35SiMn 鋼等離子堆焊不銹鋼粉的組織及性能研究
2020-02-06 12:51:56王儀劉艷牛靖張建勛
精密成形工程 2020年1期
王儀,劉艷,牛靖,張建勛
(西安交通大學 金屬材料強度國家重點實驗室,西安 710049)
35SiMn 鋼有較高的強度、韌性和良好的耐磨性能,有較好的淬透性,是一種綜合性能比較好的調質鋼,可用于制造軸類零件和齒輪、連桿等傳動件[1—2]。在35SiMn 鋼表面堆焊高硬度馬氏體粉末,能夠提高35SiMn 鋼表面耐磨性能及其使用壽命。通過堆焊也可以使破損的零件恢復原本的尺寸,對損壞的零件進行修復再制造。在如今的增材制造技術中也經常采用堆焊的方式以獲得特定尺寸形狀的零件。
堆焊可以采用激光、電子束、電弧、等離子弧等作為熱源,堆焊技術已經有了很深入和全面的研究。Barr 等[3]以激光作為熱源堆焊超高強鋼,并研究了宏觀偏析對凝固裂紋的影響。劉寧等[4]以TIG焊方式進行了鈦合金的堆焊,研究了工藝參數對成形尺寸的影響。Gur 等[5]以等離子弧作為熱源,在不銹鋼表面堆焊添加了B4C 的Fe-Cr-C 合金粉末,并研究了堆焊層的耐磨性能。Ahn 等[6]以等離子弧作為熱源進行了Ni 基合金的堆焊,研究了稀釋率對凝固裂紋的影響。
等離子弧堆焊是以等離子弧作為熱源的堆焊方法,和一般的鎢極氬弧等自由電弧相比,等離子弧的電弧更加集中,熱流也更集中,主要原因是等離子弧受到來自噴嘴的電弧通道收束壓縮和氣體、水冷等的壓縮作用,等離子弧堆焊具有高能量密度的弧柱[7—8],由于和一般電弧相比能量更集中,等離子弧堆焊可以獲得更小的稀釋率和更低的變形[9—11],成形精度更高,且比激光堆焊和電子束堆焊等有更高的生產效率和更低的成本[12],等離子弧在機械結構部件的表面堆焊強化和破損修復等方面已經有了很廣泛的應用[13—15]。等離子弧常用于各種耐磨合金的堆焊中,在材料表面附加具有特殊性能的層或塊體,使零件表面得到強化和硬化[16—18]。
文中在35SiMn 鋼基板表面堆焊高硬度馬氏體粉末,對堆焊層、基材及其熱影響區(qū)、堆焊層/基材的界面處進行組織形態(tài)觀察,對堆焊層的基材及其熱影響區(qū)的硬度分布進行了表征,并檢測了堆焊件的拉伸及耐磨性能結果,為等離子弧堆焊成形提供參考。
1 試驗材料
堆焊所使用的基材為調質態(tài)的35SiMn 鋼板,熱處理的工藝為加熱到870~910℃范圍內保溫1 h 后淬火,然后在550~590℃范圍內回火2 h,基材的合金化學成分如表 1 所示,堆焊基板尺寸為 100 mm×45 mm×20 mm。馬氏體不銹鋼粉末化學成分如表2所示,粉末的粒徑分布為53~180 μm。
基材的金相組織如圖1a 為回火索氏體,基材的拉伸應力應變曲線如圖1b 所示,基材平均抗拉強度為1104 MPa。
堆焊設備為上海多木實業(yè)有限公司生產的DMLV03BD 型號的等離子焊機,機器人為YASKAWA 公司生產的六軸機器人,堆焊中的等離子氣、送粉器和保護氣均采用高純氬氣,堆焊維弧電流為20 A,基值電流為40 A,堆焊采用直流電流,電流爬升時間為0.1 s,電流下降時間為0.5 s,等離子氣流速、送粉氣和保護氣流速分別設置為1.5,3.5,12 L/min。堆焊前用丙酮進行清洗,堆焊時使焊槍噴嘴至基板距離10 mm,焊槍行走位移為70 mm。

表1 35SiMn 鋼化學成分Tab.1 Chemical composition of steel 35SiMn
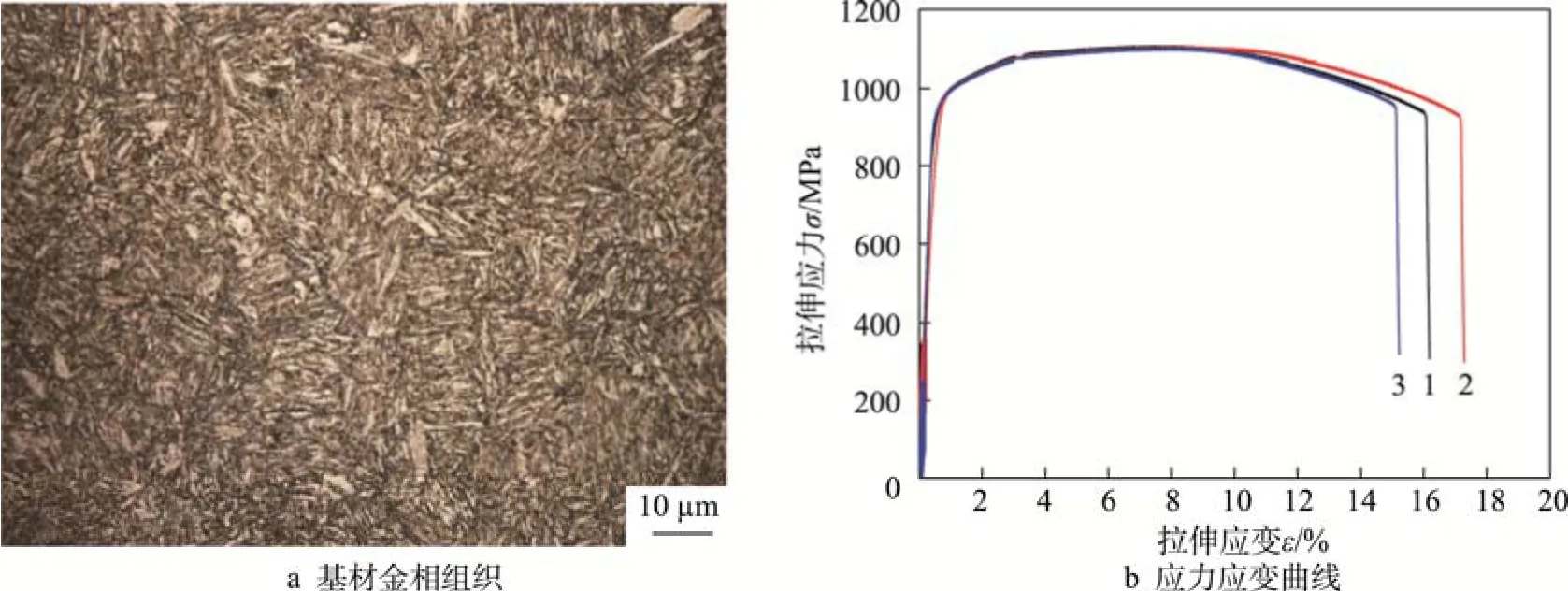
圖1 35SiMn 基材組織及性能Fig.1 Structure and properties of 35SiMn substrate
為觀察金相組織形態(tài),沿垂直于熱源行走方向切取厚度為15 mm 的金相試樣,對金相試樣進行拋光腐蝕,腐蝕劑采用體積分數為4%的硝酸酒精溶液。利用XRD-7000SSHIMADZU 型號的X 射線衍射儀分析堆焊層的物相組成。發(fā)射源為 Cu Kα,波長λ=633 nm,以激發(fā)源為633 nm 的Horiba HR800 分光計,掃描速度為8.366 (°)/min。
拉伸試驗使用INSTRON 1195 電子拉伸試驗機,拉伸試樣的尺寸如圖 2 所示,顯微硬度測試使用HXD-1000TMC 型號的數字顯微維氏硬度計,硬度測試選擇加載載荷為500 g,載荷保持時間為15 s。

表2 高硬度馬氏體粉末化學成分Tab.2 Chemical composition of high hardness martensite powder
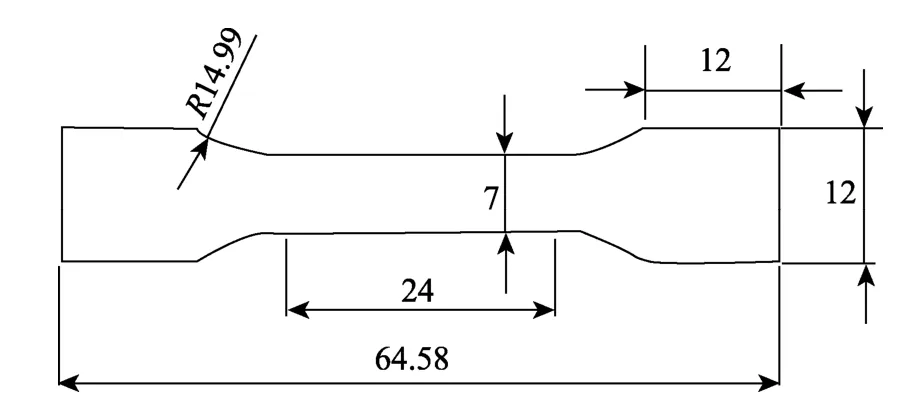
圖2 拉伸試樣尺寸Fig.2 Tensile specimen size
多道多層堆焊的過程需要先在二維平面內進行多道單層的沉積,然后逐層向上疊加,二維的沉積需要選擇合適的搭接率保證表面的平整,如圖3 所示,在完成一層的沉積后,需要抬升焊槍噴嘴使下次沉積時噴嘴與沉積層表面距離保持恒定,焊槍噴嘴抬升的距離為沉積層的高度。多道多層堆焊的研究采用的工藝參數為I=130 A、移動速度v=20 cm/min、送粉速率G=20 r/min,搭接率選用40%。

圖3 堆焊路徑示意圖Fig.3 Schematic diagram of surfacing welding path
2 試驗結果
2.1 馬氏體不銹鋼堆焊層組織分析
如圖4 為多道多層xoz面的宏觀照片,對每道沉積按照m-n的形式進行編號,m代表層數,從下往上編號,n代表每層內的道次,從右往左編號。從宏觀照片中可以發(fā)現2-1 和2-2 之間、3-1 和3-2 之間、4-1和4-2 之間以及1-2,2-2,3-2,4-2 之間的界面附近有比較寬的條帶,而2-2 和3-1 之間、3-2 和4-1 之間、4-2 和5-1 之間界面的條帶比較窄。兩種帶的微觀組織如圖5 所示,條帶是沉積時堆焊區(qū)域中的熱影響區(qū),在進行某一道沉積時緊貼該道的已凝固區(qū)域溫度升高,在冷卻時生成析出相。
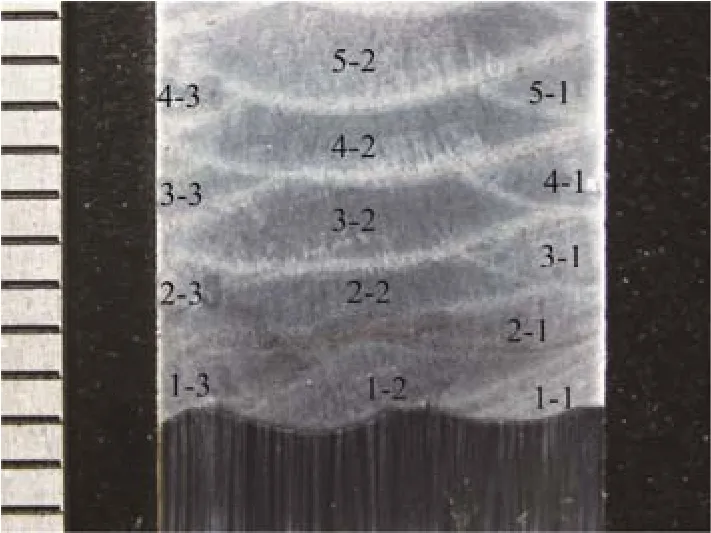
圖4 多層多道金相及不同層和道的編號Fig.4 Multilayer multichannel metallography with different layers and channel numbers
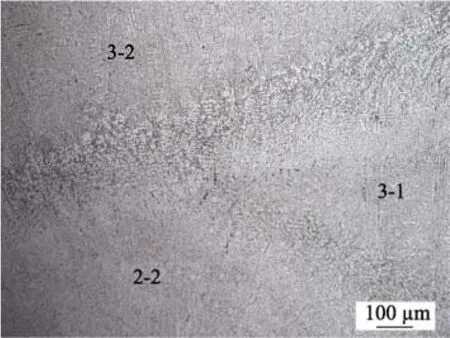
圖5 受熱影響形成的不同粗細的條帶Fig.5 Bands of varying thickness formed by heat
圖6 為堆焊層的金相組織照片,堆焊層中保留了較多的高溫凝固時的柱狀樹枝晶形態(tài),圖6a 中b,c,d,e 標注了焊道的4 個區(qū)域,圖6b—6e 為4 個區(qū)域放大的組織照片。圖6b 為焊道底部組織,在晶粒的內部析出和晶粒輪廓形狀相同的黑色圓圈狀的析出物。圖6c 為焊道中部,在樹枝晶主干內的黑色析出物為沿著樹干的線條,這主要與焊道內部焊接過程中散熱方向及速度有關,該區(qū)域散熱較慢,有粗大的樹枝晶且晶粒內部有黑色線狀析出相分布。圖6d 為焊道較上部的組織,從圖6a 可以看到該區(qū)域顏色較其他區(qū)域更白,晶內無黑色析出物,分析其原因可能與該區(qū)域有較大的過冷度,出現過飽和固溶體馬氏體相。圖6e 為焊道交接的熱影響區(qū)域,受到再熱的影響,晶粒內出現大量黑色析出物,為過飽和馬氏體組織的析出相。
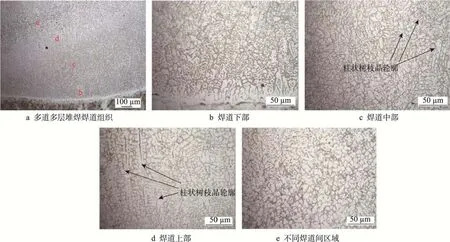
圖6 焊道1-1 不同區(qū)域組織形貌Fig.6 Microstructure of different regions of weld pass 1-1
圖7 為堆焊層XRD 檢測結果,結果表明堆焊層主要由α-(Fe,Cr)組成。為Cr 在Fe 中固溶形成的置換固溶體。

圖7 堆焊層XRD 測試結果Fig.7 Results of XRD test for surfacing welding layer
2.2 熱影響區(qū)組織分析
在多道多層的堆焊中由于多次的加熱冷卻使熱影響區(qū)的組織也變得比較復雜,把觀察到的熱影響區(qū)分為了完全淬火區(qū)、不完全淬火區(qū)和未發(fā)生奧氏體化的過回火區(qū)。
完全淬火區(qū)內,晶粒尺寸隨著與堆焊層距離的增大而減小,圖8 為完全淬火區(qū)兩個不同位置的組織形貌,圖8a 為靠近堆焊層的區(qū)域,晶粒粗大,圖8b 為遠離堆焊層的區(qū)域,在堆焊加熱時,完全淬火區(qū)的組織完全奧氏體化,靠近堆焊層的組織由于溫度過高,奧氏體粗化嚴重,在快速冷卻過程中形成了粗大的馬氏體,離堆焊層較遠區(qū)域奧氏體粗化不明顯,在后續(xù)堆焊過程中,完全淬火區(qū)發(fā)生不完全奧氏體化,冷卻速度較慢保留了較多的殘余奧氏體。堆焊層在之后的加熱中發(fā)生回火生成了粗大的回火索氏體和珠光體。
圖9 為不完全淬火區(qū)和過回火區(qū)的組織形貌,圖9a 為不完全淬火區(qū),在堆焊加熱時未完全奧氏體化,保留了一部分的碳化物和鐵素體,限制了奧氏體晶粒長大,冷卻時不完全淬火,組織為馬氏體、殘余奧氏體及未轉變的鐵素體和碳化物,在后續(xù)堆焊加熱中,馬氏體發(fā)生回火,鐵素體和碳化物有球化趨勢,Si元素抑制了碳化物的長大,碳化物顆粒較小,在該區(qū)域隨著與堆焊層距離增大,晶粒越大,且尺寸越不均勻,該區(qū)域組織主要為有球化傾向的珠光體和殘余奧氏體。圖9b 為過回火的區(qū)域,基材中原本的回火索氏體組織進一步回火長大,隨著與堆焊層距離越近回火程度越高。
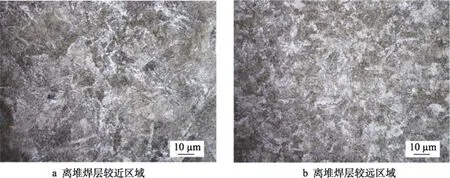
圖8 完全淬火區(qū)微觀組織Fig.8 Microstructure of completely quenched zone
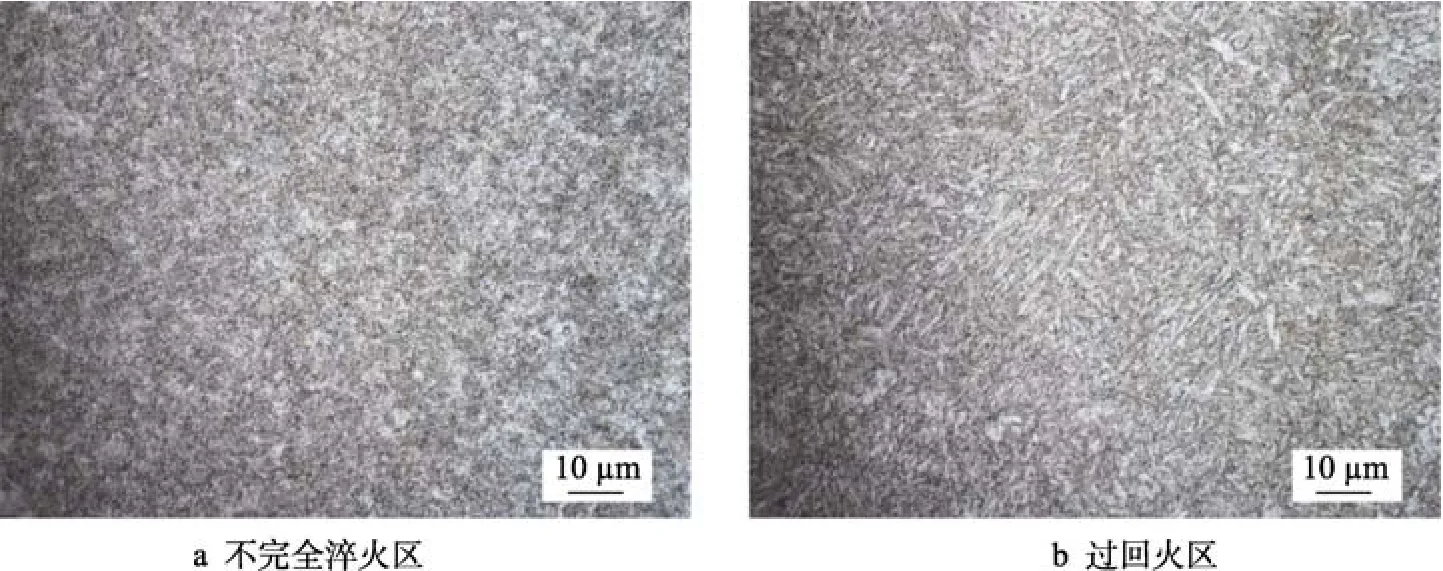
圖9 熱影響區(qū)不完全淬火區(qū)和過回火區(qū)Fig.9 Incomplete quenching zone and over-return zone of heat-affected zone
2.3 堆焊層/基材界面處元素分布
圖10 為多道多層堆焊件界面附近的元素變化,圖10a 指出了線掃的位置,左邊為堆焊區(qū)域,右邊為基材,圖10b—10d 分別表示了Fe 元素、Cr 元素和Ni 元素在界面處元素含量,可以發(fā)現有明顯的梯度變化,界面處為0 mm。在界面處的過渡區(qū)域從熱影響區(qū)到堆焊層Fe 元素含量下降,Cr 元素含量上升,Ni 元素含量上升,過渡區(qū)域是先凝固的平面晶帶,元素的梯度變化是由凝固過程中沿固相線析出成分造成的微觀偏析。多道多層堆焊中元素含量梯度變化的平面晶帶過渡區(qū)域比單道堆焊的平面晶帶要寬,其主要原因是第一層多道的連續(xù)堆焊熱輸入大,更有利于平面晶的生長。

圖10 多道多層堆焊界面線掃元素成分變化結果Fig.10 The results of element composition changes of multi-channel and multi-layer surfacing welding interface line scanning
2.4 堆焊件力學性能研究
在xoz面的金相上以界面位置為0 mm,沿著堆焊沉積方向向上(z+)和向下(z?)進行硬度測試,一共測試了兩條線,第一條線的位置在連續(xù)兩條焊道的搭接重熔區(qū)位置,第二條線的位置在焊道中間未搭接重熔的部分,兩條曲線間隔2.7 mm,硬度結果如圖11 所示。隨著至界面距離增大堆焊層的顯微硬度先表現出減小的趨勢隨后基本在HV0.5500~HV0.5600間波動,并且有隨著層高呈現周期性的趨勢。由于單道單層的熔化區(qū)域和部分基體元素混合,碳含量提高,且多次的加熱冷卻使堆焊層中析出了碳化物和硼化物,降低了固溶合金元素含量,因此和單道單層熔化區(qū)相比,硬度有一定程度下降。在熱影響區(qū)隨著至界面距離的增大,硬度先升高再降低后又升高,最低降至HV240,熱影響區(qū)硬度小于母材硬度,在多道多層的堆焊中,基材熱影響區(qū)受到反復加熱冷卻的熱處理過程,進而出現了軟化現象。在熱影響區(qū)隨著距離增大,硬度先升高的區(qū)域為完全淬火區(qū),隨后又經過多次回火、多次加熱使該區(qū)域形成了較粗大的回火索氏體、珠光體和較多的殘余奧氏體,硬度降至低于母材,距離越近組織越粗大且固溶碳含量減少。在不完全淬火區(qū),隨著距離的增大,組織愈加不均勻,尺寸越大、硬度降低。
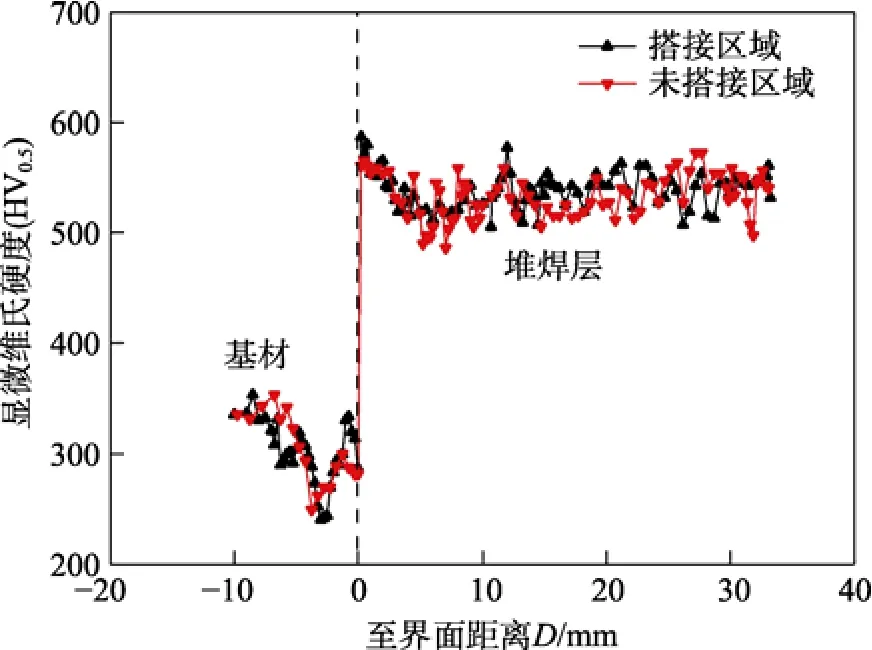
圖11 堆焊件顯微硬度結果Fig.11 Microhardness results of surfacing welding parts
在xoy面的金相上沿著垂直于行走方向的直線進行硬度測試,一共測量了11 個點,每兩個點間隔為0.5 mm,硬度結果的平均值為HV0.5534。
豎直方向拉伸試樣斷裂后的宏觀照片如圖12 所示,豎直方向的拉伸試樣斷裂位置都在熱影響區(qū),斷口有明顯的頸縮現象,呈杯錐狀斷口,為韌性斷裂的特點。拉伸試驗結果顯示試樣的平均抗拉強度為960 MPa。根據斷后的試樣尺寸推測斷裂位置在熱影響區(qū)硬度最低的位置,堆焊件的抗拉強度可達基材的87%。

圖12 堆焊件拉伸斷裂試樣Fig.12 Tensile fracture specimen of surfacing welding parts
3 結論
1)在等離子弧電流130 A、移動速度20 cm/min、送粉速率20 r/min,搭接率選用40%的堆焊工藝下,沉積層主要由α-(Fe,Cr)相組成,晶粒內部為馬氏體相。
2)堆焊層的顯微硬度在HV0.5500~HV0.5600 之間波動,熱影響區(qū)的硬度隨距離界面越遠而先增大后降低又增大,其中最低硬度值為HV0.5241。
3)堆焊接頭拉伸試樣斷裂位置在熱影響區(qū),堆焊過程中發(fā)生了熱影響區(qū)的軟化現象。
4)堆焊件的抗拉強度為960 MPa,堆焊件的抗拉強度可達基材的87%。
猜你喜歡
今日農業(yè)(2021年9期)2021-11-26 07:41:24
發(fā)明與創(chuàng)新·小學生(2021年3期)2021-03-25 11:48:49
當代陜西(2020年13期)2020-08-24 08:22:02
制造技術與機床(2017年5期)2018-01-19 02:49:17
金秋(2017年4期)2017-06-07 08:22:16
中國材料進展(2016年10期)2016-12-26 06:50:20
濰坊學院學報(2016年2期)2016-12-01 13:00:11
中國科技博覽(2016年2期)2016-04-25 20:32:39
小學生導刊(2016年34期)2016-04-11 00:49:44
新聞傳播(2015年11期)2015-07-18 11:15:04
