燒結機主要故障分析與改進
2020-03-02 01:16:20薛林濤
科技創新導報 2020年24期
薛林濤
摘? 要:燒結是鋼鐵冶煉的重要生產工藝。各種類型的工業含鐵廢物,包括鐵煙灰、泥漿和爐渣,可以通過燒結再循環和再利用,充分回收了黑色金屬,提高了資源的利用率。燒結機是燒結生產過程的主要設備,其能否正常運行直接影響整個生產過程的穩定性。目前寶武集團新疆八一鋼鐵公司燒結分廠三個系列燒結機臺車故障較頻繁,嚴重影響生產節奏,增加燒結礦成本及維修成本。針對三個系列燒結機故障頻繁,急需經過管理及業務診斷對發生故障的原因進行分析,并采取相應的改善措施。
關鍵詞:燒結機? 運行故障? 故障原因? 改進措施
中圖分類號:TF046.4? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2020)08(c)-0071-03
Abstract: Sintering is an important production process of iron and steel smelting. Various types of industrial iron containing wastes, including iron fume, mud and slag, can be recycled and reused through sintering, which can fully recover ferrous metals and improve the utilization rate of resources. Sintering machine is the main equipment in sintering production process, and its normal operation directly affects the stability of the whole production process. At present, the breakdown of three series sintering machine trolley in sintering branch of Bayi Iron and Steel Company of Baowu group is frequent, which seriously affects the production rhythm and increases the cost of sinter and maintenance. In view of the frequent faults of the three series sintering machines, it is urgent to analyze the causes of the faults through management and business diagnosis, and take corresponding improvement measures.
Key Words: Sintering machine; Operation fault; Fault reason; Improvement measures
伴隨著冶金行業的發展和冶金行業的機械裝備精密化、自動化的發展趨勢,大型機械產品的結構日益復雜,性能參數越來越高,工作環境越來越嚴峻,故障率降低的問題越來越突出。目前寶武集團新疆八一鋼鐵公司燒結分廠三個系列燒結機臺車故障較頻繁,尤其是430m2燒結機,2017年1~8月臺車下線次數分別為:16、13、12、14、20、13、12、14;2018年4~6月份分別下線次數分別為23、14、35。針對三個系列燒結機故障頻繁,導致臺車大量下線,我單位設備維修管理團隊針對故障的原因進行分析,并采取相應的改善措施,大大降低了設備故障率,達到促進生產順行,降低維護成本,提高生產效率的目的。
1? 燒結機主要運行故障
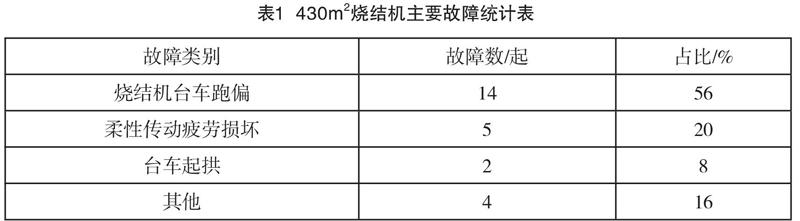
430m2燒結機自2015年以來,出現了許多故障。對近5年來燒結機歷次發生的故障進行統計分析,其中2016年2月—2018年11月所涉及的430m2燒結機主要故障統計如表1所示。
通過上表中燒結機的主要故障統計明細可以看出,在25個設備故障中,由燒結機臺車跑偏引起故障14個,占總故障的56%;其次由于柔性傳動疲勞損壞造成的連桿斷裂等故障高達5起,占總故障的20%;其他6起故障主要由于人為操作等原因造成。
2? 燒結機故障分析改進
2.1 臺車跑偏原因及改進
臺車跑偏是燒結機投入生產后,臺車在上軌道正常運行,當進入尾部曲線并向曲線出口方向發生偏差現象。這將導致大量臺車車輪損壞并脫落。臺車常見現場故障原因有:(1)由于軸承隔環無潤滑油孔,加油不暢,導致軸承缺油損壞;(2)設備裝配過程中,由于軸磨損,未能達到過盈配合,造成軸承運行中跑內圈;(3)臺車固定滑道磨損較嚴重,同時軌道梁連接螺栓松動,臺車兩邊受熱程度不一樣;(4)機尾星輪齒板工作面接觸不良,臺車進入機尾彎道后受到較大的強制力使得臺車跑偏;(5)臺車輪故障。
根據燒結機臺車跑偏改進措施:(1)通過調整機尾配重、機尾移動架、燒結機尾部星輪軸承座等手段進行調偏;(2)割除溜槽,割除臺車輪沿,取出臺車輪,焊接溜槽,然后更換臺車;(3)將臺車輪軸承隔環開油孔;(4)持續跟蹤臺車跑偏情況,及時調整軌道,將變形的軌道梁復位;(5)嚴格按照設備維修技術標準安裝臺車輪,日常集中點檢燒結機臺車,日常和定修更換隱患臺車。
2.2 柔性傳動疲勞損壞原因及改進
柔性傳動疲勞損壞原因主要有:(1)燒結機柔性傳動長時間繞軸左右擺動使柔性傳動拉壓桿出現疲勞破壞;(2)齒板磨損嚴重,齒板與滾輪之間的回復力發生周期性變化。隨著外部負載周期性變化,燒結機的剛性驅動周期性地振蕩;(3)燒結機尾重錘左右不平衡造成燒結臺車向南側跑偏,尾部星輪齒板頂臺車輪沿;(4)燒結機臺車輪安裝配合間隙過大造成臺車輪運行受熱軸承與軸配合發生變化造成軸承跑內圓軸損壞,車輪出現歪斜在尾部星輪上下滑道之間容易重摩擦;(5)柔傳二級減速機主軸變形,柔傳內部懸掛軸承因電流不穩定導致損壞;(6)燒結機機速未按工藝設計要求進行工作;(7)電機與減速機間聯軸器間隙過小,運行過程中所產生的軸向力作用電機前端軸承。
柔性傳動疲勞損壞改進措施:(1)對調更換柔性傳動東西兩側拉壓桿;(2)更換燒結機前后星輪齒板;(3)將熱繼跳機上線設置為延時,躲避瞬間高電流;(4)更換電機;(5)修改柔傳裝置維修技術標準,確保電機與減速機聯軸器間隙在3~5mm;(6)修改電機潤滑標準,柔傳電機軸承每6個月加油潤滑一次。
2.3 臺車起拱原因及改進
當臺車進入尾部返回路徑,從尾星輪脫離,臺車的后輪被抬起,且臺車移動到頭部過程中多個臺車形成鋸齒形狀,這種現象在操作過程中稱為拱形車。由尾星輪產生的總扭矩被轉換成大大超過下列車正常操作所需的推力,這是推車拱起的主要原因。
臺車起拱改進措施有:(1)在尾部星輪處設置一套阻力矩裝置,以消除過剩力矩;(2)適當減少配重重量,以達到減少下臺車列的推力值;(3)采用彎道彈性壓軌裝置。
2.4 臺車車輪故障原因及改進
經過對臺車車輪故障類型分析發現車輪卡阻故障約占89%,是車輪故障發生的主要原因。對卡阻故障車輪解體檢查,軸承保持架斷裂、滾珠磨損等是造成卡阻的主要問題。從解體的損壞軸承的表面觀察,軸承體發藍現象明顯,屬缺潤滑特點,因此,軸承潤滑不良是造成軸承損壞的主因。
臺車車輪故障改進措施:(1)對現有軸承隔環進行修整,在軸承隔環徑向上開多個油槽,保障潤滑油能夠順暢進入軸承室;(2)選用隔環有油孔型式的標準軸承備件,消除隔環原因造成的潤滑不良缺陷;(3)進一步規范臺車修配技術標準、驗收標準及施工記錄;(4)改善加油方式,對在線加油時判斷出的故障臺車,利用檢修進行替換或集中補油;(5)治理燒結機跑偏,減小臺車軸承軸向力。
3? 結語
針對2016—2019年燒結機在運行過程中出現的系列故障問題,進行了相應整改和故障排除后,經過近三年實際生產檢驗,燒結機臺車故障導致的停機比率由2017年的67%下降到了2019年的23%,明顯降低;對應的設備正常作業的比率持續升高至91.5%,其正常作業效率提高了8%;與此同時,更換臺車的數量也顯著下降,使得2019年較2017年因臺車故障降低節約的備件及人工成本約35.1萬元。進一步驗證了相應的改進措施產生了較好的節本增效效果。
參考文獻
[1] 陳鋒利.基于燒結設備維護管理工作的探討[J].數字化用戶,2018(24):208.
[2] 豆軍海.淺析鋼鐵燒結機械設備故障診斷及處理措施[J].大科技,2016(33):231.
[3] 李國權,王勤福,李圭文.燒結機臺車起拱原因分析及處理[J].燒結球團,2019(4):27-30.
[4] 劉勇贠,汝平,黃東生,等.燒結機臺車在線更換裝置的應用[J].燒結球團,2019(1):24-27.
[5] 曹勝華,袁平剛,隋孝利,等.承德鋼鐵360m~2燒結機“跑偏”原因分析及治理措施[J].燒結球團,2019(1):28-31.
[6] 阜新,郭增才.鋼鐵焦化廠布袋除塵電氣控制系統研究[D].阜新:遼寧工程技術大學,2019.
[7] 孫超勇.基于MDD的高爐冶煉系統可靠性評價理論與方法研究[D].馬鞍山:安徽工業大學,2019.
猜你喜歡
山東工業技術(2016年24期)2017-01-12 19:48:00
中國高新技術企業(2016年33期)2016-12-27 19:26:12
科學與財富(2016年15期)2016-11-24 13:57:46
農機使用與維修(2016年10期)2016-11-10 09:40:20
農機使用與維修(2016年10期)2016-11-10 09:30:08
中國科技博覽(2016年19期)2016-10-19 13:09:38
中國市場(2016年36期)2016-10-19 04:28:06
商場現代化(2016年22期)2016-10-18 19:22:23
科學與財富(2016年28期)2016-10-14 20:50:37
科學與財富(2016年28期)2016-10-14 18:55:21