6063鋁合金低溫?zé)o鉛釬焊
2020-02-06 03:10:18楊芳李天立何鑫韓紀(jì)超何錦川
焊接 2020年11期
關(guān)鍵詞:界面
楊芳,李天立,何鑫,韓紀(jì)超,何錦川
(遼寧工程技術(shù)大學(xué) ,遼寧 阜新 123000)
0 前言
隨著鋼材、鋁合金等金屬材料的需求量急速加大,合金材料不僅追求結(jié)構(gòu)的輕量化,還需要保證合金的高產(chǎn)量及性能的穩(wěn)定性。鋁合金具有重量輕、比強(qiáng)度高、密度小、導(dǎo)熱性能好、耐腐蝕性能高等性能特點[1-2],能夠同時滿足合金材料的結(jié)構(gòu)輕量化和工業(yè)技術(shù)領(lǐng)域的指標(biāo),而且具有價格低、性價比高等優(yōu)勢,因此,在航空造船、汽車家電、電子封裝等領(lǐng)域產(chǎn)業(yè)得到廣泛應(yīng)用。
目前,在鋁合金釬焊中應(yīng)用較廣泛的是傳統(tǒng)Sn-Pb釬料[3],廢棄的Pb會進(jìn)入土壤以及地下水循環(huán)中,長期使用對環(huán)境造成不可降解的Pb污染,破壞生態(tài)平衡[4]。因此,各國也紛紛出臺法律法規(guī)限制含Pb元器件的電子產(chǎn)品的生產(chǎn),其中歐洲國家的WEEE法令和RoHS法令、亞洲地區(qū)日本的《有效提高利用資源法》以及中國的《電子信息產(chǎn)品污染控制管理辦法》[5]等,而研發(fā)新型無鉛釬料取代傳統(tǒng)的Sn-Pb釬料已經(jīng)是人類的不二之選。
目前研究較多的無鉛釬料有Sn-Zn系、Sn-Bi系、Sn-Cu-Ni系等釬料,其中Sn-9Zn合金的熔點與Sn-Pb合金的共晶點最為接近,且二者的化學(xué)、物理性能也最為接近。因此,對Sn-9Zn基合金釬料的研究較為重視[6-8]。由于Zn化學(xué)性質(zhì)活潑,使得釬料表面生成大量氧化膜,影響釬料的毛細(xì)作用和潤濕作用,因此Sn-9Zn釬料具有抗氧化性差、潤濕性差等缺點。向Sn-Zn中添加金屬元素使其微合金化可以改善以上的不足。表面活性金屬Ga,在釬料熔化時表面富集形成致密保護(hù)膜減少Zn的氧化[9-10]。陳文學(xué)等人[11]添加合金元素Ga使釬料合金熔點顯著降低,熔化溫度區(qū)間有所增大,潤濕性能得到明顯改善;合金元素Ga的添加量>1 %時,釬料的潤濕性能趨于穩(wěn)定。Bi元素能降低熔融狀態(tài)下釬料合金的表面張力[12],降低材料的粘度,從而提高合金的潤濕性能。吳文云等人[13]通過添加Bi元素明顯改善Sn-Zn系無鉛釬料的潤濕性,在Zn的質(zhì)量分?jǐn)?shù)一定的條件下,隨Bi質(zhì)量分?jǐn)?shù)的增加潤濕性提高;當(dāng)Bi含量>3%時對潤濕性的影響減弱。
文中通過添加不同比例Bi,Ga元素制成Sn-9Zn-xBi-Ga(x=1,2,3,4;質(zhì)量分?jǐn)?shù),%)無鉛釬料,采用激光共聚焦顯微鏡、電子掃描顯微鏡、XRD等測試技術(shù)對焊接接頭區(qū)進(jìn)行顯微組織觀察和物相分析,結(jié)合顯微硬度試驗以確定使用無鉛釬料釬焊的接頭性能和釬焊工藝。
1 試驗方法
1.1試驗材料
試驗采用6063鋁合金為母材,其化學(xué)成分見表1,6063鋁合金試樣的尺寸為1 mm×10 mm×20 mm。依次用200號、400號砂紙打磨母材表面,而后用丙酮、酒精清洗其表面。

表1 6063鋁合金化學(xué)成分(質(zhì)量分?jǐn)?shù),%)
選用純度為99.99%的Sn,Zn,Bi,Pb和Ga分別配制有鉛釬料和無鉛釬料作為對比試驗,釬料的名義成分見表2。釬劑選用自制的松香+15%ZnCl2釬劑,為了起到去除ZnO膜的效果。在200 ℃條件下熱處理爐中保溫30 min爐中釬焊。
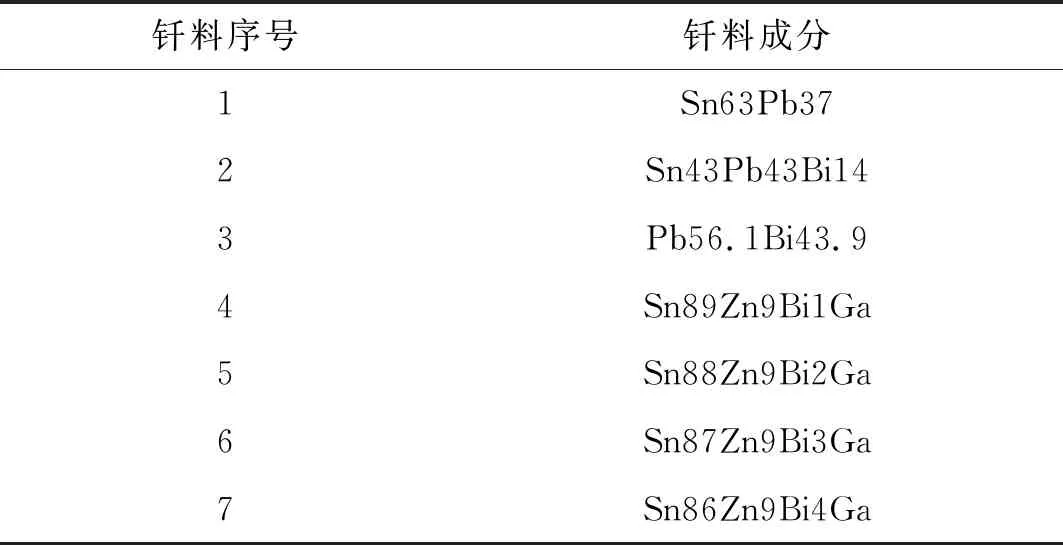
表2 釬料成分組成(質(zhì)量分?jǐn)?shù),%)
1.2試驗方法
使用DZSL-B箱式馬弗爐在450 ℃條件下將母材浸入鋅液10 s后完成熱浸鍍鋅;通過OLS 4000激光共聚焦顯微鏡測量釬料在6063鋁合金鍍鋅層表面的潤濕角和觀察釬焊接頭的宏觀組織形貌;采用型號為JEOL JSM07500F的掃描電子顯微鏡觀察樣品的微觀形貌,并通過掃面電鏡自帶的能譜儀分析元素分布;使用XRD-6100射線衍射儀分析釬焊接頭的物相組成,掃描角度20°~100°,電壓為40 V,電流為30 A;利用HV-1000Z自動轉(zhuǎn)塔顯微硬度計測定釬焊接頭區(qū)的維氏硬度,試驗載荷0.2 kg、保載時間10 s。
2 試驗結(jié)果和分析
2.1潤濕性能分析
表3為不同釬料在6063鋁合金鍍鋅表面潤濕角的測量值,由表3可以看出,Sn-9Zn-xBi-Ga釬料在6063鋁合金鍍鋅表面的潤濕性要明顯優(yōu)于傳統(tǒng)含鉛釬料。無鉛釬料中隨著Bi含量的增加潤濕角逐漸減小,Bi含量為3%時,釬料的浸潤角最小,鋪展率最大,界面結(jié)合較好。當(dāng)Bi含量超過3%時,潤濕角開始升高。隨著Bi含量的增加會形成較多富Bi區(qū),釬料與鍍Zn層之間的表面張力增加,降低了釬料潤濕性。由于Bi在釬料表面富集,隔絕釬料中的Zn與O接觸,降低釬料與鍍Zn層的表面張力,提高釬料在母材上的潤濕鋪展性能。Ga元素的添加抑制了釬料在熔化時其表面氧化層的形成,使得釬料與鍍Zn層之間的表面張力降低,浸潤角減小,潤濕鋪展性提高;1%的Ga元素使?jié)櫇穹磻?yīng)的活化能明顯降低,釬料和母材間的系統(tǒng)自由能明顯降低,釬料能自發(fā)的在鍍Zn層上潤濕鋪展。
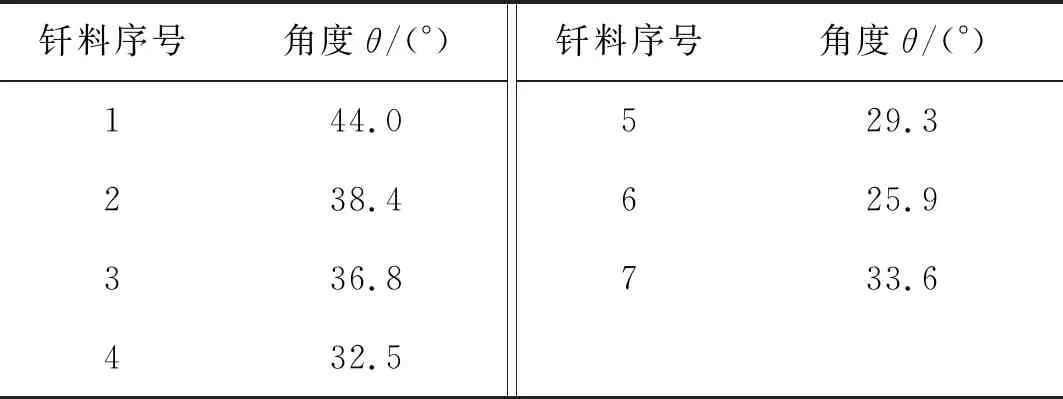
表3 不同釬料試樣潤濕情況
2.2釬焊接頭組織分析
圖1為6063鋁合金熱浸鍍鋅層激光共聚焦顯微組織形貌特征,可以看出當(dāng)在450 ℃的溫度下浸沾10 s時鋁合金與鋅界面形貌“犬牙交錯”,有很明顯的“互溶”現(xiàn)象,鋅液和6063鋁合金相互擴(kuò)散,屬于冶金結(jié)合,其鍍鋅層效果良好。
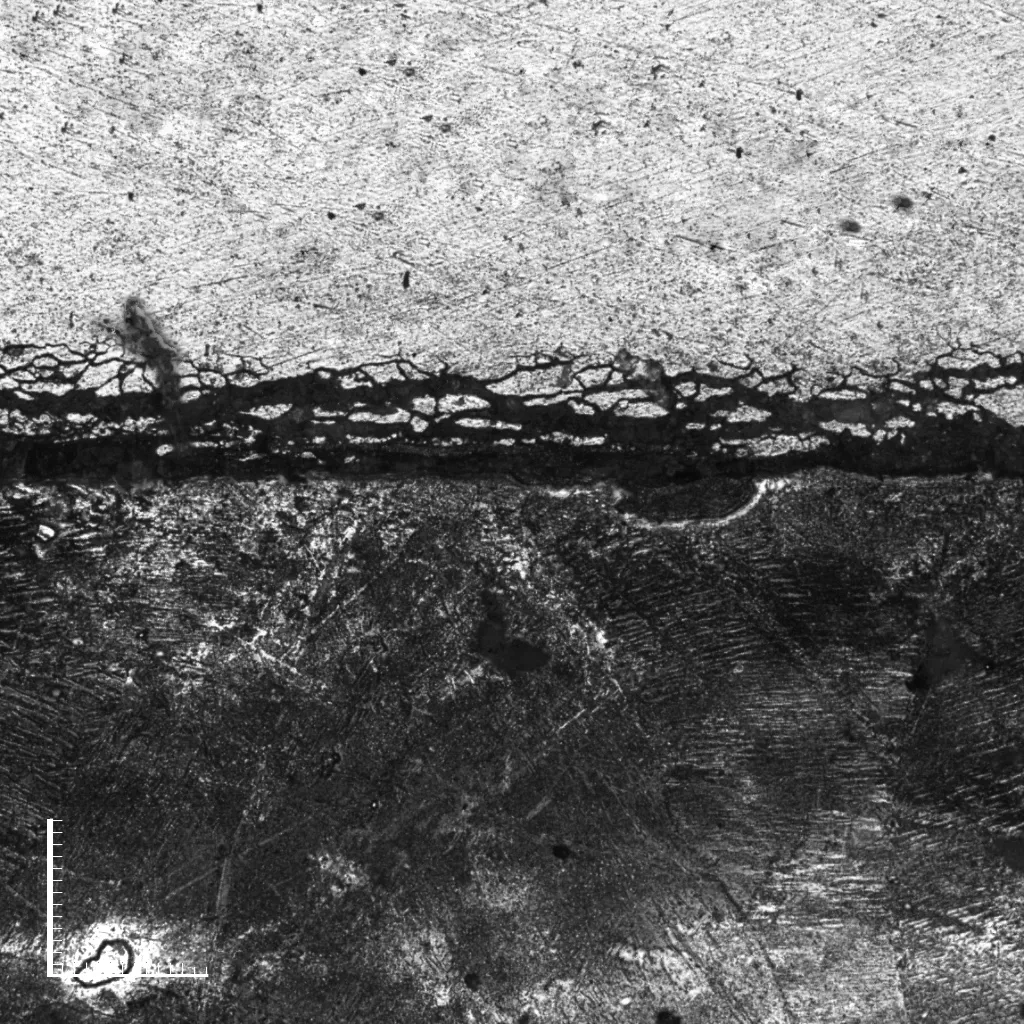
圖1 6063熱浸鍍鋅照片
圖2為釬焊接頭激光共聚焦顯微組織圖。從圖中可以看出,鍍鋅層與這幾種釬料之間出現(xiàn)“互溶”現(xiàn)象結(jié)合,釬料能很好潤濕鍍鋅層并發(fā)生互擴(kuò)散。釬焊過程中Bi在釬料表面富集,降低了液體表面上的張力,進(jìn)而改善了釬料的潤濕性和鋪展性;由圖2a,2b中可以看出有黑色棒狀相(枝晶)存在,隨著Bi含量的增加,黑色棒狀相(枝晶)的數(shù)量逐漸增多,體積逐步增大。
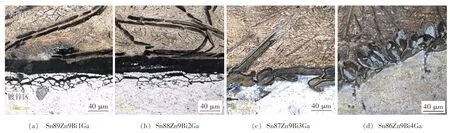
圖2 焊接接頭區(qū)鍍鋅層-釬料形貌
2.3釬焊接頭微觀組織特征
為了進(jìn)一步觀察釬焊焊接接頭焊縫的組織形貌,對焊縫位置進(jìn)行掃描電鏡SEM分析以及EDS分析。圖3為釬料/鍍鋅層界面微觀組織形貌的掃描電鏡SEM電子圖像。從圖3a,3b中可以看出,在含鉛釬料/鍍鋅層界面中出現(xiàn)明顯得孔洞缺陷,而孔洞出現(xiàn)的原因是由于焊接過程中釬料的流動性和潤濕性較差,使得釬料未能鋪滿整個焊縫,冷卻后形成孔洞缺陷。由圖3c,3d可知,無鉛釬料/鍍鋅層界面連接緊密,焊縫較為平直,焊接效果良好;當(dāng)Bi含量達(dá)到3%時,其界面結(jié)合較好。因此,試驗條件下Sn87Zn9Bi3Ga具有最好的無鉛釬料/鍍鋅層界面結(jié)合。

圖3 釬料/鍍鋅層釬焊接頭SEM形貌
2.4釬焊接頭元素分布及物相分析
圖4為釬焊接頭的XRD圖,由圖分析可知,Sn-9Zn-xBi-Ga/6063鋁合金鍍鋅層界面中出現(xiàn)了Al-Zn金屬間化合物,且不同釬料的釬焊接頭XRD衍射峰的強(qiáng)度有所不同,釬焊接頭中生成了Al0.71Zn0.29相。
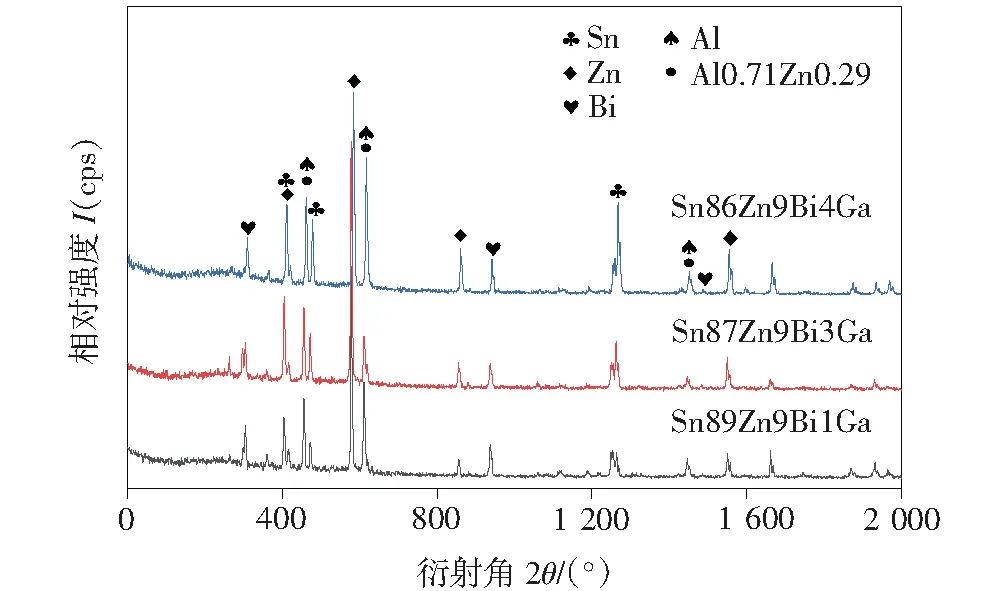
圖4 Sn-9Zn-xBi-Ga釬焊接頭X衍射圖譜
圖5為Sn87Zn9Bi3Ga釬料/鍍鋅界面EDS分析,對圖5a所示區(qū)域進(jìn)行線掃描分析,結(jié)果如圖5b所示。線掃描方向由鍍鋅層垂直經(jīng)過交界面到釬料區(qū)。從圖5b中可以發(fā)現(xiàn)Sn元素含量越來越多,Zn元素呈下降狀態(tài)。釬料與鍍鋅層發(fā)生反應(yīng),一部分Sn元素擴(kuò)散到鍍鋅層,隨著距離開始點愈來愈遠(yuǎn),Sn元素的擴(kuò)散程度減輕,Sn元素的含量增加。而Zn元素隨著距離鍍鋅層越來越遠(yuǎn)而呈下降趨勢。Ga元素呈下降趨勢,可能是由于金屬Ga易溶于鍍鋅層,導(dǎo)致鍍鋅層一側(cè)的Ga含量高于釬料區(qū),而Bi含量隨著距離釬料區(qū)越來越近而緩慢增加。
2.5釬焊接頭硬度分析
表4為不同釬料的釬焊接頭硬度。由表4可以看出Sn87Zn9Bi3Ga釬料所形成的焊接接頭的硬度最大,可能由于Bi元素的加入使焊接接頭組織發(fā)生細(xì)晶強(qiáng)化導(dǎo)致硬度發(fā)生改變。同時,反應(yīng)生成的Al0.71Zn0.29化合物也可能起到彌散強(qiáng)化的作用,從而使釬焊接頭的顯微硬度提高。Bi在Sn中的溶解度較低,當(dāng)Bi元素含量超過3%時,在釬焊冷卻過程中過量Bi將會從基體Sn中析出,從而影響接頭的硬度,這與文獻(xiàn)[14]研究一致。
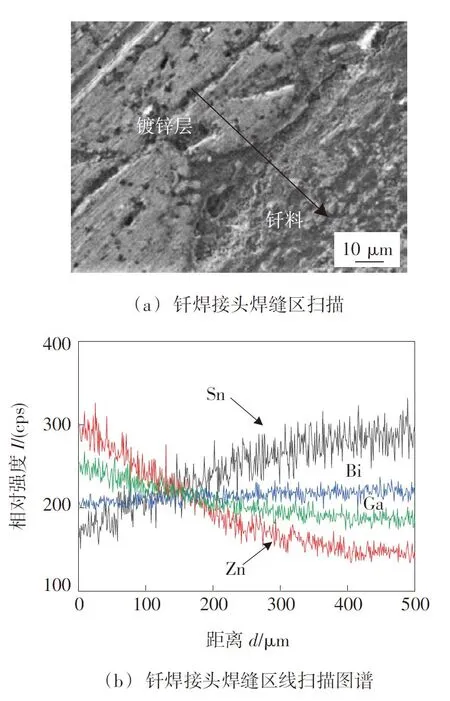
圖5 Sn87Zn9Bi3Ga釬料/鍍鋅界面EDS分析
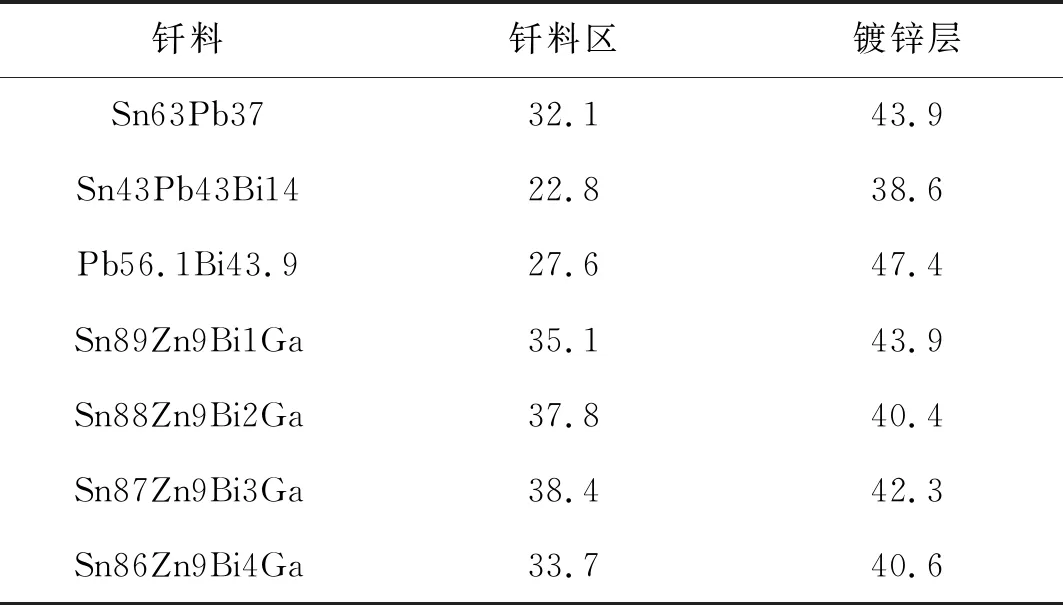
表4 不同釬料的釬焊接頭硬度 HV
由于Bi,Ga元素的添加,使得釬料在母材表面潤濕效果良好;Sn-9Zn-xBi-Ga釬料釬焊接頭的硬度均比傳統(tǒng)含鉛釬料釬焊接頭高;當(dāng)Bi元素的含量為3 %時,硬度最大可達(dá)到38.4 HV0.2。Sn-9Zn-3Bi-Ga釬料釬焊的焊接接頭力學(xué)性能最優(yōu)。
3 結(jié)論
(1) Bi,Ga元素的添加,使得釬料的潤濕鋪展面積增大,潤濕效果明顯,并且能夠依靠這種釬料實現(xiàn)高質(zhì)量的可靠連接。
(2) 釬焊接頭的微觀組織中,鋁合金與鍍鋅層反應(yīng)界面生成Al0.71Zn0.29化合物顆粒。
(3) Sn-9Zn-xBi-Ga無鉛釬料的接頭硬度均高于含鉛釬料的釬焊接頭的顯微硬度,其中Sn87Zn9Bi3Ga釬料的釬焊接頭的顯微硬度最高,為38.4HV0.2。因此,Sn87Zn9Bi3Ga釬料是比較適合6063鋁合金低溫釬焊的填充釬料。
猜你喜歡
艦船科學(xué)技術(shù)(2022年16期)2022-09-22 02:15:00
北京航空航天大學(xué)學(xué)報(2021年6期)2021-07-20 07:23:54
當(dāng)代陜西(2020年13期)2020-08-24 08:22:02
制造技術(shù)與機(jī)床(2017年5期)2018-01-19 02:49:17
制造技術(shù)與機(jī)床(2017年11期)2017-12-18 06:47:29
金秋(2017年4期)2017-06-07 08:22:16
蘇州科技大學(xué)學(xué)報(自然科學(xué)版)(2017年1期)2017-03-20 15:25:18
中國材料進(jìn)展(2016年10期)2016-12-26 06:50:20
濰坊學(xué)院學(xué)報(2016年2期)2016-12-01 13:00:11
新聞傳播(2015年11期)2015-07-18 11:15:04