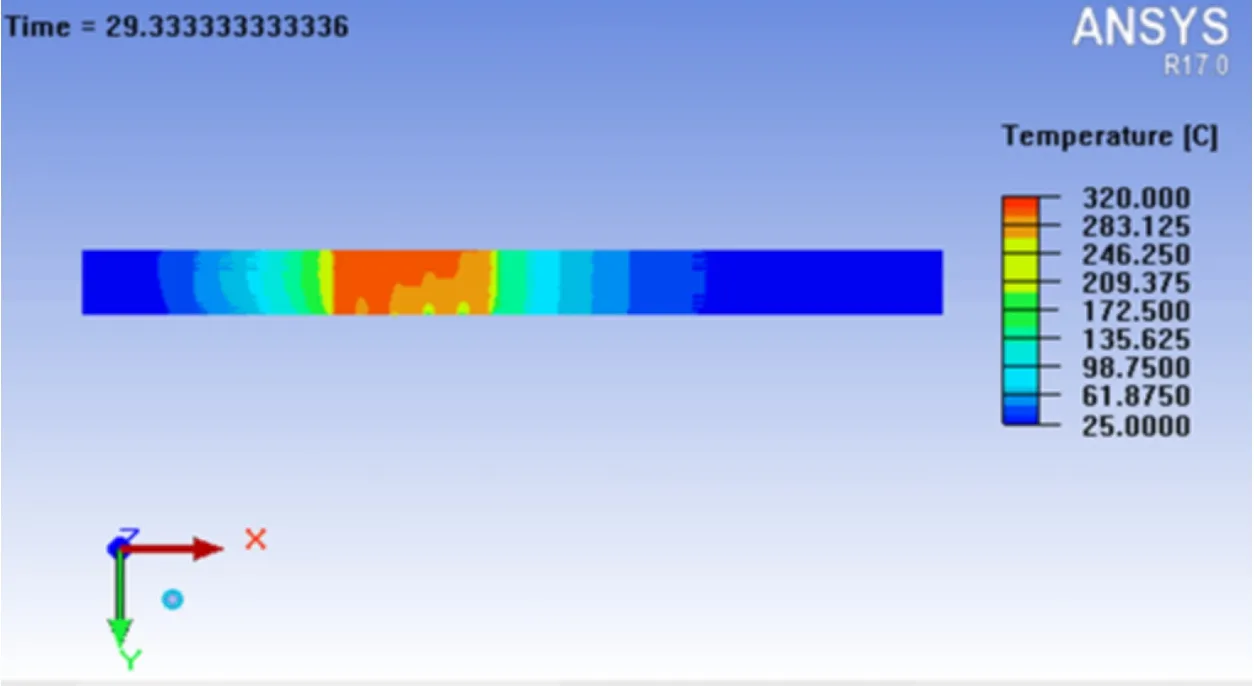
圖3 焊接第30 s時PCB截面溫度場分布圖
進一步進行熱結構耦合仿真,把計算出的溫度場導入幾何結構體中同時附加參數(表4)進行網格劃分,計算得到PTH孔間介質層在焊接過程中所受應力和應變情況。
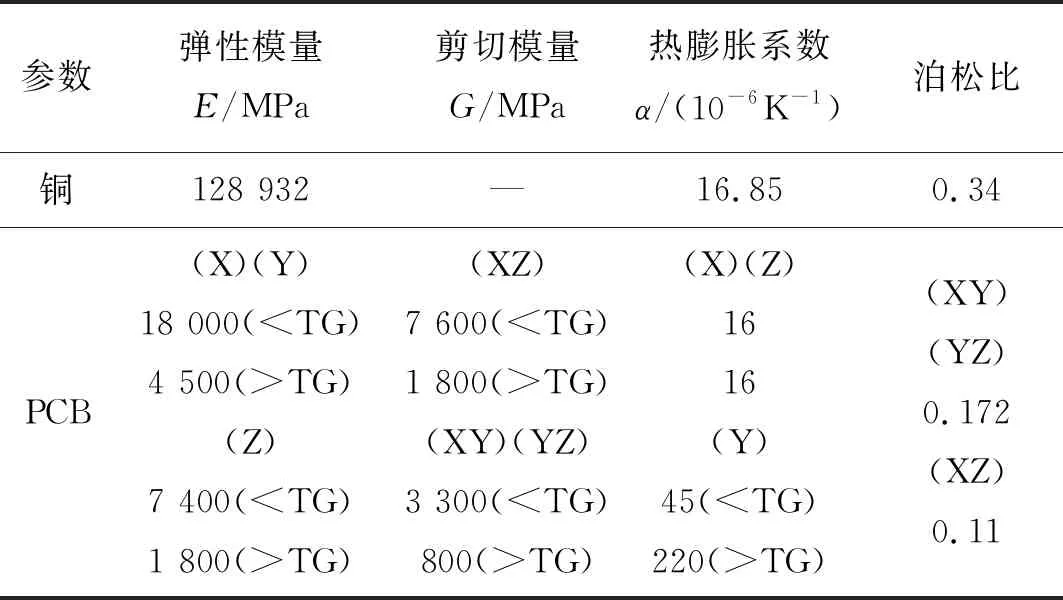
表4 熱結構耦合仿真參數
2.2 不同PCB厚度的仿真結果對比
參考實際失效產品中相同孔壁間距(0.65 mm),不同厚度(2.5 mm和1.6 mm)的雙排焊接孔設計,仿真結果如圖4所示,受導熱系數和熱膨脹系數的影響,越接近銅壁的介質層所受應力應變越大,在孔壁和孔環交界位置應力最大;所以在通孔受熱后可以觀察到微裂紋及IPC610中所提到的樹脂凹縮現象[9]。
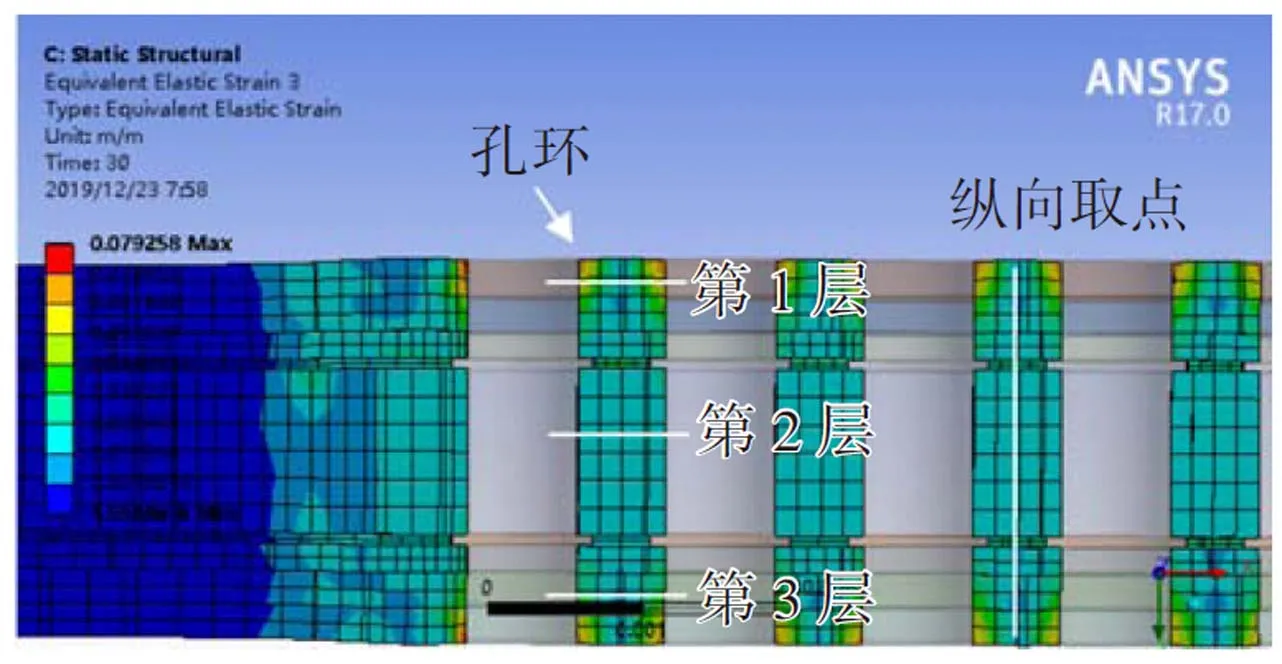
圖4 2.5 mm PCB焊接第30 s應力仿真分布截面圖
為了對比2款不同板厚通孔介質層在同一條件下所受應力應變情況,對PTH孔間介質層按照以下方法取點對比:對2.5 mm厚度的介質層自上而下從0.25 mm,1.25 mm,2.25 mm取3層;每層間隔0.1 mm取點。對1.6 mm厚度介質層自上而下從0.16 mm,0.8 mm,1.44 mm取3層;每層間隔0.1 mm取點。
從圖5和圖6焊接過程中應力應變分布趨勢顯示,應力應變從靠近孔壁向介質層中間逐漸減小。
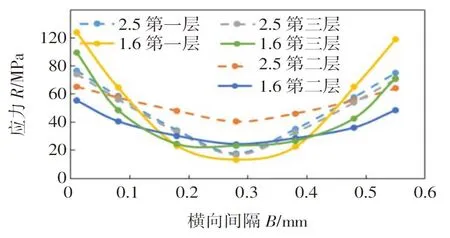
圖5 2.5 mm & 1.6 mm板厚橫向應力對比圖
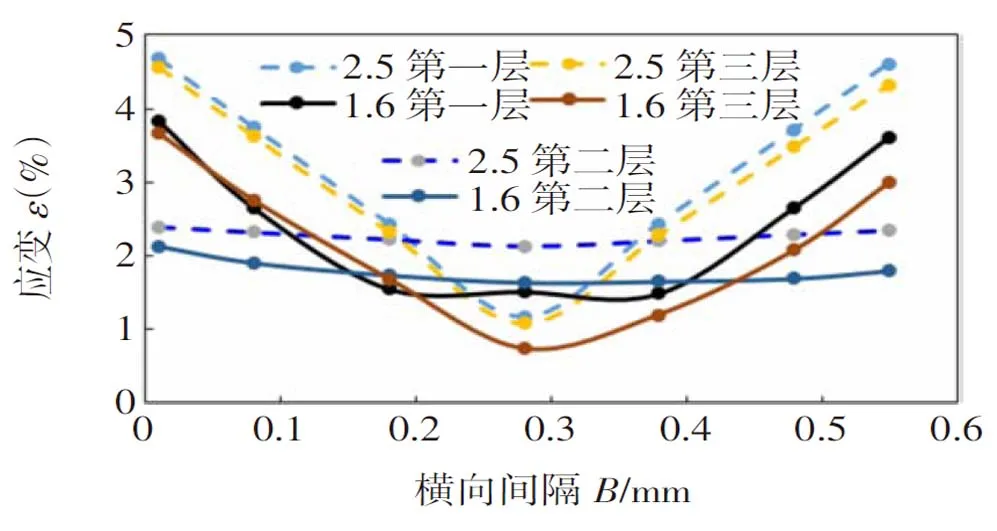
圖6 2.5 mm & 1.6 mm板厚橫向應變對比圖
第一和第三層由于趨近PCB表面約束較小,所以由孔壁到中心的應力應變減小速度較快,而第二層位于芯板位置約束較大,受熱條件下此處為縱向應力應變最大位置,一旦孔壁2邊產生裂紋,芯板位置受應力應變影響會最先發生裂紋擴展,所以貫穿性裂紋較多會發生在芯板位置。
不同厚度的對比也顯示2.5 mm厚度板材芯板位置所受應力應變大于1.6 mm芯板。基于熱場擴散先垂直后水平擴散,多層板的厚度越厚在垂直方向上加載的熱量時間越長,同時芯板位置介質層受銅層和上下介質層的束縛更大,熱應力使該區域最先發生異常。
這一結果和實際失效產品的現象一致,很好的解釋了相同材質,相同孔壁間距條件下,厚板發生失效的概率高于薄板的原因。
2.3 不同孔壁間距的仿真對比
為了改善焊接熱對孔間介質層的損傷,調整孔壁間距是最低成本的一種改善措施。相同條件下增加間距意味著增大孔間受力面積,帶來應力應變的降低,所以設計安全的孔壁間距尤為重要。
在研究中對比相同板材,相同板厚(2.5 mm),不同孔壁間距(0.5 mm和1 mm)條件下的雙排焊接孔仿真結果(取點參考圖4中縱向取點),增加1倍的孔壁間距,焊接過程中介質層縱向所受應力應變可以降低50%(圖7,圖8)。
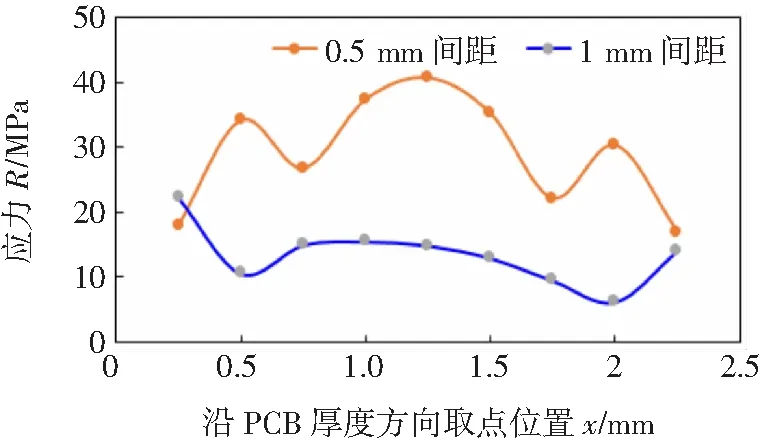
圖7 0.5 mm和1 mm孔壁間距橫向應力對比圖
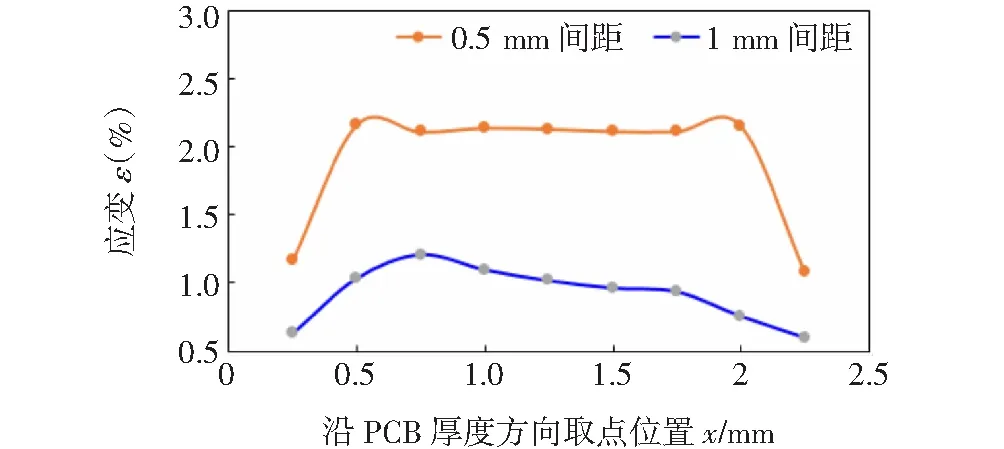
圖8 0.5 mm和1 mm孔壁間距橫向應變對比圖
3 手工焊接熱對通孔間介質層影響的試驗驗證
粗糙度、芯吸、暈圈、裂紋都是衡量PCB耐CAF性能的重要指標,因為這些現象會降低孔壁之間的有效距離。從仿真分析可以知道是因為焊接過程中應力應變造成了暈圈和裂紋的擴展。通過試驗對比8款板材手工焊接前后的數據(圖9)也證明PCB組裝過程中焊接熱不會對孔壁粗糙度和芯吸的長度造成影響,這2個參數主要受鉆孔和鍍銅工藝影響,但焊接熱會直接加劇暈圈和裂紋的長度,降低孔壁之間的有效間距,從而降低板材的耐CAF性能。
除了對不同材質的暈圈和裂紋有影響,焊接熱對不同固化體系板材的影響也不同,由于PN(Phenolic novolac)固化劑耐溫較DICY(Dicyandiamide)高,所以使用PN固化劑的板材焊接后裂紋或分層多在玻纖和玻纖之間發生,而DICY的裂紋發生在膠體系之間(圖10,圖11)。這可能會造成焊接熱對DICY固化劑板材CAF壽命影響不明顯。
由于手工焊接的一致性較難控制,參考該試驗中不同板材的CAF測試壽命,對于PN固化劑板材焊接孔孔壁間距小于0.6 mm,DICY固化劑板材焊接孔孔壁間距小于1 mm時需要提前做好CAF壽命的評估,才能及時將CAF失效的風險降到最低。
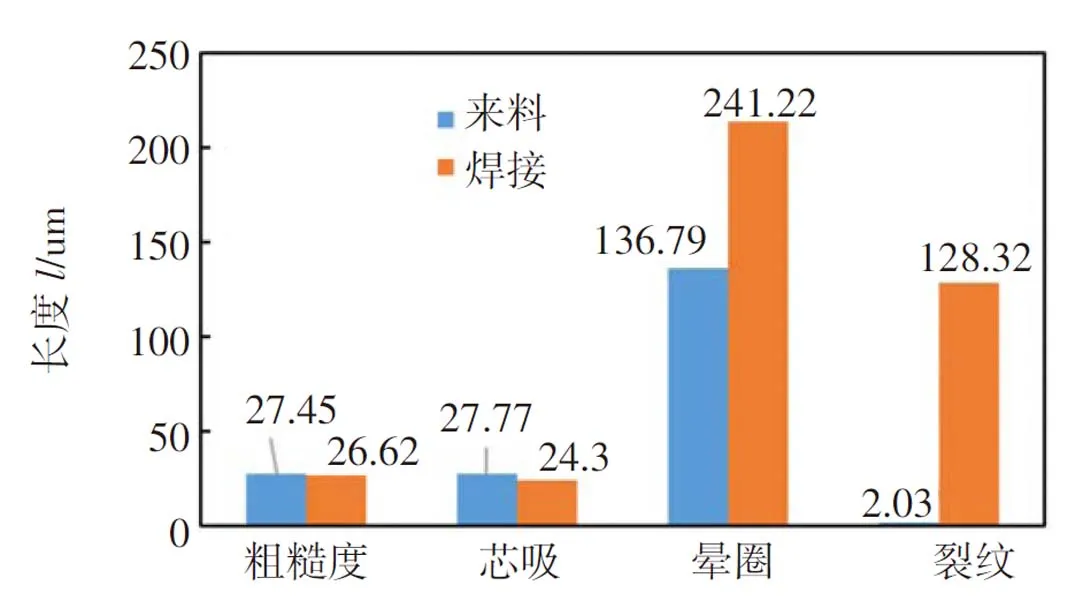
圖9 8款板材焊接前后參數對比
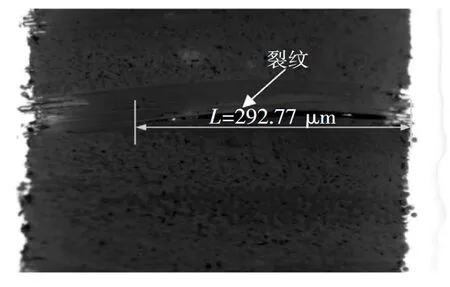
圖10 PN固化劑板材焊接后裂紋
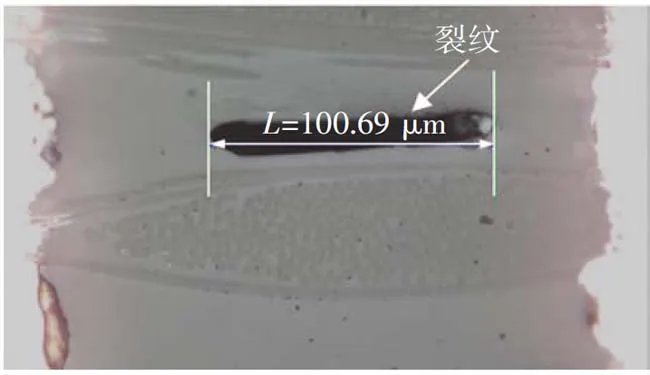
圖11 DICY固化劑板材焊接后裂
4 焊接孔壽命評估方法
對該次試驗中4款PN固化劑板材和4款DICY固化劑板材的CAF測試壽命采用Bell labs模型進行壽命分析,得到在產品設計過程中,針對焊接孔的安全孔壁間距確定方法,為產品設計提供DFR參考。
4.1 CAF壽命模型
為了更好的評估產品耐CAF壽命,很多研究者提出不同的壽命模型,但大多都是在貝爾實驗室的Bell Labs模型[10](公式(8))基礎上進行演化,公式的前半部分對應兩步模型的通道產生階段,主要由PCB常數α,β,濕度H及濕度相關系數γ,激活能Ea,波爾茲曼常數k及溫度T決定;后半部分除了繼續第一階段的影響,電化學遷移的時間和速度主要和孔壁間距L和電壓U有關,公式中n取4。
(8)
該研究中所用溫度,濕度以及PCB材料均是定量,只調整孔壁間距,尋找焊接孔的安全間距,所以將常數部分做簡化,簡化如公式(9)。
(9)
4.2 對PN固化劑板材的CAF壽命評估
參考前文焊接試驗結果,使用PN固化體系的PCB經過焊接后一旦有裂紋產生,裂紋是發生在玻纖與玻纖之間,所以焊接后的耐CAF壽命可以參考相同孔壁間距的非焊接孔壽命,在原始安全間距L的基礎上減去焊接后的裂紋長度L1,如公式(10)所示。
(10)
當焊接孔孔壁間距小于等于0.6 mm時屬于高風險間距,可以對焊接后的孔壁切片檢查,統計玻纖裂紋長度進行CAF壽命評估。
試驗中,某款PN固化劑板材非焊接孔安全間距為0.4 mm,為了評估該板材0.5 mm孔壁間距的焊接孔是否安全,先對0.5 mm的孔做焊接找到焊接后的最長裂紋長度(約100 μm),在非焊接孔的安全間距基礎上加上裂紋長度即為該焊接孔的安全間距,使用該方法對0.5 mm焊接孔做CAF測試驗證,0.5 mm孔壁間距的焊接孔安全。所以針對PN固化劑板材焊接孔的安全間距至少在非焊接孔的安全間距基礎上加上焊接后裂紋的長度。
4.3 對DICY固化劑板材的CAF壽命評估
DICY固化體系板材受熱后裂紋發生在膠體系中間,所以其焊接孔壽命評估可以參考非焊接孔的評估方法,使用公式(9)評估。
取任意款該次試驗中的DICY板材且在相同孔壁間距條件下,使用Bell Labs模型推導非焊接孔和焊接孔在相同孔壁間距下的CAF壽命并進行曲線擬合,實際測試壽命和擬合壽命接近,說明簡化后的Bell Labs模型適用于該次研究(圖12,圖13)。
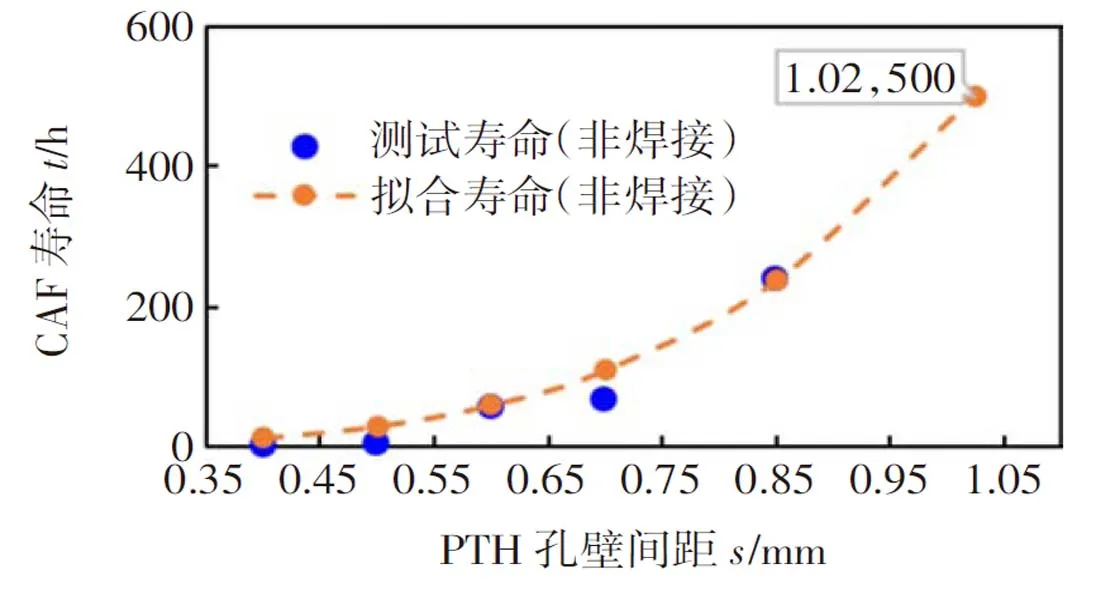
圖12 DICY板材非焊接孔CAF測試壽命及擬合壽命
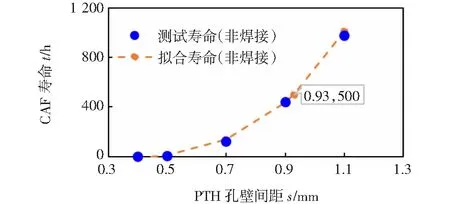
圖13 DICY板材焊接孔CAF測試壽命及擬合壽命
根據擬合的壽命曲線推導滿足500 h的安全孔壁間距,該DICY板材非焊接孔和焊接孔的安全間距較接近,可以輸出改款板材的安全設計間距為1.1 mm。
5 結論
(1)通孔與通孔之間的CAF失效機理是:孔與孔之間的介質層由于多種原因(環境、機械應力、熱應力)在玻纖和膠體系的界面上形成裂紋或分層,為CAF提供通道;裂紋或分層位置吸收環境中的水分和雜質為離子的遷移提供媒介;當2個通孔之間施加電壓的時候進一步發生電離、遷移、分解、沉積等電化學反應,銅鹽在通道內從正極不斷遷移,沉積到負極,一旦正負極間阻值降低甚至發生擊穿,把這一失效現象稱為導電陽極絲失效。
(2)ANSYS仿真分析更直觀的解釋了產品失效機理及焊接過程中熱應力導致的應力應變影響,手工焊接過程中熱量傳遞的速度受銅壁的影響在縱向傳遞速度會快于橫向傳遞;相同板材,相同孔壁間距,不同厚度的雙排焊接孔仿真顯示PCB厚度越厚,中間芯板層所受應力越大,所以芯板位置受熱應力后最容易出現貫穿性裂紋;相同板材,相同板厚,不同孔壁間距條件下的雙排焊接孔仿真顯示,由于受力面積的增大,增加1倍的孔壁間距,焊接過程中介質層所受應力應變可以降低50%,所以拉大孔間距可以適當彌補板材帶來的不足。
(3)基于以上焊接熱的應力機理分析,手工焊接熱會增加PTH孔壁間介質層的暈圈和裂紋長度,降低孔壁間有效距離,從而降低耐CAF能力;焊接熱對不同固化劑板材的影響也不同,PN固化劑板材受熱后裂紋發生在玻纖與玻纖之間,DICY固化劑板材受熱后膠體系會先發生變化,裂紋發生在膠體系中間;PN固化劑板材孔壁間距小于0.6 mm,DICY固化劑板材孔壁間距小于1 mm時需要提前做好CAF壽命的評估,才能及時將CAF失效的風險降到最低。
(4)為了更有效的對產品做好CAF壽命評估,需要結合產品設計和焊接工藝需求,對使用不同固化體系板材的焊接孔提前做好CAF壽命評估。例如PN固化劑板材某間距焊接孔的安全性能評估可以對比該間距和該板材非焊接孔的安全間距加上該焊接孔焊接后的裂紋長度,如果該間距大于總和則安全,反之則有風險。DICY固化劑板材焊接孔和非焊接孔CAF壽命差異不明顯,所以可以用非焊接孔的評估方法評估焊接孔的CAF壽命和安全間距。
猜你喜歡
艦船科學技術(2022年20期)2022-11-28 08:19:18
艦船科學技術(2022年13期)2022-08-11 09:29:16
艦船科學技術(2022年6期)2022-04-19 11:01:32
成都信息工程大學學報(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學學報(自然科學版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38