塑料行業(yè)儲料罐和混色機的升級改造
2020-03-03 13:10:34吳社彬
設(shè)備管理與維修 2020年4期
吳社彬
(廣州百特醫(yī)療用品有限公司,廣東廣州 510730)
0 引言
塑料生產(chǎn)廠家為保證同一批次塑料粒的顏色均勻,需要對生產(chǎn)出來的同一批次塑料粒集中起來進行攪拌混合減少色差,這個工序叫混色。廣州百特醫(yī)療用品有限公司2009 年前線上的儲料罐和混色機都是分隔兩地安裝的,生產(chǎn)線上由振動上料器振動上來的塑料,經(jīng)儲料罐收集后再打包,然后運輸?shù)疆惖氐幕焐珯C進行混色,經(jīng)拆包、投料、混色后,再稱重,打包才能出貨。隨著生產(chǎn)成本的不斷升高,廠家需要科技創(chuàng)新,簡化工序,降低成本,提高產(chǎn)品競爭力。
現(xiàn)采用真空吸料機上料,將混色機的功能融入到儲料罐里來實現(xiàn)在線上混色,化簡了異地混色時多出來的打包、運輸、拆包、投料的工序。
1 儲料罐和混色機
儲料罐即儲存物料的容器,用作儲存振動上料器送上來物料。放料時通過定時器控制電磁閥打開的時間,從而控制氣動閥打開放料。
混色機的工作原理:利用螺桿的快速旋轉(zhuǎn)將原料從桶體底部由中心提升至頂端,再以傘狀飛拋散落,回至底部,這樣原料在桶內(nèi)上下翻滾攪拌,短時間內(nèi)即可將大量原料均勻的混合完畢,通過定時器控制螺桿的攪拌時間。攪拌完成后,通過定時器控制電磁閥的打開時間,從而控制氣動閥打開放料。
2 儲料罐和混色機的升級改造
2.1 改造前準備
根據(jù)改造設(shè)想,改造分為兩大部分。第一部分為機械部分改造,即振動上料器改為真空吸料機,增大儲料罐的容積,安裝了一條大螺桿,使用兩臺減速電機,一臺自轉(zhuǎn)和一臺公轉(zhuǎn)運行來拖動大螺桿旋轉(zhuǎn),將原料從桶體底部由中心提升至頂端,再以傘狀飛拋散落,回至底部進行混色。第二部分為電氣控制元件的升級改造,即把純繼電器電路改造為用PLC 和觸摸屏控制電路。電子稱重儀表反饋傳感器的信號給PLC,PLC 與觸摸屏通訊,通過觸摸屏設(shè)置和監(jiān)控在線混色機的運行參數(shù)。
根據(jù)在線混色機的控制要求、電氣器件的穩(wěn)定性,選擇了西門子的S7-200 系列的CPU224XP CN 的PLC-1 臺,西門子觸摸屏6AV6643-0CD01-0AX1 人機界面MP277-10-1 臺,稱重傳感器選擇寧波柯力BTB-3T-4 個,電子稱重儀表選擇寧波柯力XK3101-1 臺。
2.2 機械改造
機械改造方面,為了增大儲料罐的容積,安裝了一條大螺桿,使用兩臺減速電機、一臺自轉(zhuǎn)和一臺公轉(zhuǎn)運行來拖動大螺桿旋轉(zhuǎn)。此外,還安裝了一臺真空吸料機,將線上的料吸到儲料罐內(nèi)。在儲料罐的壁上,均勻分布安裝了4 個稱重傳感器。
2.3 PLC 和觸摸屏的編程
2.3.1 西門子S7-200 PLC 的編程
在線混色機的控制要求如下:
(1)混色機有手動和自動兩種運行方式。只有當罐內(nèi)料重量低于混色下限重量時,方可切換到手動模式,按放料按鈕排料。放料閥門打開時間取決于所設(shè)置的放料時間。
(2)在自動模式下,系統(tǒng)根據(jù)設(shè)置的混色時間,當物料在混色上限和混色下限之間重量時自動攪拌,當時間到達時,停止攪拌允許放料,然后再次攪拌,依次循環(huán)。攪拌時拌料的嗡鳴器響提示在線混色機正在攪拌。在允許放料的時間內(nèi),按放料按鈕后自動放料。放料閥門打開的時間取決于所設(shè)置的放料時間。
(3)保護功能:攪拌電機具有過載保護,在線混色機料罐的檢查口蓋門打開后,攪拌電機和吸料機停止工作。
(4)在線混色機PLC 的I/O 分配。
2.3.2 電子稱重儀表與PLC 通信
編程時需要重點解決的是電子稱重儀表與PLC 通信問題,本項目采用自由口通信。現(xiàn)在大部分第三方設(shè)備都支持RS-485 串口通信,西門子S7-200 PLC 可以通過選擇自由口通信模式控制串口通信。通信協(xié)議位于自由端口模式時PORT0 或PORT1 完全受梯形圖程序的控制。當選擇了自由口模式,用戶可以通過發(fā)送指令,接收指令,發(fā)送中斷,接收中斷來控制通信口的操作[1]。
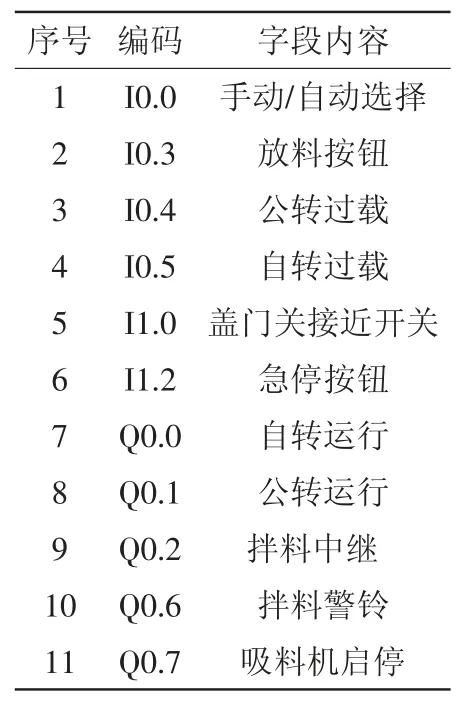
表1 在線混色機PLC常用的I/O 分配
(1)電子稱重儀表設(shè)置串行接口。字符幀格式:一位起始位,一位停止位,8 位數(shù)據(jù)位,無校驗。
(2)電子稱重儀表設(shè)置通信協(xié)議:連續(xù)發(fā)送方式。
(3)電子稱重儀表與PLC 自由口通信編程。
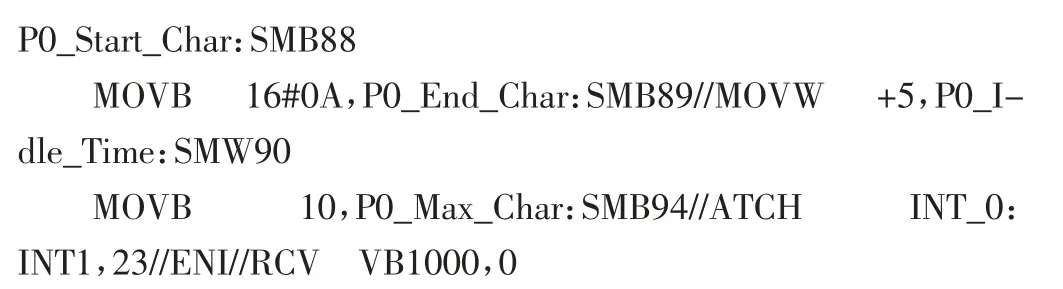
①定義自由口的模式,根據(jù)電子穩(wěn)重儀表通信時使用的波特率、校驗方式、起始位等參數(shù)(8 位數(shù)據(jù)位,1 位起始位,1 位停止位,無校驗)配置PLC 自由口,即將上述參數(shù)16#05 用MOVB指令寫入SMB30。
②定義控制接收發(fā)送的模式。將參數(shù)16#F0 用MOVB 指令寫入SMB87。
③根據(jù)電子稱重儀表的協(xié)議,寫出控制接收或發(fā)送模式如。
④聲明中斷。發(fā)送數(shù)據(jù)和接收完數(shù)據(jù)都能鏈接到中斷程序,發(fā)送完中斷與接收完中斷的中斷號分別為9 和23,中斷可在初始化子程序中聲明。
⑤定義接收端口和接收的寄存器。
上述過程如下所示:

⑥接收。收到結(jié)束符后產(chǎn)生定時中斷來接收,如下所示:

⑦最后通過數(shù)值轉(zhuǎn)換把接收的數(shù)據(jù)轉(zhuǎn)換為本系統(tǒng)的實際料重:

2.3.3 觸摸屏的編程
首先需要對在線混色機的動作進行分析,確定觸摸屏上需要顯示的內(nèi)容及需要控制調(diào)試的參數(shù)。控制要求有兩條:
(1)顯示當前料罐的重量和并占料罐的百分比,放料閥門打開的時間取決于所設(shè)置的放料時間便于操作者的操作。
(2)管理員需要設(shè)定在線混色機的工作模式,料罐容量,混色上限,混色下限,混色時間,停止時間,混色倒計時,放料狀態(tài)。
3 在線混色機的調(diào)試
機械部分和電氣部分安裝完成后,按電氣控制要求進行調(diào)試試機,最后一步對保護功能進行測試,評估保護裝置的可靠性及發(fā)生概率,這樣就完成了調(diào)試。調(diào)試過程如下:
(1)檢查各電氣接線是否正確、是否有松動,機械部分固定螺絲是否緊固。
(2)關(guān)閉各電源開關(guān),檢查線路是否有接地、短路。合上各電源開關(guān),檢查PLC、稱重儀表、觸摸屏工作是否正常。
(3)按柯力電子稱重儀表XK3101 說明書對儀表進行參數(shù)設(shè)置,在空罐時對在線混色機進行稱重校正。
(4)把混色機的運行模式轉(zhuǎn)換到自動模式,預(yù)設(shè)在線混色機的運行參數(shù),料罐容量2500 kg,混色上限2000 kg,混色下限1000 kg,混色時間720 s,停止時間1080 s,放料時間8 s。
(5)啟動真空吸料機往儲料罐加入準備好的2000 kg 料,觀察當前重量是否為2000 kg,否則調(diào)整傳感器偏差。在加料過程中當料達到1000 kg 時開始攪拌,模擬電機過載,分別按下公轉(zhuǎn)電機和自轉(zhuǎn)電機的熱繼電器,打開儲料罐檢查口,測試電機是否停止,復(fù)位后電機繼續(xù)運行。達到攪拌時間后停止攪拌,這時按下放料按鈕,放料閥門打開,8 s 后關(guān)閉。當攪拌停止時間到達后,又開始攪拌。
(6)在放料過程中,當儲料罐內(nèi)的料少于1000 kg 時自動模式不能再放料,只有把工作模式轉(zhuǎn)換到手動模式后才可以放料。
4 效果分析
對于振動上料器和混色機的改造升級,大大提高了電氣控制的穩(wěn)定性和直觀性,使整臺設(shè)備上了一個檔次。減少了異地混色時多出來的打包、運輸、拆包、投料不必要的工序,從而降低了勞力成本,達到了改造目的。