孔位置度測具的設(shè)計
2020-04-24 05:24:48中國航發(fā)南方公司湖南株洲412002
金屬加工(冷加工) 2020年3期
■ 中國航發(fā)南方公司 (湖南株洲 412002) 劉 梅
花鍵類零件定心精度要求較高,而且承受的載荷很大,是發(fā)動機上的重要部件。以前公司小批量生產(chǎn)時,測量以花鍵軸線為基準的孔的位置度完全在三坐標測量機上進行,先檢測出具體位置度值,再判斷合格與否。該項檢測的技術(shù)水平要求高、工期長、費用高且不適合生產(chǎn)現(xiàn)場隨時測量。
現(xiàn)階段,隨著航空發(fā)動機生產(chǎn)的不斷發(fā)展壯大,對于大批量的零件檢測,繼續(xù)在三坐標測量機上檢測,則工期更長、費用和勞動強度更大,因此很有必要設(shè)計一種在操作現(xiàn)場就可以檢測零件是否合格的工裝來改善現(xiàn)狀,本文就此提供了一種孔位置度檢測裝置及檢測方法,重點做如下介紹。
1. 問題提出
已知零件結(jié)構(gòu)為漸開線外花鍵長軸類結(jié)構(gòu),以花鍵軸線為基準的孔位置度檢測的零件如圖1所示,外花鍵形狀D—D剖。零件已知參數(shù)見表1,φC=φ3+0.1+0mm,L=30-0-0.3mm,工藝要求以外花鍵軸線為基準,判斷φC孔的位置度是否合格,使?jié)M足位置度φ0.1mm的要求。
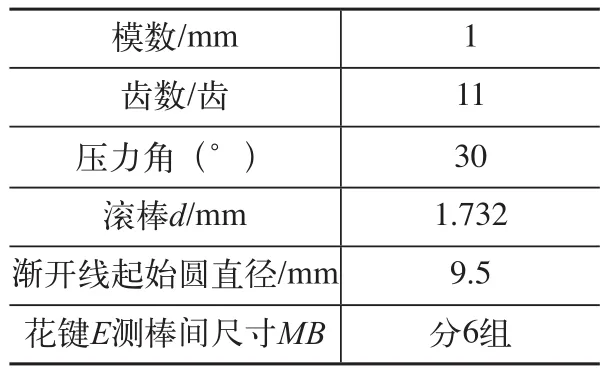
表1 零件參數(shù)
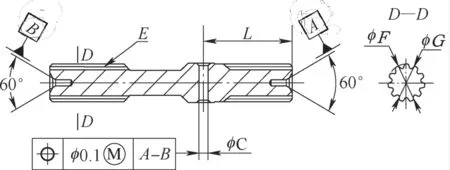
圖1 零件示意
2. 解決措施
(1)問題分析及方案 零件要求在最大實體狀態(tài)時,進行孔的位置度的檢測,因此確定是要做一個位置度綜合測具進行檢測。這種測具綜合限制了被檢驗表面的位置和尺寸的偏差,并允許被檢驗表面實際的極限位置偏差超過圖樣上所給定的位置偏差,其超差值正好被檢驗表面尺寸的實際偏差所補償,只要這種測具能通過零件的被檢驗部位,即標志該零件合格。零件要求以外花鍵軸線為孔位置度檢測的基準,那么設(shè)計的難點就在如何找到定位外花鍵的基準,以此消除定位誤差,分別有以下兩種方案供選擇。
方案一:如圖2所示,采用跟零件外花鍵E相配合的內(nèi)花鍵套在零件的外花鍵上定基準。花鍵E滾棒間尺寸跨棒距MB分了6組,則測具用于定位的內(nèi)花鍵也需要分組,那樣工裝的制造難度增加,而且檢測零件時比較復(fù)雜。
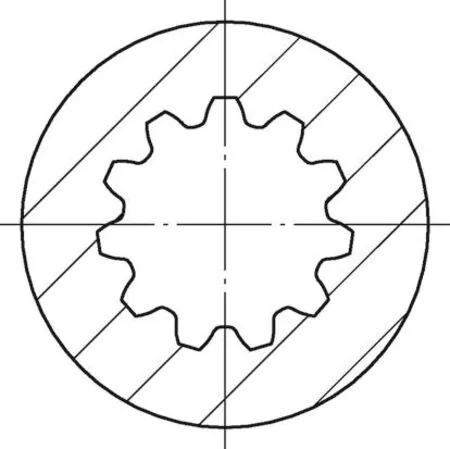
圖2 方案一
方案二:零件的花鍵在加工時是用兩個中心孔定位的,因此該方案采用兩個頂尖頂住兩個中心孔找正外花鍵軸線,結(jié)合與滾棒尺寸相等的球頭定位銷與花鍵齒槽相切,角向定位零件花鍵。在基準完全定好之后,再配合測量銷通過檢測裝置上的孔,看能否插入零件的測量孔,以此判斷孔的位置度是否合格,如圖3所示。這種定位方式是通過直接找花鍵軸線的形式來滿足基準要求,對比第一種方案,這種方案既能滿足基準定位的要求,又減少了工裝制造的難度,因此采取了這種方案進行設(shè)計。
(2)結(jié)構(gòu)設(shè)計及作用 圖4為檢測機構(gòu)結(jié)構(gòu)簡圖,主要由固定架機構(gòu)、定位機構(gòu)和測量機構(gòu)組成。
1)固定架機構(gòu)。固定架機構(gòu)是固定待檢測花鍵的。設(shè)計了軸線在一條直線上的兩個頂尖,從零件兩邊頂住兩個中心孔,實現(xiàn)與零件花鍵的軸線在一條直線上。此時,零件在固定機構(gòu)上是可以軸向位移的,零件測量孔距端面的尺寸L已知,則固定架機構(gòu)要避免干涉零件。
2)定位機構(gòu)。定位機構(gòu)由角向定位銷、定位銷和圓柱頭緊定螺釘組成。角向定位銷在圓柱頭緊定螺釘?shù)霓D(zhuǎn)動下在定位銷內(nèi)上下活動,角向定位銷的球頭與花鍵齒槽相切,消除齒槽間隙,角向定位零件花鍵,實現(xiàn)花鍵的定位功能。與零件花鍵相配的滾棒尺寸已知,則取角向定位銷球頭的尺寸與滾棒尺寸相等。
3)測量機構(gòu)。測量機構(gòu)由測量銷、襯套和測量銷支板組成。零件在固定架機構(gòu)上軸向位移到一定位置,保證測量銷能夠通過測量銷支板內(nèi)的襯套插入零件測量孔,如果能夠插入的話,則零件孔的位置度就合格,反之,則不合格。測量銷的位置度和尺寸的確定如下所述。
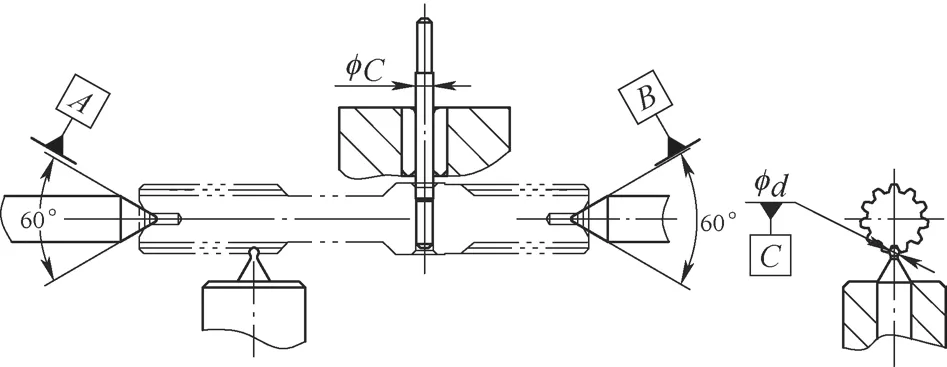
圖3 方案二
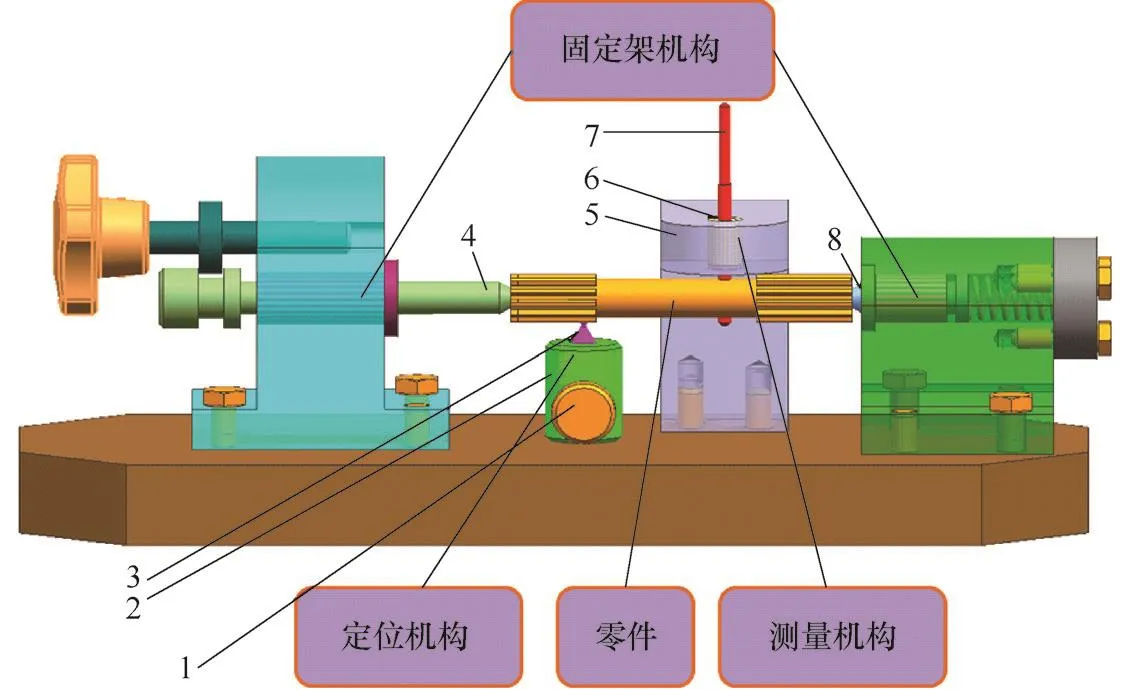
圖4 檢測機構(gòu)結(jié)構(gòu)
測量銷的位置度確定。已知孔的尺寸為φ3+0.1+0mm,要求其以外花鍵軸線為基準、滿足位置度φ0.1mm的要求。表2是我們設(shè)計取值的理論概括,經(jīng)查表2可以知道,測量銷的總公差占零件位置度公差φ0.1mm的40%,則測量銷總公差=0.1×0.4=0.04 mm。
查表2可以知道測量銷直徑公差為0.01 mm,則測量銷直徑公差取±0.005 mm。
測量銷的位置度公差=(測量銷的總公差-測量銷的直徑公差)/2,即(0.04-0.01)/2=0.015 mm。
測量銷的尺寸確定。測量銷的名義尺寸={孔的實效尺寸+測量銷的總公差+孔的實效尺寸}/2,即{(3+0-0.1)+0.04+(3+0-0.1)}/2=2.92 mm,這樣測量銷的理論尺寸為φ(2.92±0.005)mm。
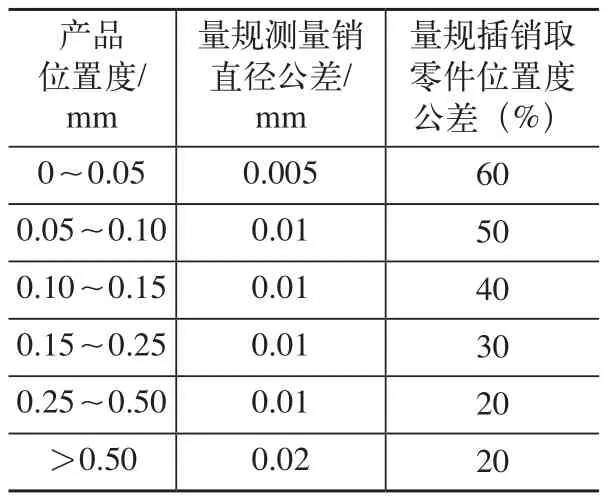
表2 測量銷設(shè)計取值
3. 檢測過程及效果
參照圖5,該測具的具體檢測過程如下所述。
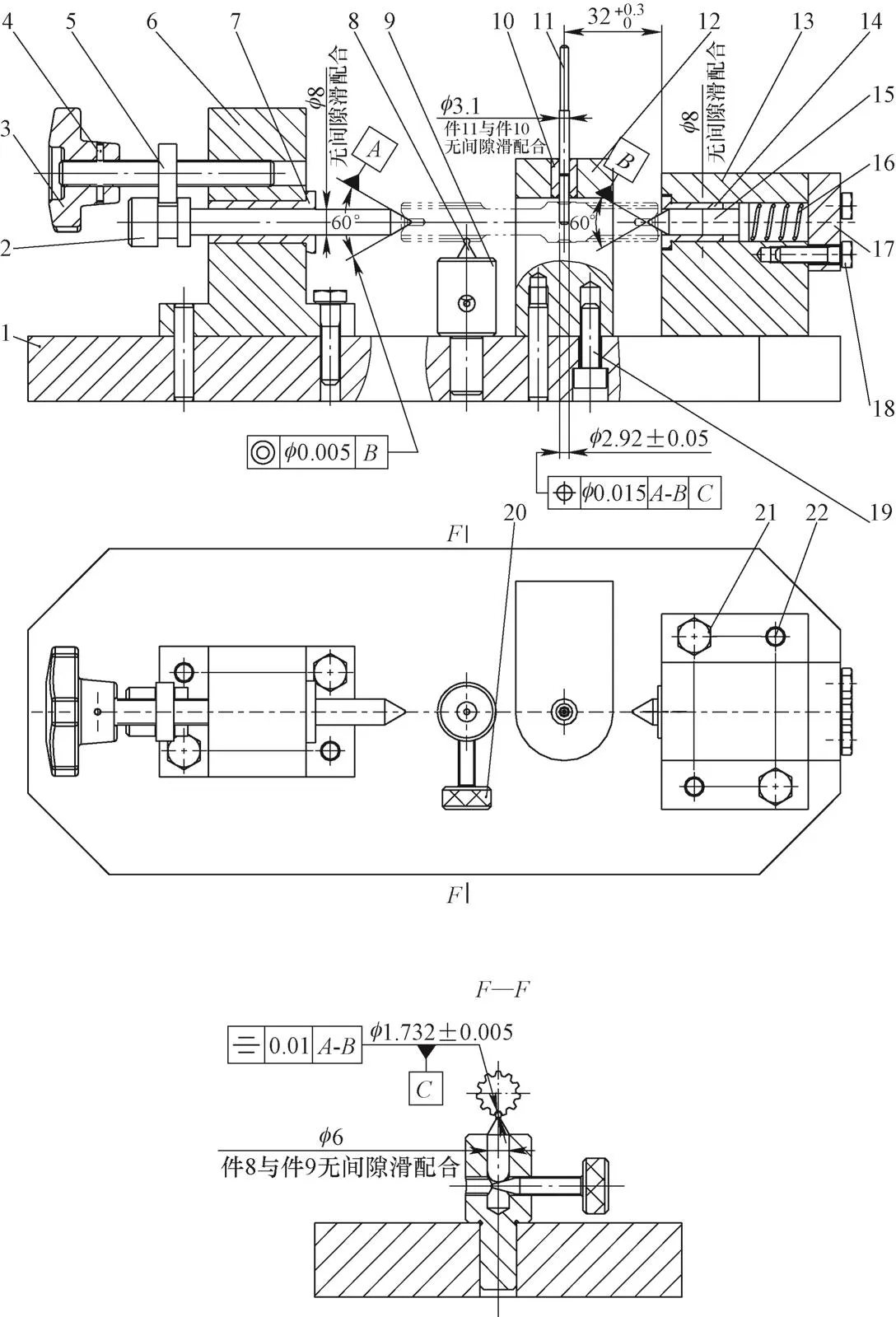
圖5 測具
1)零件在固定架機構(gòu)上軸向位移,轉(zhuǎn)動零件,使零件測量孔的方向和測量機構(gòu)上襯套10的孔方向大致相同。頂尖2在螺釘3的作用下與頂尖15相配合,從零件兩邊頂住兩個中心孔,找到花鍵的軸線。
2)轉(zhuǎn)動圓柱頭緊定螺釘20,角向定位銷8在定位銷9內(nèi)上移,旋轉(zhuǎn)零件,使花鍵齒槽與件8的球頭相切,如圖5所示,角向定位零件花鍵。零件要配合著角向定位銷操作,以消除齒槽間隙,滿足零件的定位要求。
3)零件在固定架機構(gòu)上軸向位移到一定位置,保證測量銷11能夠通過測量銷支板12內(nèi)的襯套10插入零件測量孔,如果插入運動靈活的話,則零件孔的位置度就合格,反之,則不合格,這樣就完成了零件的檢測。
目前,這種檢測裝置在現(xiàn)場繼續(xù)得到應(yīng)用,效果很好。不僅結(jié)構(gòu)簡單,而且操作方便快捷,可以迅速檢測大批量零件,降低了勞動強度和檢測成本,縮短了檢測工期,提高了工作效率。
4. 結(jié)語
本機構(gòu)已獲實用新型專利,經(jīng)過實際使用驗證良好。該機構(gòu)填補了用專用工裝測量批量該類零件的空白,為我們打開了設(shè)計精巧工裝的思路,同時對類似的測量所用工裝的設(shè)計具有指導(dǎo)和實際意義。
猜你喜歡
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2021年6期)2021-11-22 07:50:58
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·七年級數(shù)學(xué)人教版(2020年12期)2021-01-18 06:57:46
中學(xué)生數(shù)理化·八年級物理人教版(2019年9期)2019-11-25 07:33:02
中學(xué)生數(shù)理化·八年級物理人教版(2019年3期)2019-04-25 06:20:54
中學(xué)生數(shù)理化·八年級物理人教版(2018年3期)2018-05-31 08:52:45
數(shù)學(xué)小靈通(1-2年級)(2017年10期)2017-11-08 08:39:45
海峽科技與產(chǎn)業(yè)(2016年3期)2016-05-17 04:32:12
