外嚙合齒輪3D食品打印擠出機構的制作與調試
2020-02-29 10:39:57覃家金寧雪梅
科技創新與應用 2020年7期
覃家金 寧雪梅
摘? 要:文章設計了一種外嚙合齒輪3D食品打印擠出機構,展示了外嚙合齒輪擠出機構的結構,描述了外嚙合齒輪擠出機構主要組件的設計過程,闡述了外嚙合齒輪擠出機構組裝與調試過程。
關鍵詞:3D食品打印;外嚙合齒輪;擠出機構;組裝與調試
中圖分類號:TH122 文獻標識碼: 文章編號:2095-2945(2020)07-0020-03
Abstract: In this paper, a 3D food printing and extrusion mechanism of external meshing gear is designed, the structure of external meshing gear extrusion mechanism is shown, and the design process of main components of external meshing gear extrusion mechanism is described. The assembly and debugging process of external meshing gear extrusion mechanism are described.
Keywords: 3D food printing; external meshing gear; extrusion mechanism; assembly and debugging
3D食品打印技術是在3D打印技術的基礎上發展的一種快速食品制造技術[1]。自2011年英國開發出世界首臺3D巧克力打印機以來[2],很多研究機構相繼研發了各式各樣的3D食品打印機,如2015年我國浙江大學研發了活塞式3D食品打印筆[3],2016年我國廣西大學研發了對稱嚙合雙螺桿式3D食品打印機[4]。食品打印機樣式主要包括活塞擠出式、螺桿擠出式、柱塞擠出式和齒輪擠出式等。本文設計了一種外嚙合齒輪擠出機構,下面將介紹外嚙合齒輪擠出機構的設計制作及組裝調試過程。
1 外嚙合齒輪擠出機構結構
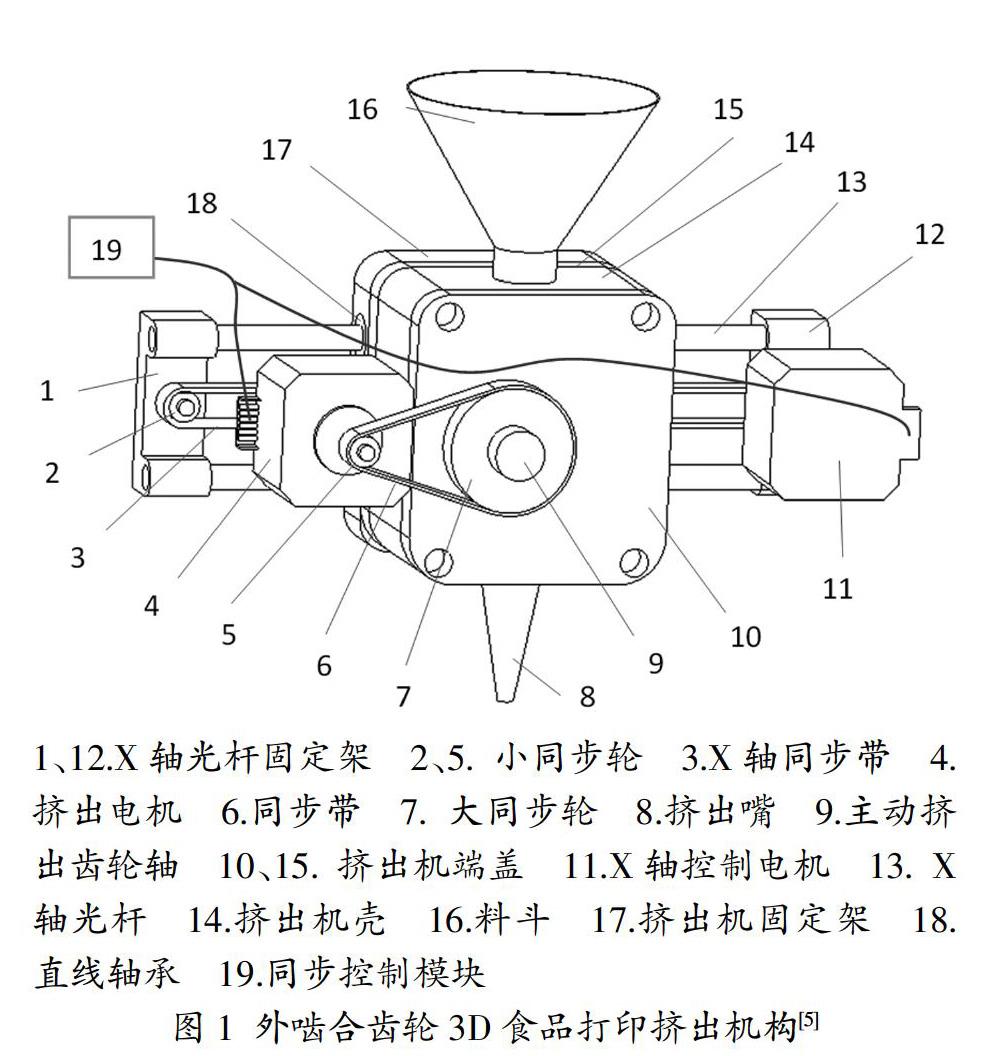
外嚙合齒輪擠出機構(見圖1),主要由同步打印控制模塊、機械傳動模塊、擠出模塊等組成。同步打印控制模塊主要由XYZ三軸打印控制板和步進電機等組成,機械傳動模塊主要由擠出電機、同步帶、同步輪等組成,擠出模塊主要由外嚙合齒輪組、擠出嘴和料斗等組成。
2 擠出機構各組件的設計
外嚙合齒輪擠出機構設計內容包括擠出電機選擇、機械傳動部件的設計、外嚙合擠出齒輪組件。
2.1 擠出電機選擇
電機一般分為普通電機和步進電機。普通電機僅作為一般的電力拖動,步進電機用于精度控制。3D打印的基本要求是擠出量要可控,必須實現精確控制,因此這種場合非步進電機莫屬。步進電機的類型主要有混合式、永磁式和反應式三種。混合式綜合了永磁式和反應式的輸出力矩大和步距角小兩大優點,且性價比最高,最受市場歡迎。因此,擠出設備中XYZ三軸控制電機和擠出噴頭控制電機都采用混合式步進電機。機構采用兩相四線制步進電機,其型號為17HD34008-22B。
2.2 機械傳動設計
擠出機構的功率要求不高,步進電機力矩較小且要實現同步控制,需采用放大扭矩方式和同步帶動方式,才能精確控制和帶動主動擠出齒輪。機械傳動聯動方式是由擠出步進電機帶動小同步帶輪,小同步帶輪通過同步帶聯接方式帶動大同步帶輪,大同步帶輪與主動擠出齒輪聯接,從而實現定量擠出功能。本設備采用同步帶型號為 T5-190,其節線長度190mm、寬10mm、齒數38;小同步帶輪型號為T5-10,齒兩面平、槽寬11 mm、內孔直徑5 mm;大同步帶輪型號為T5-24,齒兩面平、槽寬11mm、內孔直徑16mm。
2.3 外嚙合擠出齒輪組件
外嚙合擠出齒輪組件包括主動擠出齒輪和從動擠出齒輪,主動擠出齒輪有伸出軸與大同步輪聯接。擠出齒輪組件采用CBN-F304左轉平鍵型齒輪泵改造而成,齒輪泵長寬116 mm *86 mm,平鍵軸為16 mm,齒輪泵油口有法蘭連接與螺紋連接,理論壓力為20MPa,公稱排量4ml/r,容積效率達90%。齒輪泵兩端蓋與機殼間有橡膠密封圈,由于端蓋與兩擠出齒輪側面有較大摩擦力,為了讓齒輪運轉更順暢,應適當加大齒輪側面與端蓋間的間隙,調整方式是適當松開兩端蓋間的聯接緊固螺釘。
3 外嚙合齒輪擠出機構的組裝與調試過程
外嚙合齒輪擠出機構的組裝與調試過程:首先,組裝外嚙合齒輪3D食品打印機實驗控制平臺;其次,使用Ard
uino-IDE軟件編輯固件并上傳至Ramps1.4主控板;最后,使用Repetier-Host軟件連接Ramps1.4主控板并打印測試。具體組裝調試過程詳細描述如下:
3.1 打印平臺組裝
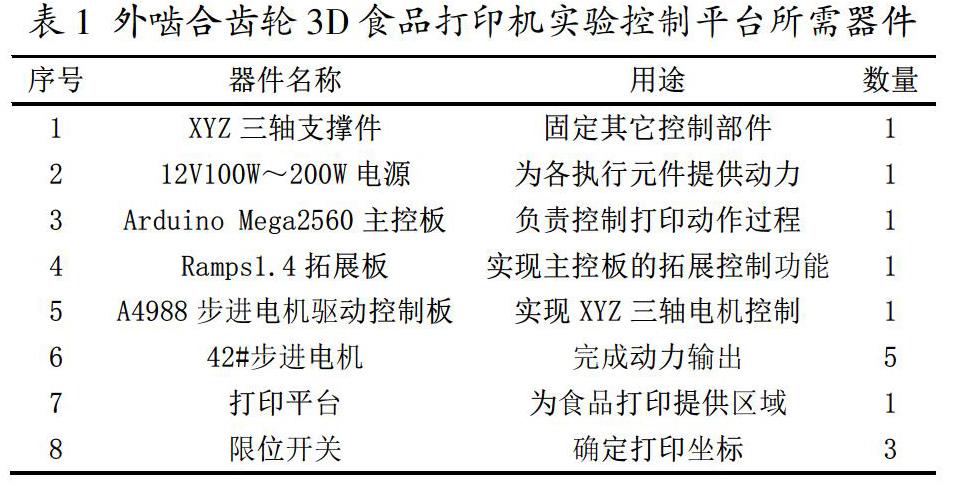
3.1.1 所需模塊與器件(見表1)
3.1.2 組裝過程
第1步:主體框架結構的組裝。主體結構由亞克力板制作,硬度不是很高。在緊固螺釘的時候,注意內六角扳手力度,防止支架由于用力過猛,出現爆裂現象。安裝時特別注意支架間的垂直度和水平度,以免影響打印質量。
第2步:XYZ三軸電機的組裝。XYZ三軸電機控制線的聯接順序一定要正確,否則出現電機不動或反轉現象。電機不動的原因是四線制的電機四根線不按順序聯接,內部兩組線圈出現了兩個相反磁場,導致電機不動;電機反轉現象不是問題,可以通過調換聯接線的相序解決。X軸和Y軸的運動控制分別由一臺步進電機完成,Z軸控制是由兩個步進電機串聯而成完成控制的。
第3步:擠出噴頭的組裝。外嚙合齒輪3D食品打印機噴頭由擠出電機和齒輪擠出部件組成。齒輪擠出部件的前后端蓋夾緊要適當,其內置有密封圈,緊固螺釘聯接前后端蓋并鎖緊,若螺釘力度過大,前后端蓋會對內部齒輪產生較大摩擦,將導致齒輪運行困難,無法進行打印,間接導致控制板溫度上高,可能燒毀電路板。擠出電機與主動齒輪間通過同步帶聯接,松緊度不好調整,可以采用預加墊片,再鎖緊緊固螺釘。
第4步:各元器件的電氣線路聯接。Ramps1.4拓展板與三個限位開關連接時,限位參數端應選擇最小位置端,因打印坐標以原點開始。Ramps1.4拓展板與A4988步進電機驅動控制板連接時,特別注意管腳聯接順序,接反易造成燒毀,操作時應在脫電狀態下進行。A4988步進電機在調試運行過程中,可能會碰到動力不足、電機噪聲過大、發熱過量等問題,可調整驅動控制板上的微調電位計來解決。溫度檢測管腳端無需將溫度探頭連上,若機器報錯,可以通過設置固件中的參數來解決。Ramps1.4拓展板與步進電機連線時,注意接線相序,防止接反;若接反,可通過修改Repetier-Host軟件控制參數來解決。
3.2 編輯固件參數
3D打印設備組裝完成后,需要調整打印軟件的參數來實現優化結果。需調整的固件參數包括:擠出頭數量、溫度控制、擠出速度等。本打印設備只需一個噴頭,所以需要修改對應控制軟件的參數。參數調整方法:使用Arduino-IDE打開Marlin.ino文件,將Configuration.h中的“#define MOTHERBOARD 某數字”修改成“#define MOTHERBOARD 33”。若改成雙噴頭打印,“#define MOTHERBOARD 某數字”修改成“#define MOTHERBOARD 34”。系統默認的打印溫度一般是0-80攝氏度,低于0攝氏度或超出80攝氏度,打印機會停止工作,本設備無需溫度控制,地域常溫25攝氏度左右,為了保證打印設備能時刻正常工作,特意將最低溫度設定為0攝氏度,意味著只要超過0攝氏度,打印設備即可正常起動。
3.3 設計3D打印模型
本實驗中以木薯粉為原料,考慮到打印食材的特性、擠出噴頭直徑和打印效果,應以單層打印為佳,所以在設計Pro/e模型時,層高不能太高,以免物料受重力影響發生坍塌,塑料材料不用考慮這種問題。Pro/e模型圖案制作完成后,應將其轉換成打印軟件識別的通用STL格式。
3.4 設置CuraEngine打印參數
將STL格式的打印模型導入Repetier-Host V1.6.0軟件,設置切片軟件CuraEngine的打印參數。CuraEngine的打印參數:層號(1mm)、層高(1mm)、材料直徑(1mm)、缺省質量(0.2mm)。
3.5 制作打印材料
按體積比例制作實驗材料:水(2)、木薯粉(1)、玉米粉(1)。加熱食材溫度至70-80攝氏度,保證食材均勻,黏度適中,并將制作好的食料加至加料斗中。
3.6 編輯3D打印代碼
溫度是控制的重要參數,由于實驗過程不需要溫度加熱控制,因此編輯切片軟件CuraEngine中3D打印代碼(gcode),注釋溫度檢測命令行,并刪除“M104 T0 S0”和“M109 T0 S0” 兩行代碼,完成重啟并開始測試打印。
4 結束語
本文設計了一種外嚙合齒輪擠出機構,為了讓大家更好理解該設備的設計和制作過程,本文簡單介紹了外嚙合齒輪擠出機構的結構,詳細描述了外嚙合齒輪擠出機構中主要組件的設計過程,詳細闡述了外嚙合齒輪擠出機構組裝與調試過程,希望本文能為大家提供一些打印擠出機構方面的設計思路。
參考文獻:
[1]陳妮.3D打印技術在食品行業的研究應用和發展前景[J].農產品加工(學刊),2014(16):57-60.
[2]潛彬思.打印機打造個性化三維立體巧克力[J].世界科學,2011(11):53-53.
[3]王金磊,王曉軍,任衍濤.一種基于活塞連續工作原理的3D食品打印筆[J].食品與機械,2015(5):136-138.
[4]覃家金,林志.對稱嚙合雙螺桿式3D食品擠出機構的設計[J].裝備制造技術,2018(10):48-50+84.
[5]覃家金,寧雪梅.外嚙合齒輪3D食品打印機擠出機構的設計[J].裝備制造技術,2019(09):101-103.
猜你喜歡
現代裝飾(2020年7期)2020-07-27 01:27:42
流行色(2020年1期)2020-04-28 11:16:38
藝術啟蒙(2018年7期)2018-08-23 09:14:18
電子制作(2018年12期)2018-08-01 00:47:44
海峽姐妹(2017年7期)2017-07-31 19:08:17
Coco薇(2017年5期)2017-06-05 08:53:16
中國核電(2017年1期)2017-05-17 06:10:11
電子制作(2017年19期)2017-02-02 07:08:38
當代化工研究(2016年6期)2016-03-20 16:21:46
中國房地產業(2016年2期)2016-03-01 01:25:18