WQ3111B松散回潮機過程質量控制的分鐘級響應
2020-04-20 11:09:57楊小輝
中國科技縱橫
2020年1期
關鍵詞:質量控制
楊小輝

摘 要:質量控制的分鐘級響應就是要在生產過程中有預見性的對質量隱患(被控量的異常波動)快速動作,及時消除隱患(異常波動)的過程,也是一個快速響應的過程,最終使制絲產品質量趨于穩態。本文就以松散回潮機為研究對象,探索煙片經松散回潮機加工的過程質量控制中,如何實現質量穩態控制的分鐘級響應。
關鍵詞:質量控制;分鐘級響應;松散回潮;煙片加工
中圖分類號:TS43 文獻標識碼:A 文章編號:1671-2064(2020)01-0214-02
0 引言
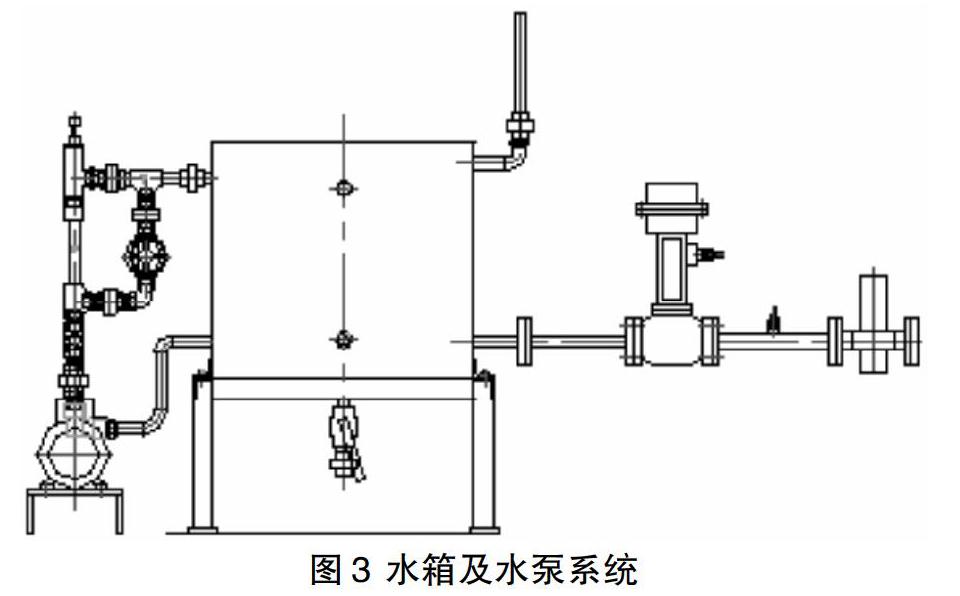
松散回潮機是用于煙廠制絲線上,分切后的煙塊進入回潮筒內,經回潮筒松散、回潮、升溫形成連續出料。葉片在滾筒中翻動輸送,受順向熱風、蒸汽流和進出料端的蒸汽噴射及汽水混合霧狀汽流的潤濕、升溫,從而使煙片軟化松散,溫度、濕度達到工藝要求后流到下工序,即滿足制絲的工藝要求。其工藝任務主要有以下幾點:
(1)使切片后煙片松散,增加煙片的含水率和溫度,提高煙片的耐加工性;(2)改善煙片的感官質量;(3)殺死煙蟲;(4)使煙葉展開,有利于施加料液。綜上所述,松散回潮過程質量控制的關鍵指標參數有煙葉的含水率(%)、溫度(℃)和松散率(%)。
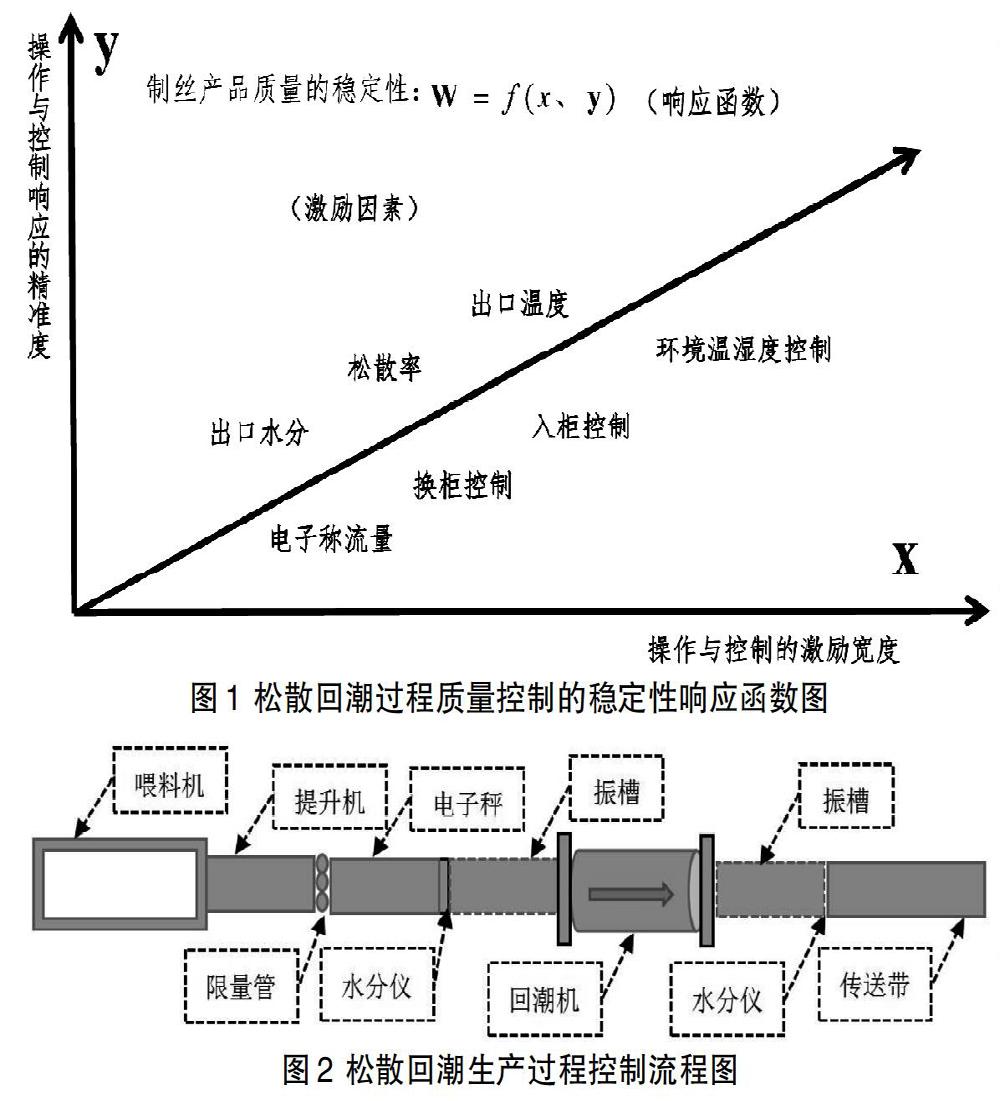
1 構建松散回潮過程質量控制的穩定性響應函數圖
1.1 構建響應函數的思路
如圖1所示,我們把過程控制中產品的出口水分、加料精度、加香精度、摻配精度、出口溫度和設備上的電子秤流量、換柜控制、出、入柜控制以及環境溫濕度定義為控制系統中的激勵因素。在控制過程中,對每一個激勵因素都需要進行多方面分析和多步驟調控(我們將這些分析和調控定義為操作與控制的激勵寬度)后,使得其輸出結果合乎產品的標準(也就是其響應的精準度),最終保證制絲產品質量的穩定性。……
登錄APP查看全文
猜你喜歡
中國科技博覽(2016年19期)2016-10-19 13:36:59
中國科技博覽(2016年18期)2016-10-19 11:06:33
中國科技博覽(2016年18期)2016-10-19 09:03:36
中國科技博覽(2016年18期)2016-10-19 08:46:18
科技視界(2016年21期)2016-10-17 17:58:28
中國實用醫藥(2016年24期)2016-10-17 06:28:30
科學與財富(2016年28期)2016-10-14 19:44:52
科學與財富(2016年28期)2016-10-14 18:58:41
科學與財富(2016年28期)2016-10-14 18:44:58
科技視界(2016年20期)2016-09-29 13:11:33
