大口徑光學(xué)元件裝夾轉(zhuǎn)運(yùn)結(jié)構(gòu)設(shè)計(jì)及分析
2020-04-08 04:47:14朱建平連克難陳家川
激光與紅外 2020年3期
關(guān)鍵詞:裂紋
李 月,徐 猛,王 驍,朱建平,連克難,陳家川
(中國(guó)工程物理院機(jī)械制造工藝研究所,四川 綿陽(yáng) 621999)
1 引 言
隨著我國(guó)激光裝置中光學(xué)元件口徑、寬厚比的不斷增大,激光裝置研究中心對(duì)大口徑光學(xué)元件裝夾轉(zhuǎn)運(yùn)方式提出了更高更苛刻的要求。大口徑光學(xué)元件裝夾轉(zhuǎn)運(yùn)一般采用剛性?shī)A持的柔性連接[1],同時(shí)通過有限元等分析手段仿真驗(yàn)證裝夾轉(zhuǎn)運(yùn)方案的可行性、可靠性[2-4]。目前,光學(xué)元件的夾緊多采用低應(yīng)力夾緊方式,“低應(yīng)力”就是要獲得一個(gè)合理的使鏡片變形足夠小的應(yīng)力場(chǎng),或者說是在鏡片通光范圍內(nèi)(工作范圍內(nèi))的應(yīng)變均勻,或者衰減集中應(yīng)力向鏡片的傳播[5]。低應(yīng)力夾緊轉(zhuǎn)運(yùn)裝置可在光學(xué)零件的安裝、調(diào)試、拆卸、轉(zhuǎn)運(yùn)過程中,提高光學(xué)零件安裝的重復(fù)定位精度和穩(wěn)定性、保證光學(xué)零件的拆裝、轉(zhuǎn)運(yùn)、調(diào)試過程操作安全、簡(jiǎn)單和方便。
目前,為了保證裝夾轉(zhuǎn)運(yùn)裝運(yùn)過程中光學(xué)元件的安全性,國(guó)內(nèi)的大口徑光學(xué)元件夾緊多采用光學(xué)元件開槽夾緊的方式[6-8]。但微晶材料為典型的脆性材料,若在光學(xué)零件結(jié)構(gòu)中開槽或打孔,稍有操作不當(dāng),將會(huì)在槽或孔的斷面和折角處產(chǎn)生不可控的微裂紋等加工缺陷。且光學(xué)零件安裝轉(zhuǎn)運(yùn)過程中受力過大,特別是受剪力的情況下,容易出現(xiàn)微裂紋擴(kuò)展,甚至鏡片整體破碎的問題,嚴(yán)重影響鏡片的功能和壽命。為了改變應(yīng)力分布狀況,減少應(yīng)力集中,重慶大學(xué)周憶等[9]通過膠粘結(jié)方法將光學(xué)元件與鏡框連接,但該方法中的膠粘劑會(huì)受熱失效,導(dǎo)致膠粘不牢,潔凈度變差等問題。上海光機(jī)所邵平等[10]利用全金屬結(jié)構(gòu)直接裝夾轉(zhuǎn)運(yùn)大口徑平面光學(xué)元件,但全金屬膨脹系數(shù)大,在夾緊轉(zhuǎn)運(yùn)的過程中會(huì)因金屬的變形引起光學(xué)鏡面的拉扯變形,從而影響鏡片的使用精度和功能。為了避免光學(xué)元件在安裝轉(zhuǎn)運(yùn)過程中的安全,本文通過對(duì)光學(xué)元件開槽與不開槽兩種裝夾轉(zhuǎn)運(yùn)方式的分析,提出了一種新型的不開槽夾緊結(jié)構(gòu),即利用摩擦力克服光學(xué)零件的重力和慣性力的低應(yīng)力裝夾轉(zhuǎn)運(yùn)方式,旨在為大口徑光學(xué)元件的裝夾轉(zhuǎn)運(yùn)方式提供借鑒。
2 低應(yīng)力夾緊結(jié)構(gòu)總體設(shè)計(jì)
2.1 光學(xué)元件開槽、不開槽兩種方式的裝夾轉(zhuǎn)運(yùn)受力分析
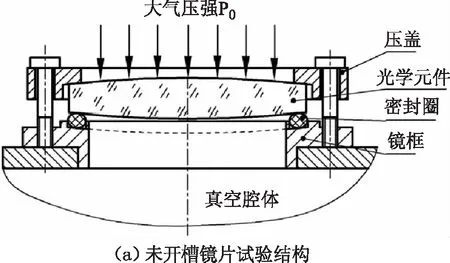
中國(guó)工程物理研究院某大型激光實(shí)驗(yàn)裝置的實(shí)施過程中,針對(duì)開槽鏡片頻繁出現(xiàn)破裂的問題,進(jìn)行了大量試驗(yàn)研究[11]。試驗(yàn)中,采用了兩塊相同尺寸的光學(xué)元件,一塊邊緣開槽另一塊不開槽,并在相同條件下進(jìn)行了真空壓裂試驗(yàn)。圖1(a)是根據(jù)開槽鏡片的初始設(shè)計(jì)結(jié)構(gòu)制定的壓裂試驗(yàn),圖1(b)是該情況下壓力加載過程的數(shù)據(jù)結(jié)果,由1(b)可見鏡片在表面壓力達(dá)到6500 N時(shí)出現(xiàn)破裂,破裂狀態(tài)如圖1(c)所示,鏡片局部出現(xiàn)大裂紋。
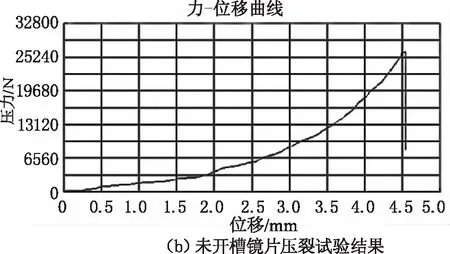
未開槽鏡片的試驗(yàn)結(jié)構(gòu)以及壓裂過程數(shù)據(jù)結(jié)果如圖2所示,由圖2可得,鏡片在表面壓力達(dá)到26300 N時(shí)出現(xiàn)破裂,且鏡片破裂形貌均一。
通過以上對(duì)比試驗(yàn)分析可知,未開槽鏡片能承受的載荷約為開槽鏡片的4倍。從裂紋狀態(tài)進(jìn)行分析,開槽鏡片在加載過程中出現(xiàn)局部微裂紋擴(kuò)展,造成鏡片在較小的載荷下出現(xiàn)大裂紋;未開槽鏡片無局部微裂紋影響,各部分的承載能力較為均勻,在較大載荷下出現(xiàn)均勻破碎。根據(jù)實(shí)驗(yàn)和工程經(jīng)驗(yàn)可得,對(duì)鏡片進(jìn)行開槽裝夾轉(zhuǎn)運(yùn)方式存在以下幾方面的缺陷:
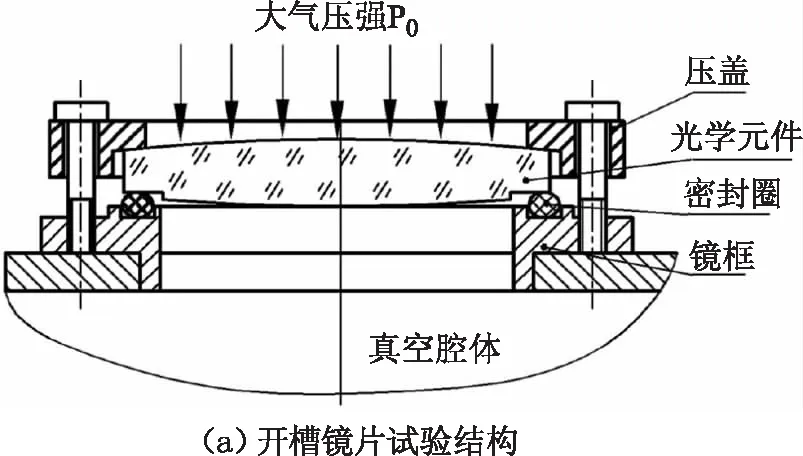
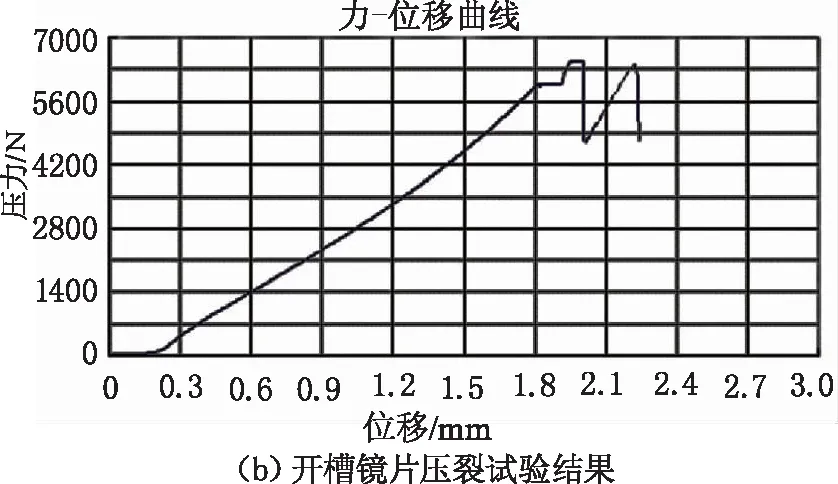
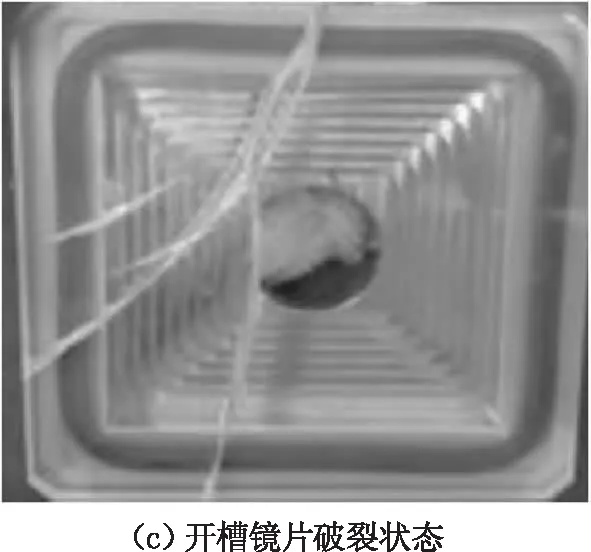
圖1 開槽鏡片試驗(yàn)
①開槽加工需要額外的加工成本;②光學(xué)零件開槽加工狀態(tài)具有不確定性,難以確保開槽加工過程中不會(huì)產(chǎn)生微小裂紋缺陷;③光學(xué)零件在使用過程中將會(huì)進(jìn)行多次的轉(zhuǎn)運(yùn)與安裝,受到較大的重力與振動(dòng)載荷,其開槽處的微小裂紋一旦出現(xiàn)擴(kuò)展,將嚴(yán)重影響光學(xué)零件的功能與壽命;④光學(xué)零件在工作過程中,開槽區(qū)域?qū)?huì)影響光路的傳輸。
2.2 低應(yīng)力夾緊結(jié)構(gòu)設(shè)計(jì)
針對(duì)開槽夾緊方案的不足,低應(yīng)力夾緊結(jié)構(gòu)采用摩擦系數(shù)較大的配副給光學(xué)元件提供足夠大的摩擦力,克服光學(xué)零件的重力和慣性力,從而實(shí)現(xiàn)有效的夾緊。本文以1650 mm×1120 mm×200 mm大口徑光學(xué)鏡片為原型進(jìn)行裝夾轉(zhuǎn)運(yùn)結(jié)構(gòu)的設(shè)計(jì),裝夾轉(zhuǎn)運(yùn)結(jié)構(gòu)主要由鏡框、緩降螺桿、保護(hù)裝置等機(jī)構(gòu)組成,如圖3所示。鏡框主要是為了實(shí)現(xiàn)轉(zhuǎn)運(yùn)過程中光學(xué)元件的安全夾緊,上下鏡框尺寸為1648 mm×85 mm×190 mm,左右鏡框尺寸為1290 mm×70 mm×190 mm;緩降螺栓是為了緩慢升降光學(xué)元件,達(dá)到轉(zhuǎn)運(yùn)方便的目的;保護(hù)裝置主要是為了確保轉(zhuǎn)運(yùn)過程中光學(xué)元件的絕對(duì)安全;左右鏡框外側(cè)中間軸端作為轉(zhuǎn)運(yùn)工裝的接口。

圖3 大口徑反射鏡鏡框結(jié)構(gòu)圖
其中,左右鏡框內(nèi)部結(jié)構(gòu)如圖4所示。鏡框之間通過兩端的螺栓連接,實(shí)現(xiàn)彈簧的壓緊,并將夾緊力傳遞到兩側(cè)頂板上。兩側(cè)頂板的內(nèi)側(cè)附有橡膠層,壓緊光學(xué)零件并與光學(xué)零件形成摩擦副,從而依靠摩擦力支撐光學(xué)零件。兩側(cè)頂板與鏡框間利用定位銷連接,起限位作用。
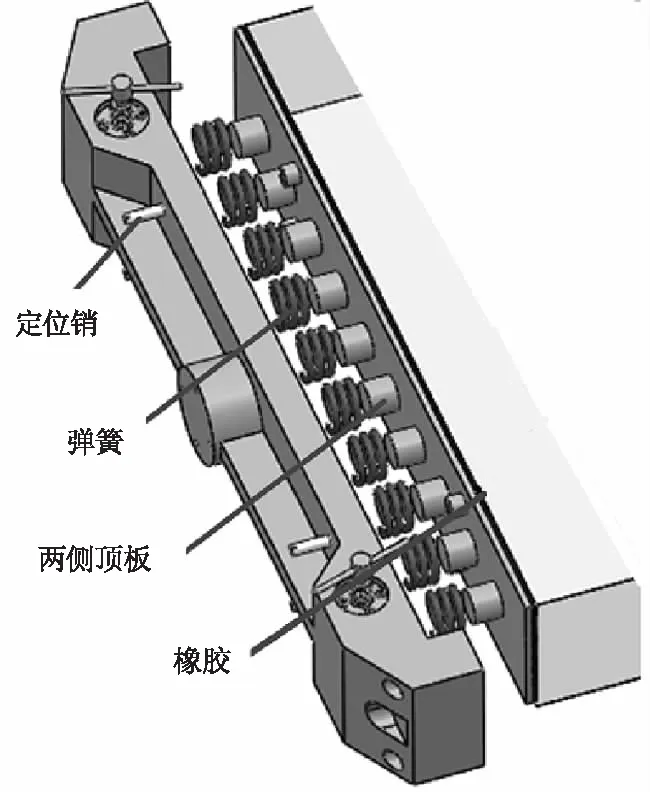
圖4 左右鏡框內(nèi)部結(jié)構(gòu)
由于光學(xué)元件最終需安裝在鏡架底座上工作,因此下方鏡框在不允許拆卸。為了在轉(zhuǎn)運(yùn)安裝過程中下方鏡框既能提供摩擦力,且能避免工作狀態(tài)下下方鏡框材料對(duì)鏡片產(chǎn)生拉扯變形,夾緊結(jié)構(gòu)的下方鏡框采用楔塊結(jié)構(gòu),如圖5所示。下方鏡框的楔形塊嵌入下方鏡框的凹槽內(nèi),楔形塊上表面附有橡膠層,下方鏡框的上表面(靠光學(xué)零件一側(cè))附有聚四氟乙烯鍍層。下方鏡框的兩端帶有頂桿,頂桿與左右鏡框通過螺紋連接。工作狀態(tài)下,楔形塊的上表面低于下方鏡框的上表面,在轉(zhuǎn)運(yùn)的過程中,向內(nèi)擰動(dòng)兩側(cè)頂桿,推動(dòng)楔形塊上升,使橡膠層接觸并向光學(xué)零件提供夾緊力和摩擦力。轉(zhuǎn)運(yùn)安裝完成后,向外擰動(dòng)兩側(cè)頂桿,楔形塊下降,且低于下方鏡框的聚四氟乙烯鍍層,實(shí)現(xiàn)在工作狀態(tài)下光學(xué)零件下表面僅與聚四氟乙烯鍍層接觸,減少光學(xué)鏡片工作狀態(tài)下的變形。
轉(zhuǎn)運(yùn)安裝過程中,為了進(jìn)一步保護(hù)鏡片,本方案在鏡框背部安裝有光學(xué)零件保護(hù)裝置。該裝置將在緩升結(jié)構(gòu)抬高光學(xué)零件后安裝,以確保轉(zhuǎn)運(yùn)安裝過程中光學(xué)零件的安全。
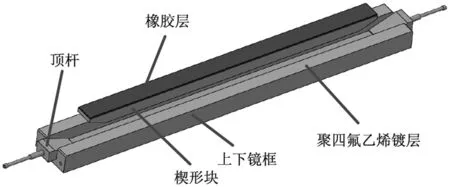
圖5 上下鏡框內(nèi)部結(jié)構(gòu)
3 光學(xué)零件低應(yīng)力夾緊方案仿真計(jì)算
光學(xué)零件不開槽的夾緊方案下,光學(xué)零件依靠四周側(cè)面夾緊產(chǎn)生的摩擦力承載光學(xué)零件重量,其中光學(xué)零件左右兩側(cè)通過彈簧產(chǎn)生夾緊力,上下兩側(cè)通過頂桿頂緊產(chǎn)生夾緊力。對(duì)仿真模型進(jìn)行了適當(dāng)簡(jiǎn)化,設(shè)計(jì)預(yù)留三倍的安全余量,即光學(xué)零件受三倍重力加速度的影響,分析應(yīng)力情況。
3.1 光學(xué)零件應(yīng)力情況
厚度為200 mm的光學(xué)零件質(zhì)量為935 kg,重力約為9200 N,光學(xué)零件側(cè)面與橡膠之間的摩擦系數(shù)約為0.35。為保證光學(xué)零件安全,設(shè)計(jì)預(yù)留三倍的安全余量,為完全平衡光學(xué)零件的重力,需要提供的夾緊正壓力需大于78857 N。光學(xué)零件的預(yù)留夾緊力為90000 N,分配左右兩側(cè)夾緊力各為20000 N,共40000 N;分配上下兩側(cè)夾緊力各為25000 N,共50000 N。
光學(xué)零件不開槽的夾緊方案下,光學(xué)零件的最大主應(yīng)力情況如圖6(a)所示,最大切應(yīng)力情況如圖6(b)所示。由圖6可得,在光學(xué)零件不開槽的夾緊方案下,光學(xué)零件的最大主應(yīng)力為1.11 MPa,最大切應(yīng)力為0.733 MPa,均遠(yuǎn)低于光學(xué)零件破壞的強(qiáng)度極限6×104MPa。最大主應(yīng)力和最大切應(yīng)力均出現(xiàn)在上下兩側(cè)與楔形塊相互接觸的位置,這是因?yàn)轫敆U向內(nèi)擠壓楔形塊時(shí),楔形塊受力不均勻,其兩側(cè)是主要受力點(diǎn)。總體上,光學(xué)零件不開槽的夾緊方案下,不會(huì)出現(xiàn)應(yīng)力集中的情況。
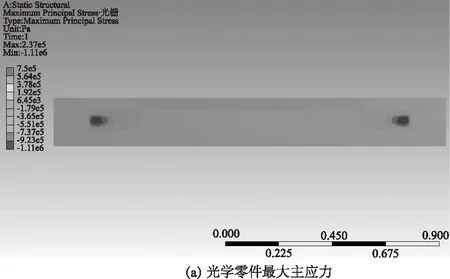
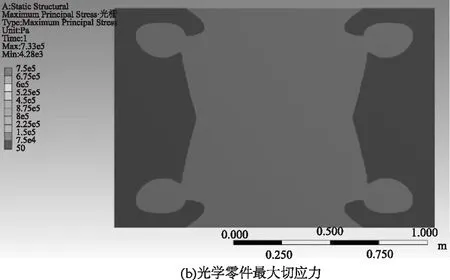
圖6 光學(xué)零件的應(yīng)力分析
3.2 鏡框應(yīng)力情況
圖7為左右鏡框的最大主應(yīng)力情況、最大切應(yīng)力情況。由圖7可得,在光學(xué)零件不開槽的夾緊方案下,左右鏡框的最大主應(yīng)力為70.1 MPa,最大切應(yīng)力為27.1 MPa,小于材料的強(qiáng)度極限,且預(yù)留有三倍以上的安全余量。最大應(yīng)力出現(xiàn)在加強(qiáng)肋與凸臺(tái)的邊緣,在設(shè)計(jì)加工時(shí)可將應(yīng)力集中處附加倒角以減少應(yīng)力集中影響。
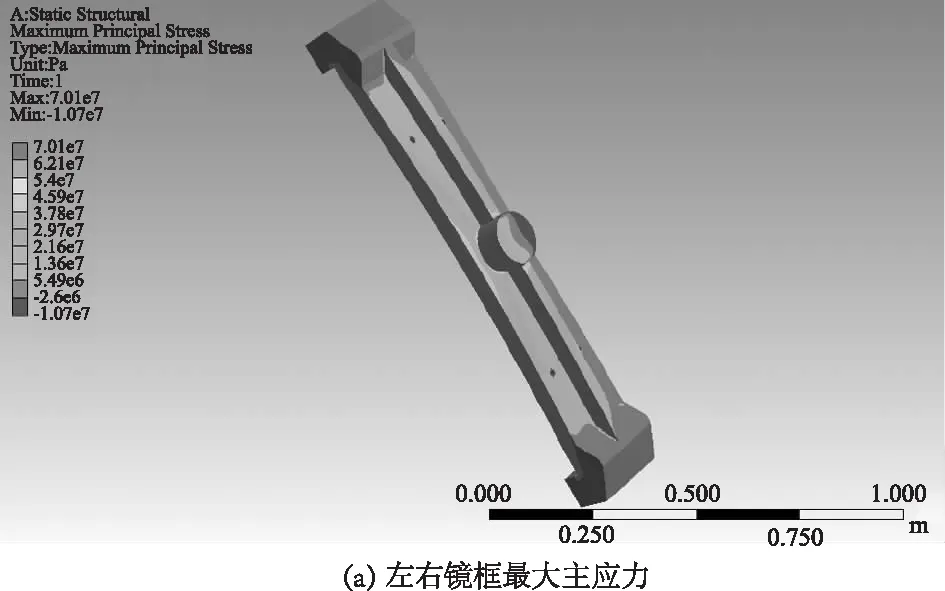
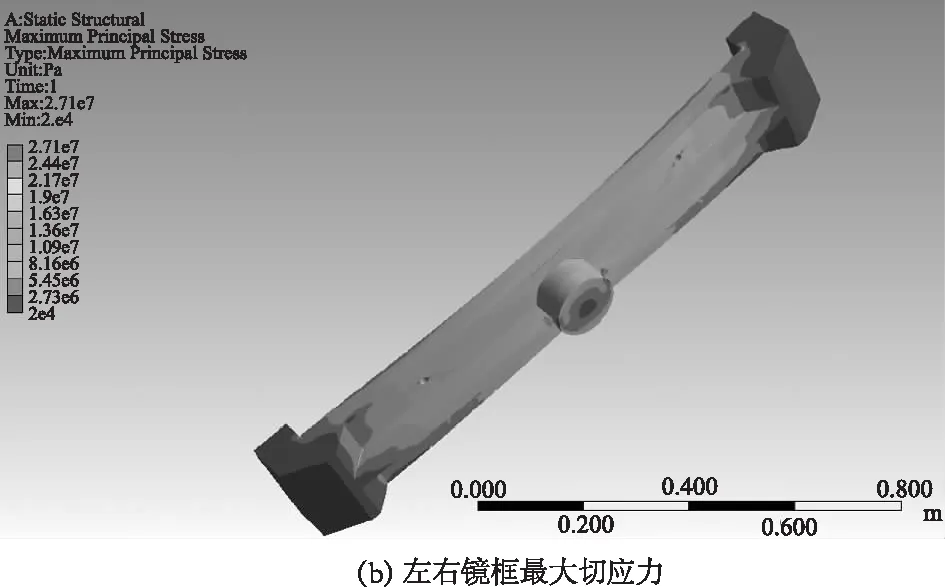
圖7 左右鏡框的應(yīng)力分析
上下鏡框的應(yīng)力情況如圖8所示。由圖8可得,在光學(xué)零件不開槽的夾緊方案下,上下鏡框的最大主應(yīng)力為6.96 MPa,最大切應(yīng)力為4.76 MPa,均遠(yuǎn)小于材料的強(qiáng)度極限,可實(shí)現(xiàn)光學(xué)零件的安全夾緊。
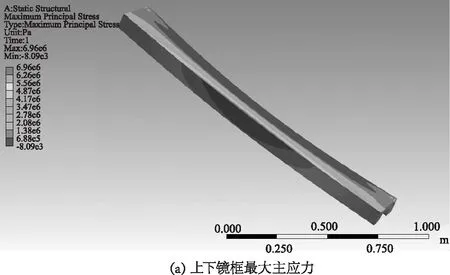
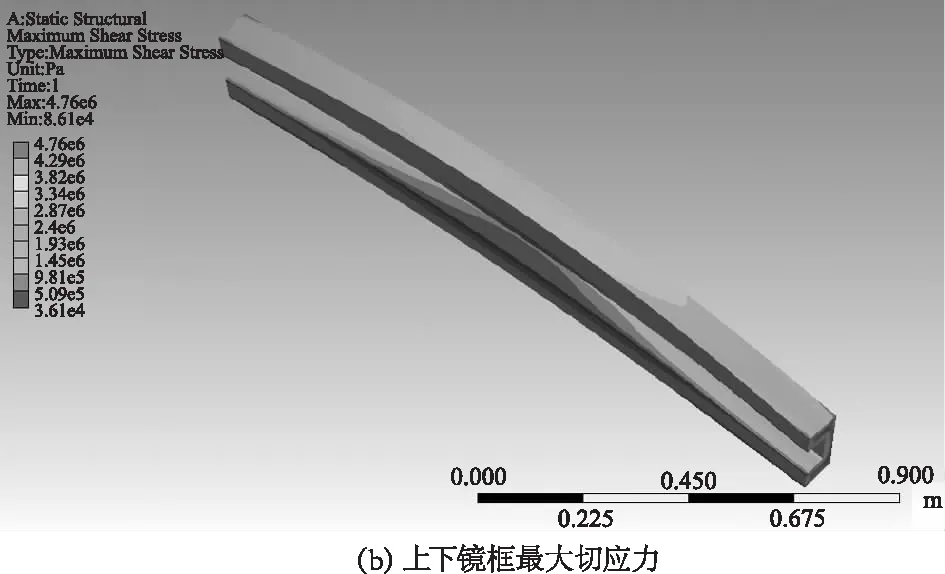
圖8 上下鏡框的應(yīng)力分析
4 結(jié) 論
大口徑光學(xué)元件轉(zhuǎn)運(yùn)過程中的裝夾轉(zhuǎn)運(yùn)方式對(duì)光學(xué)零件的安全性、可靠性起著重要作用。為了避免光學(xué)零件轉(zhuǎn)運(yùn)過程中應(yīng)力集中,出現(xiàn)微裂紋甚至鏡片整體破碎的問題,本文提出了利用摩擦力克服光學(xué)零件的重力和慣性力的低應(yīng)力裝夾轉(zhuǎn)運(yùn)方案。通過仿真計(jì)算,得到該夾緊方案下,光學(xué)零件的最大主應(yīng)力為1.11 MPa,最大切應(yīng)力為0.733 MPa,遠(yuǎn)低于光學(xué)零件破壞的強(qiáng)度極限,且光學(xué)零件受力均勻,無應(yīng)力集中現(xiàn)象。左右鏡框的最大主應(yīng)力為70.1 MPa,最大切應(yīng)力為27.1 MPa,小于材料的強(qiáng)度極限,且預(yù)留有三倍以上的安全余量,可實(shí)現(xiàn)大口徑光學(xué)元件的安全夾緊。利用摩擦力克服光學(xué)元件重力的低應(yīng)力夾緊結(jié)構(gòu)可提高光學(xué)零件的安全性、使用壽命,降低工程成本,對(duì)大型光學(xué)元件的裝夾轉(zhuǎn)運(yùn)方式具有借鑒意義。
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38