原液著色藍色錦綸6 FDY 的生產工藝
2020-04-07 03:52:06李書海余禮衛盧琳娜陳立軍李永貴
化纖與紡織技術 2020年1期
李書海, 余禮衛, 盧琳娜, 陳立軍, 李永貴*
(1. 閩江學院福建省新型功能性紡織纖維及材料重點實驗室, 福建 福州350108; 2. 閩江學院服裝與藝術工程學院, 福建 福州350108; 3. 長樂力恒錦綸科技有限公司, 福建 福州350108)
0 前言
原液著色技術是指在進行紡絲工藝前, 將聚合物與著色物質充分混合均勻, 然后經過紡絲工序直接生產出有色纖維的技術[1], 高品質原液著色纖維開發及應用系列產品是我國 “十三五” 國家重點研發計劃項目之一[2]。 近年來,我國在色母粒紡前注入技術、 有色切片的研發和紡絲、 動態混合、 原液著色纖維具體應用等方面都取得了較大的進步[3]。 當前, 原液著色纖維的研究已經涵蓋了紡織品整個產業鏈, 包含縫紉線、 繡花線、 戶外紡織品、 裝飾用紡織品、 工裝及常規服用紡織品等[4]。 現階段國內外對于原液著色纖維的研究重點主要有: 高效色母粒、 色漿制備技術; 高比例、 多元組分添加與高效均勻分散技術; 色母粒或色漿、 功能組分協同控制及有關纖維的制備技術; 錦綸原液著色纖維聚合、 色彩變化機理與紡絲動力學;紡絲、 整理工藝技術及專用助劑; 建立原液著色纖維制備與應用數據庫和標準規范, 形成工藝、 裝備與控制系統的中試平臺, 實現原液著色纖維制備與產業鏈應用示范[5]。 原液著色的方式進行染色相對于傳統后染法具有耗能更低、污染少、 色牢度高、 工藝路線短、 生產成本低等優點[6]。
由于錦綸所使用的藍色酸性染料會導致皂洗、 汗漬等色牢度較差, 需要進一步進行固色處理, 不但增加了工藝的步驟和難度, 而且會影響到織物光澤、 手感。 因此, 本試驗采用尼龍6 作為原液著色纖維的制備載體, 并使用聚合后著色法, 通過將高聚物切片與色母粒熔融混合并進行紡絲[7], 探索原液著色藍色錦綸6 FDY 生產工藝。
1 試驗
1. 1 原料
試驗使用的藍色色母粒由福建省新型功能性紡織纖維及材料重點實驗室提供, 顏料質量分數為30%, 母粒直徑為3. 0 ~ 3. 5 mm, 相對黏度為2. 52 ~ 2. 56、 熔點為232 ℃、 顏色特性值 (CIELab): L 值為12、 a 值為11、 b 值為- 33。 錦綸6 切片由長樂力恒錦綸科技有限公司提供, 切片直徑: 2. 7 ~ 3. 0 mm, 相對黏度2.45~2.48、 熔點230 ℃、 羧基60~70 mgN/kg、氨基35 ~ 45 mgN/kg。
1. 2 儀器與設備
Dqfh - 100 型復合紡絲設備(上海全德化纖設備有限公司), CZHDD - 25 L 型除濕干燥機(上海晨臻機械有限公司), YG086C 型縷紗測長儀、 YB571 - Ⅱ型染色摩擦牢度儀、 YG (B)021DXD 型電子單紗強力機(溫州市大榮紡織儀器有限公司), s4800 掃描電子顯微鏡 (株式會社日立制作所), LXC - 252SC 12 G 型電腦橫機(江蘇金龍科技股份有限公司), YG - 982X 型標準光源對色燈箱、 YG - 902 型汗漬色牢度烘箱(泉州市美邦儀器有限公司), TST - W805 水洗色牢度儀(東莞特斯特儀器有限公司), RJMB -2000 A 日曬氣候試驗機 (寧波市鄞州日晉檢測設備有限公司)。
1. 3 制備方法
工藝流程為: 色母粒與尼龍切片混合計量→恒溫鼓風干燥→熔融混合→熔體輸送→計量泵計量→紡絲組件過濾出絲→側吹風冷卻→集束上油→牽伸卷繞→原液著色藍色錦綸6 FDY。
將錦綸6 大有光切片和色母粒分批計量并充分混合后, 放入干燥機中進行24 h 的持續恒溫干燥, 保證切片及母粒含水量在0. 02%以下,倒入料筒并經螺桿擠壓送入紡絲設備內部進行加熱熔融, 在充分熔融混合后, 經噴絲組件過濾擠出。 經側吹風冷卻后進入甬道; 從甬道向下進入油輥區域進行集束, 上油率控制在0. 40%; 上油后絲束由導絲盤引入牽伸卷繞區間,經導輥卷繞成形, 纖維設計規格為83. 3 dtex。
1. 4 性能表征
1. 4. 1 纖維形貌
采用掃描電子顯微鏡觀察纖維表面形貌結構。 測試前, 利用導電膠將纖維樣品粘貼固定于樣品臺上, 并對樣品進行噴金處理[8]。
1. 4. 2 纖維力學性能測試
斷裂強力及斷裂伸長率: 參照GB/T 9997 -1988 《化學纖維單纖維斷裂強力和斷裂伸長的測定》 進行測試; 拉伸性能: 參照GB /T 14344- 2008 《化學纖維 長絲拉伸性試驗方法》 進行測試。
1. 4. 3 沸水收縮率測試
參照GB/T 6506 - 1986 《合成纖維長絲及變形絲沸水收縮率試驗方法》 進行測試。
1. 4. 4 色牢度測試
參照GB/T3921 - 2008 《紡織品 色牢度試驗 耐皂洗色牢度》、 GB/T3920 - 2008 《紡織品色牢度試驗 耐摩擦色牢度》、 GB/T3922 - 2013《紡織品 色牢度試驗 耐汗漬色牢度》、 GB/T8427- 1998 《紡織品色牢度試驗耐人造光色牢度: 氙弧》 分別測試耐皂洗色牢度、 耐摩擦色牢度、耐汗漬色牢度、 耐日曬色牢度。
2 結果與討論
2. 1 色母粒對成絲性能的影響
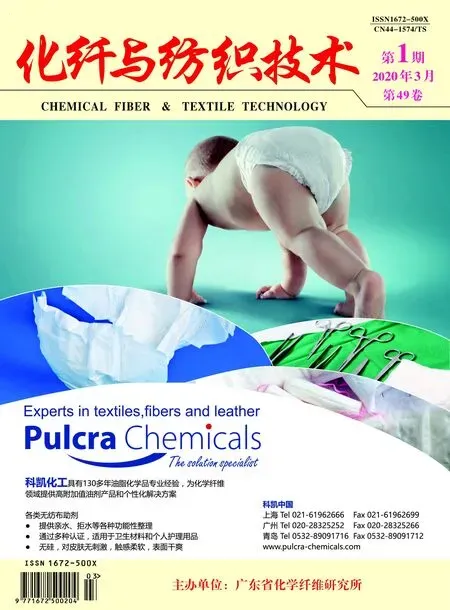
色母粒性能及含量配比會影響到有色纖維的生產加工。 尤其是在FDY 的生產工藝中, 色母粒的品質會直接影響到有色纖維的物理性能、表面形態、 顏色、 光澤、 色牢度等一系列有關指標[9]。 在色母粒中, 如果顏料自身的分散性不好, 將會導致纖維表面出現凸起顆粒物, 且會出現明顯的條干不勻、 色彩偏差等, 并且嚴重影響到紡絲流程的正常進行[10]。 因此, 本試驗所用母粒為福建省新型功能性紡織纖維及材料重點實驗室提供的改良產品, 在材料混合階段添加了復配分散劑及組合偶聯劑, 有效地潤濕顏料并充滿顏料團聚體的空隙, 讓顏料團聚體的內聚力大大減小, 并且在細化過程中能夠更有效地傳遞剪切力, 使得顏料團聚體粉碎得更加良好。 經過試驗確定色母粒的添加量對錦綸6 FDY 物理性能的影響, 結果見表1。
可從表1 中可得出, 色母粒添加量的增加會在一定程度上降低纖維斷裂強度及斷裂伸長率, 同時會使沸水收縮率下降, 這是因為由于顏料的引入導致纖維中, 在非結晶區抑制了大分子鏈的解取向。 該色母粒的添加會對錦綸機械性能產生一定程度的影響。
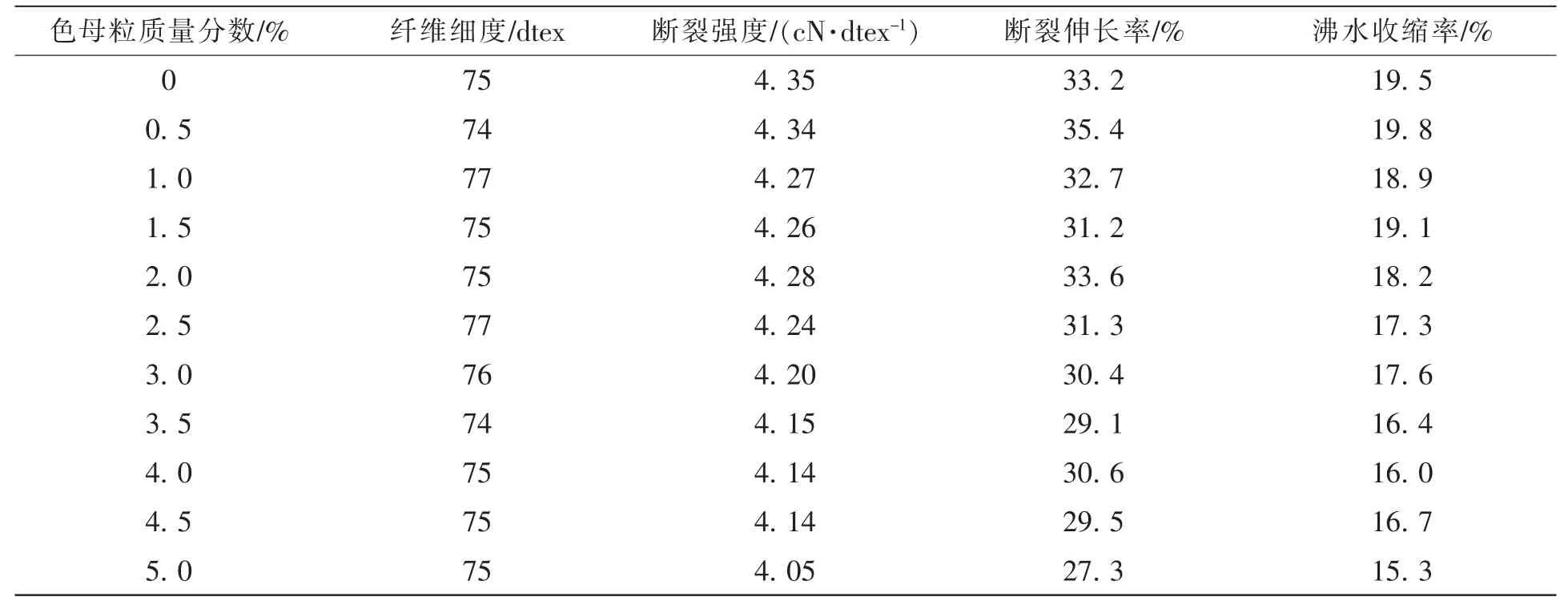
表1 色母粒質量分數對藍色原液著色錦綸6 FDY 性能的影響
2. 2 紡絲工藝
2. 2. 1 紡絲溫度
紡絲溫度過高會導致材料發生降解, 使纖維力學性能下降。 但紡絲溫度過低時, 熔體的流動性差, 這會導致纖維條干不勻率提高, 甚至出現陣發性熔體壓力波動而發生斷頭[11]。 而添加了色母粒后, 需要進一步考慮色母粒的熔點, 以及其所負載顏料的溫度承受能力, 原液著色錦綸6 FDY 的紡絲溫度一般比常規錦綸6 FDY 高5 ℃。 綜合考慮切片與色母粒粒度、 相對黏度等指標, 紡絲各區溫度如表2 所示。

表2 藍色原液著色錦綸6 FDY 紡絲溫度 ℃
2. 2. 2 噴絲板
噴絲板孔數、 孔長、 孔徑、 孔徑排列均會直接影響到FDY 的成絲效果, 且影響紡絲過程,如: 噴絲頭牽伸倍數、 熔體切變速率、 噴絲板壓力等, 進而直接影響到纖維細度、 纖維表面形態結構等。 孔徑越細、 孔數越多, 紡絲難度越大, 對各項參數的要求越嚴格。 由于錦綸熔體屬于黏彈性流體, 具有應力松弛現象, 為了使紡絲穩定, 噴絲板需要保證其彈性的松弛效果, 因此要選用較大噴絲板長徑。 但長孔徑比還會導致噴絲板組件壓力增大, 同時也會加大后續清洗噴絲板的難度, 通常會選用孔長徑比為2. 4 ~ 2. 5 的噴絲板紡制錦綸長絲[12]。 經過多次試驗, 本試驗采用孔長徑比為2. 5 的噴絲板。
2. 2. 3 側吹風冷卻工藝
在生產過程中如果纖維冷卻不足, 會在牽伸時出現條干不勻, 并且容易在卷繞成形后出現圈絲問題; 另一方面, 如果冷卻過快, 會導致纖維發脆, 使得纖維強度指標變差, 嚴重影響纖維牽伸性能, 同時容易造成纖維內部結晶不勻, 條干不勻率增大, 染色出現條紋。 因此,要獲得條干均勻的絲, 就要使進入側吹風區的絲充分固化, 均勻成形, 減少絲束表面因局部受力集中而產生斷頭、 毛絲及纖度不勻等現象[13]。綜合考慮紡絲工藝, 本試驗將側吹風溫度設定為23 ℃, 風速設定為0. 4 m/s。
2. 2. 4 牽伸卷繞工藝
在牽伸過程中, 隨著牽伸速度的增加, 纖維的斷裂強度和斷裂伸長率基本上呈線性關系, 但過高的牽伸倍數會導致纖維受到損傷,導致纖維強度下降。 本試驗所采用的牽伸比為1 ∶1. 5 ∶2. 5, 在熱輥上會同時進行熱定型和拉伸。 熱輥溫度過低, 會使纖維定型效果差, 出現縮管現象; 熱輥溫度過高, 會引起絲束抖動加劇, 從而引發斷頭而影響生產[14]。 因此, 需要采用適合的卷繞溫度參數保證卷繞工序的順利進行。 熱定型溫度分別為GR1 80 ℃、 GR2 100 ℃、 GR3 125 ℃。 卷繞角度是指在絲束卷繞過程中保持絲束與紙筒切線方向形成的一定夾角。 如果卷繞角度偏大, 會導致絲束橫動頻率加快, 使絲的卷曲面形成中間低、 兩邊高的形狀, 嚴重的會導致紙筒變形, 無法從卷繞裝置中取出。 反之, 如果卷繞角度偏小, 則會導致絲束卷繞過程中拐點越發平緩, 在張力作用下會進一步出現寬度變窄(張力偏大) 或塌邊(張力偏小)現象。 因此, 綜合考慮將卷繞角度設為定7. 0°,超喂率4%; 各卷繞輥轉速參數如表3 所示。

表3 藍色原液著色錦綸6 FDY 紡絲速度
2. 3 纖維的性能
2. 3. 1 色牢度
色牢度是評判有色纖維質量品質的重要指標[15], 尤其在原液著色領域, 色牢度一直是作為與傳統有色纖維進行對比的參數。 顏料在纖維中分散情況會影響到纖維的色牢度。 如果顏料在纖維內部分散不勻或產生團聚現象, 色牢度將大幅下降。 本試驗的纖維色牢度測試結果見表4、 5、 6、 7。 由表可見, 原液著色錦綸6 FDY 的耐皂洗色牢度、 耐摩擦色牢度、 耐汗漬色牢度、 耐日曬色牢度四項基礎指標均受色母粒添加量影響, 色母粒添加量越高, 色牢度越低。
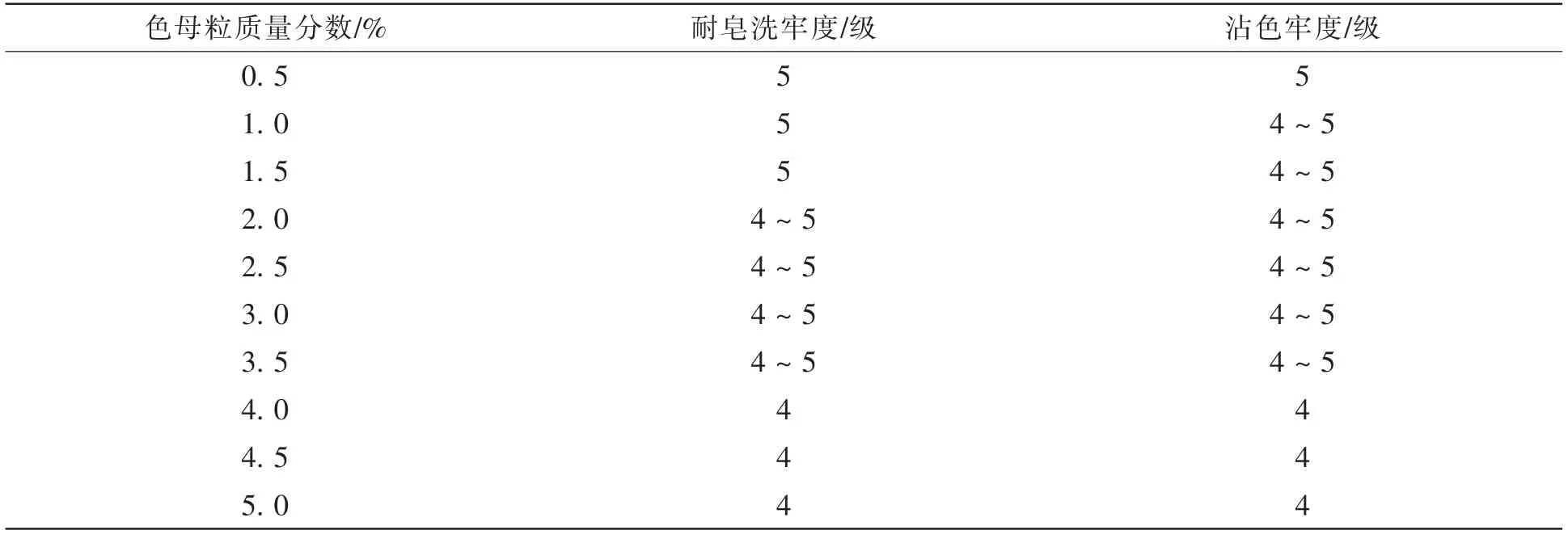
表4 藍色原液著色錦綸6 FDY 耐皂洗色牢度
表5 藍色原液著色錦綸6 FDY 耐摩擦色牢度
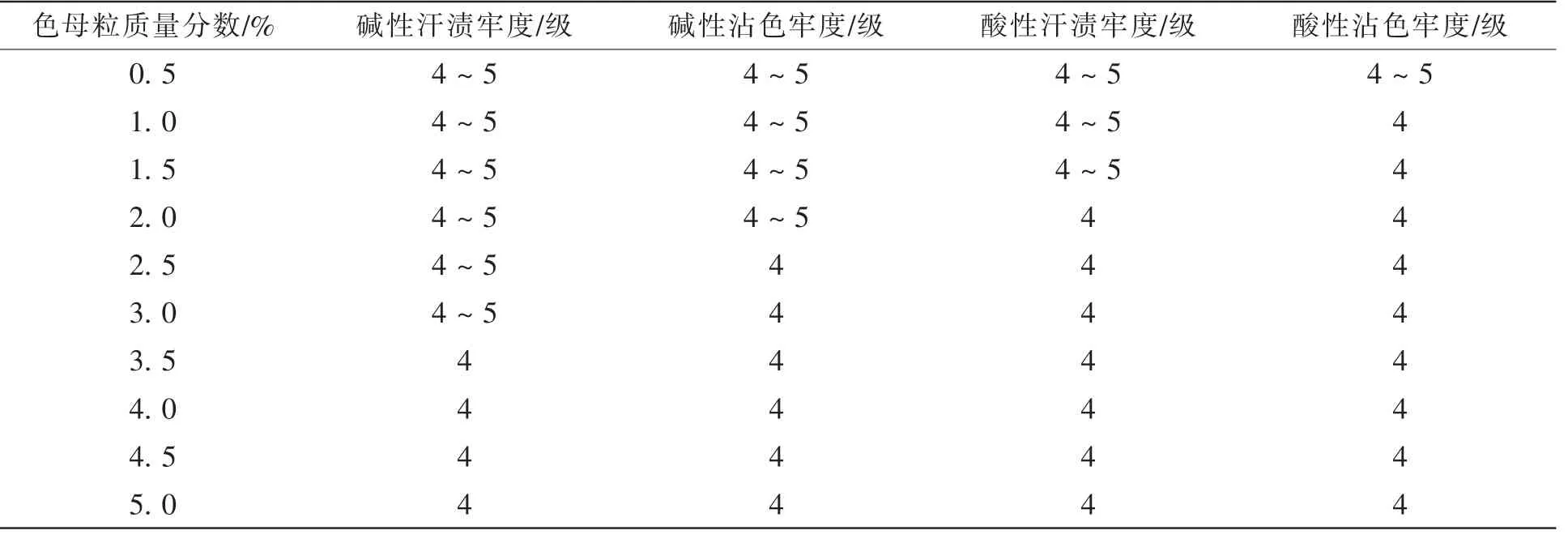
表6 藍色原液著色錦綸6 FDY 耐汗漬色牢度
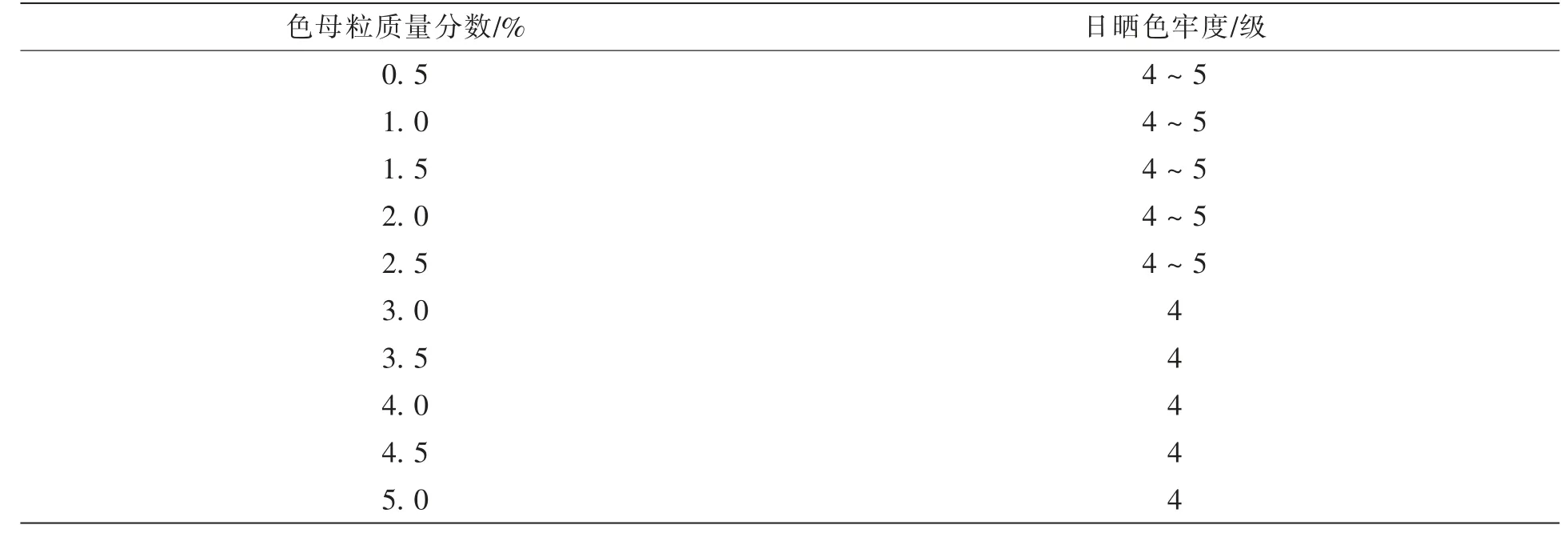
表7 藍色原液著色錦綸6 FDY 耐日曬色牢度
2. 3. 2 色彩
不同色母粒添加量所對應的藍色原液著色錦綸6 FDY 潘通色號及L、 a、 b 值如表8 所示,其中L、 a、 b 值色空間是由L*、 a* 和b* 構成的直角坐標系, L*、 a*、 b* 值可由三刺激值共同確定, L* 表示明度, a*、 b* 表示色度坐標,+a* 為紅色方向, -a* 為綠色方向; +b* 是黃色方向, -b* 為藍色方向[16]。 可以從表中得出,在相同紡絲細度工藝的前提下, 色母粒添加量越高, 其L* 值越低, 明度下降, b* 值越低, 越接近純藍, 藍色色母粒質量分數達到4%時, 不同添加量之間b* 差值縮小, 顏色效果趨近藍色于飽和, 色差接近。
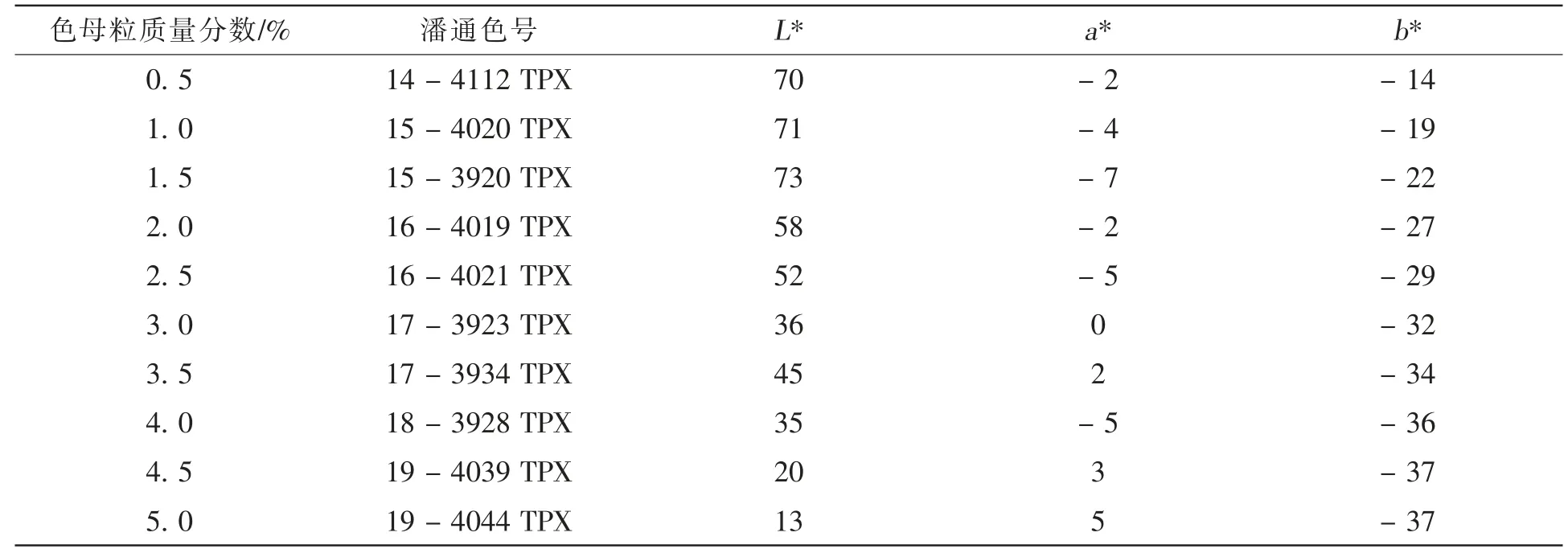
表8 藍色原液著色錦綸6 FDY 潘通色號及L、 a、 b 值
從電鏡掃描圖中可以看出原液著色藍色錦綸6 FDY 纖維的表面形貌, 該纖維表面光滑平整, 細度均勻, 無明顯的凸起、 凹槽和附著顆粒。
3 結論
(1) 添加藍色母粒(顏料質量分數30%) 制備原液著色藍色錦綸6 FDY, 較優工藝條件為:含水率0. 02%以下、 色母粒質量分數0. 5% ~4. 0%、 紡絲溫度265 ~275 ℃、 噴絲板長徑比2. 5、 側吹風溫23 ℃、 牽伸比1 ∶1. 5 ∶2. 5、 超喂率4%、 卷繞角度7°。
(2) 通過工藝條件的改進與優化, 獲得原液著色藍色錦綸6 FDY 的斷裂強度為4.26 cN/dtex,沸水收縮率為18. 3%, 各項色牢度穩定在4 級以上, 符合后續加工需求, 且色澤穩定, 達到原液著色錦綸6 纖維所需的物理性能及環保效果。