基于伺服的牛仔褲貼袋機控制系統設計
2020-03-16 08:26:05唐郅佳楊云飛
科技創新導報 2020年33期
唐郅佳 楊云飛
摘? 要:本文以牛仔褲口袋貼袋機為工程背景,以S7-200 PLC為核心,根據控制功能要求,合理選擇PLC型號、輸入輸出模塊等器件構建硬件控制系統。編寫PLC控制程序,實現對貼袋機各運動部件和氣動電磁閥的各項控制。為提高控制精度,采用了伺服系統技術控制X軸和Y軸的兩軸聯動,設計了基于數控插補技術的伺服控制程序。運用MCGS開發平臺設計觸摸屏監控畫面,所設計畫面簡潔美觀便于操作。
關鍵詞:PLC? 貼袋機? 插補 伺服
中圖分類號:TP273? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A? ? ? ? ? ? ? ? ? ? 文章編號:1674-098X(2020)11(c)-0047-03
Design of Control System of Jeans Pocket Patching Machine Based on Servo Technology
TANG Zhijia? YANG Yunfei
(School of Electric and Automatic Engineering, Changshu Institute of Technology, Changshu, Jiangsu Province,? 215500 China)
Abstract: This paper takes the jeans pocket patching machine as the engineering background, takes the S7-200 PLC as the core, and selects the PLC model, input and output module and other devices to construct the hardware control system according to the control function requirements. Compile PLC control program to realize various control of the moving parts of the bag attaching machine and the pneumatic solenoid valve. In order to improve the control accuracy, the servo system technology is used to control the two-axis linkage movement of X axis and Y axis, and the servo control program for CNC interpolation technology is designed. By using the MCGS development platform, the design of the touch screen monitoring screen is designed. The designed monitoring screen is simple, beautiful and easy to operate.
Key Words: PLC; Jeans pocket patching machine; CNC interpolation; Servo
傳統的牛仔褲口袋采用人工縫制,不僅工作效率低, 而且可靠性不高。為適應現代化生產的需要,開發了專門的貼袋機縫紉設備,相比于傳統縫紉加工,其效率提高了好幾倍。
牛仔褲口袋貼袋機主要流程分為折料、取料、縫制和下料4個部分。當貼袋機檢測到折料工作區域有牛仔褲和口袋布料時,設備會自動將牛仔褲和口袋布料固定住,折刀會作用于固定好的口袋布料邊緣,將口袋布料向下折疊,并將其固定在牛仔褲縫紉區域,縫紉壓板經過加長導軌將準備好縫紉的牛仔褲運送到縫紉機處縫紉,縫紉完成后經下料機構將牛仔褲自動取出。
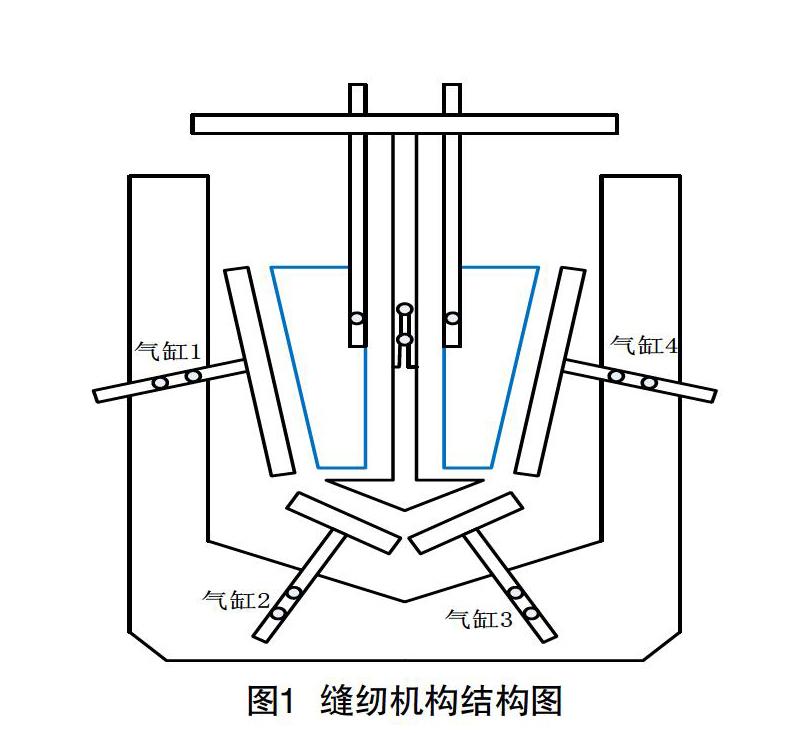
1? 縫紉機構
縫紉機構(見圖1)由縫紉和壓框協同工作完成。壓框的主要作用是在縫紉時牢牢的壓住布料,確保在縫紉時口袋與服裝規定的縫合位置相匹配。壓框內還有壓爪,通過調整壓爪來完成雙線縫制口袋的做工要求。雙線縫紉工藝的順序為:(1)壓框定位準備外圈縫紉;(2)外圈縫紉結束,壓爪抬起,當壓爪抬起后,開啟壓爪氣缸,緊縮并下壓壓爪;(3)準備縫紉外圈。
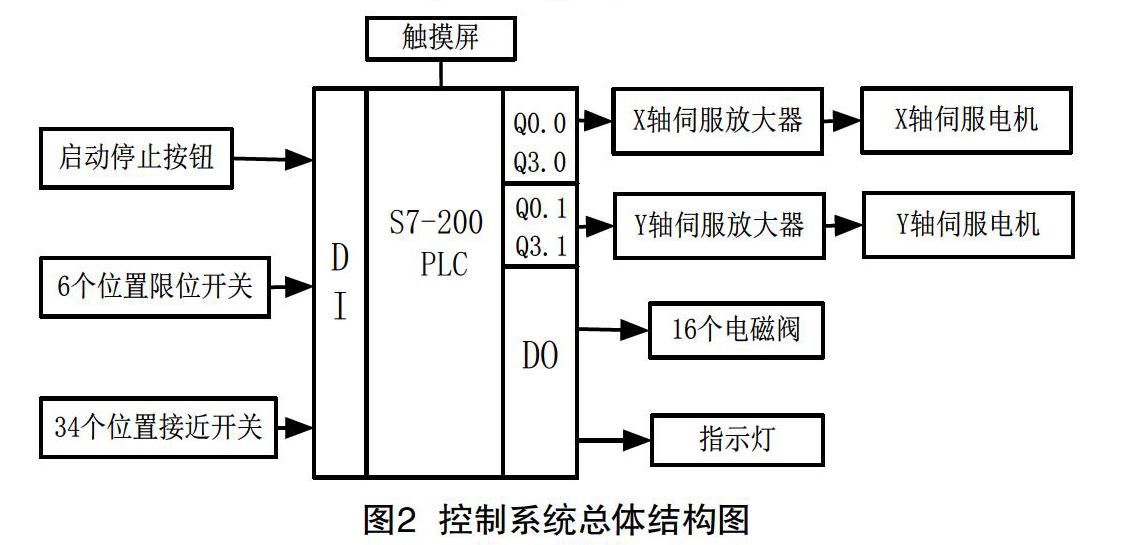
2? 控制系統總體結構設計
選用S7-200 PLC[1-3]作為主控制器,具備高速脈沖輸出能力,整個系統基于模塊化設計,安裝簡單、配置靈活,拓展方便。貼袋機控制系統包括觸摸屏人機交互界面[4-5],可編程控制器,X、Y軸伺服[6-7]放大器和伺服電機各一套,位置開關和接近開關等以及縫紉路徑插補控制等,Q0.0的脈沖控制X軸伺服電機運動,Q0.1的脈沖控制Y軸伺服電機運動,兩個伺服電機協同工作,整個控制系統構成如圖2所示。
3? 控制程序設計
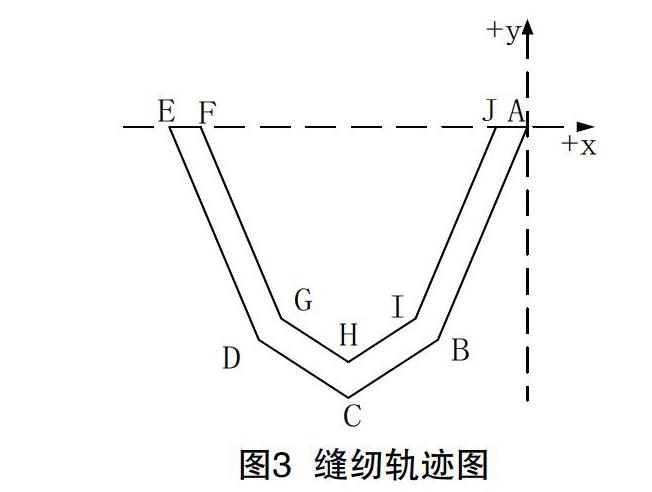
3.1 縫紉軌跡
牛仔褲和布袋壓緊在縫紉機構上,兩個伺服電機驅動縫紉機構運動,縫紉機構和縫紉針作相對運動實現縫紉路線的縫紉工作。縫紉軌跡如圖3所示,由A-B-C-D-E-F-G-A構成。整個縫紉路線在第3象限,但7個不同的縫紉路線,因直線終點相對于起點的方向不同,插補[8-10]時需按不同的象限插補方法。
3.2 逐點比較法插補
對于第一象限的直線OA,起點為坐標原點,終點A坐標(Xe,Ye),m(Xm,Ym)為加工點(動點),m在OA直線上,則:Xm*Ye+=Ym*Xe,令Fm=YmXe-XmYe為直線插補的判別式,若Fm=0,表明m點在直線OA上;若Fm>0,表明m點在直線OA上方的m′處;反之m點在直線OA下方的m″處。
對于第一象限直線,從起點出發,當Fm≧0時,沿+X方向走一步,當Fm<0時,沿+Y方向走一步,當兩方向所走的步數與終點坐標(Xe,Ye)相等時,發出到達終點信號,停止插補。
對于其他象限的插補方法,與第1象限的插補方法相類似,根據Fm≥0時或Fm<0時,按照走步方向為靠近所插補直線(即減小當前所在位置與目標直線之間誤差)的原則進行。
3.3 插補控制程序設計
根據插補方法設計插補程序,當終點坐標給定不同值時,程序按照線段坐標及線段的方向進行插補運動。插補程序流程如圖4。
插補程序如下:
LD? ?X軸工作:M3.2
PLS? 0? ?/X軸伺服輸出脈沖當量1
-D? ?1, N:VD104 /終點判別N自減1
LD? ?Y軸工作:M3.3
PLS? 1? /X軸伺服輸出脈沖當量1
-D? ?1, N:VD104? /終點判別N自減1
LDD=? ?N:VD104, 0
=? M3.4? /當到達線段終點插補停止
TON? T32, 100? ? ?/延時0.1S,
LD? ? T32? ? /重新賦值下一條線段的終點判別N
MOVD? Y軸終點坐標:VD88, N:VD104
+D? ? X軸終點坐標:VD84, N:VD104
LD? ? M3.4? ? ? ? ? ? ? ? ? ? ? /線段標志位加1,進入下一條線段號
EU
INCD? ?標志位:MD16
LDD>=? F:VD100, 0? ? ?/X軸插補
AN? ? M3.4
-D? ?Y軸終點坐標:VD88, F:VD100
=? ? X軸工作:M3.2
LDD
AN? ? M3.4
+D? ? X軸終點坐標:VD84, F:VD100
=? ? ?Y軸工作:M3.3
4? 調試
本程序經實驗室調試,實現了所要求的插補功能,整個程序運行正常,調試用設備如圖5所示,插補路徑控制的調試結果如圖6所示。
參考文獻
[1] 應帥.基于PLC的機械手臂控制系統設計的研究[J].科技創新導報,2017(36):81-83.
[2] 胡利軍.PLC在機電一體化生產系統中的運用研究[J] .科技創新導報,2019(23):85-86.
[3] 張固,劉小勤,沐超,等.整體式PLC優化控制[J].儀表技術與傳感器,2020(4):27-30.
[4] 張勇.PLC和觸摸屏組合控制系統的應用研究[J]. 科技創新導報,2019(7):87-90.
[5] 王永,竇巖.基于PLC及觸摸屏的智能并聯電梯檢修培訓裝置開發[J].科技創新導報,2019(5):2-3.
[6] 羅亞鵬.S7-200 PLC在伺服電機位置控制中的應用探討[J].自動化應用,2019(8):3-5.
[7] 李子昀.伺服電機位置控制中S7-200PLC的實踐分析[J].湖北農機化,2019(13):93-94.
[8] 胡憲委.伺服電機優化選型[J].自動化應用,2018(3):136-138.
[9] 廖常初.PLC編程及應用[M].5版:北京:機械工業出版社,2019.
[10] 朱曉春,吳祥,任皓.數控技術[M].2版:北京:機械工業出版社,2019.