鏈輪焊接輔助工裝設計
2020-05-25 02:56:03王艷麗
價值工程 2020年13期
關鍵詞:人機工程學
王艷麗

摘要:大功率傳動鏈輪結構整體焊接結構,鏈輪軸組在工作中還要承受整個設備的最大扭矩,整體強度要求高。焊接工藝焊接時鏈輪整體預熱,溫度250-300℃,焊接過程中焊接溫度較高,工作環境惡劣,影響焊接質量,同時焊接需要順時針、逆時針交替焊接,人工翻轉費時費力,所以需要制作好用的輔助工裝,負責焊接時時工件旋轉,操作舒適,符合人機工程學。
Abstract: In the overall welding structure of the high-power transmission sprocket structure, the sprocket shaft group must withstand the maximum torque of the entire equipment during work, and the overall strength demand is high. In welding process, the whole sprocket is preheated during welding, and the temperature is 250-300℃. The welding temperature is high during the welding process, and the working environment is bad, which affects the welding quality. At the same time, welding needs to be clockwise and counterclockwise alternately and Manual flipping takes time and effort, so it is necessary to make a useful auxiliary tooling, which is responsible for the rotation of the workpiece when welding, and the operation is comfortable and ergonomic.
關鍵詞:旋轉軸;支撐板;旋轉盤;人機工程學
1? 概述
礦用鏈輪是礦用刮板輸送機、轉載機傳動的重要部件。大功率傳動鏈輪結構如圖1所示鏈輪軸組,考慮到熱處理設備能力與加工襯板,選擇整體焊接結構,由于輸送機牽引鏈由鏈輪驅動,鏈輪旋轉時,輪齒依次與鏈環嚙合牽引刮板鏈連續運動起到輸送作用;鏈輪軸組在工作中還要承受整個設備的最大扭矩,主要承受滑動和碾壓力,承受脈動載荷與附加載荷,工況條件十分惡劣,焊縫容易受力開裂,焊接強度直接影響鏈輪使用性能和壽命,其壽命只有整機壽命的1/4~1/3,所以提高壽命的重要途徑之一是提高此類結構焊接質量。
2? 工裝結構設計
2.1 產品結構分析
如圖1所示鏈輪結構,鏈輪軸組(焊接結構),兩端為鏈輪,中間位鏈輪軸,鏈輪與軸采用過渡配合裝配在一起,應為軸外壁厚度尺寸較大,所以選擇U型窄間隙焊道。此類坡口形式深度,焊道寬度尺寸小,手工焊接具有操作難度。鏈輪軸組焊接時圓周方向施焊,為保證焊接質量,焊接時需要順時針、逆時針交替焊接,鏈輪軸組重量一般在600-1000kg,焊接時鏈輪整體預熱,溫度250-300℃,焊接過程中焊接溫度較高,操作困難工作環境惡劣,同時要求工件可自由轉動,隨時可停,由于此類結構批量小,一般采取人工操作,焊接時人工翻轉費時費力,工件容易磕碰,同時存在安全隱患,所以需要制作好用的輔助工裝,鏈輪能夠自由轉動,操作方便。
2.2 工裝設計
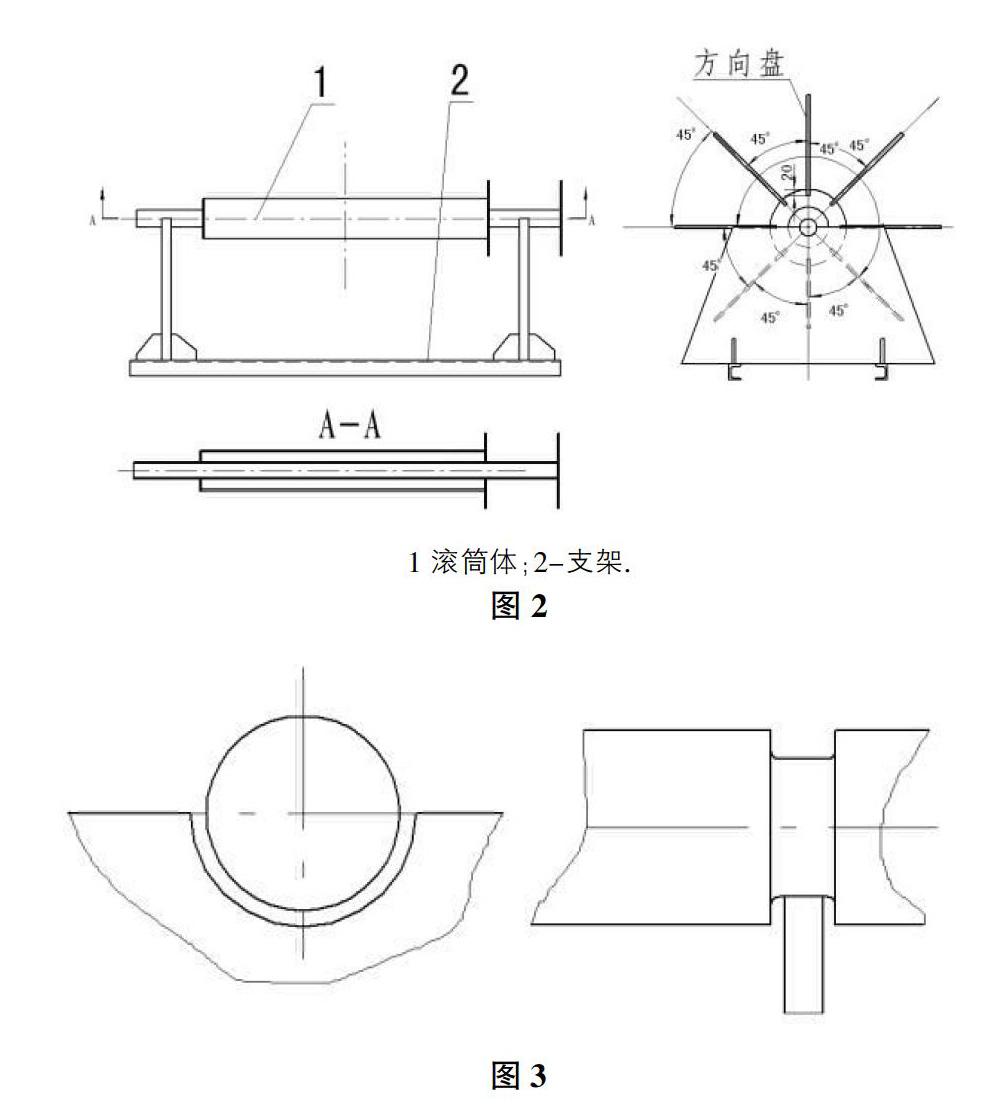
工裝設計根據使用,采用套筒結構,將鏈輪套在軸上,軸可以帶動鏈輪轉動。考慮到人工焊接因素,工裝高度更符合人機工程學,操作舒適,高度設定在600-700mm高,同時配以高腳旋轉椅。
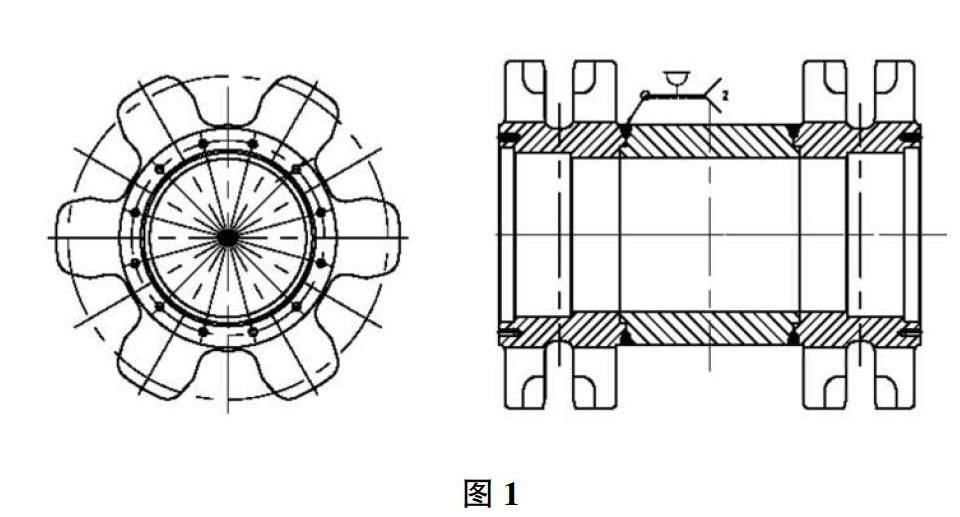
首先設計軸部總體結構,如圖2所示主視圖所示,整體工裝以軸為主體部位,轉動但要求精度不高,同時考慮到工件的裝卡問題,軸便于隨時裝卸。如圖3所示,軸部選擇軸、套形式、間隙配合,間隙1-2mm,上部選擇半開放結構,便于裝卸用來裝卡工件。再軸的一側設計有擋板,放置工件及軸部軸線傳動,避免造成不合格品,影響操作安全性,使工裝安全可靠。
旋轉軸部需要旋轉,實現鏈輪圓周轉動,位置操作者自行控制,所以走的一端引用汽車方向盤的結構原理,如圖2左視圖所示,選擇方向盤上均勻焊接撥叉,拔插選擇強度合適、長度合理的鋼筋,采用圓盤上均布焊接6根拔叉,強度能夠長期承載旋轉力和瞬間踩踏力。
旋轉軸(軸部)如圖2中A-A所示,結構為旋轉軸部分選擇直徑較細的鋼管,兩端與支撐架軸套配合旋轉;外部軸套選擇厚壁鋼管,兩側加蓋,細軸與外部軸套焊接為一體,保證旋轉軸的整體結構強度,也可選擇整體軸加工,中間通過厚壁鋼管加粗,是因為鏈輪軸組重量較重,避免旋轉軸由于鏈輪軸組重量產生的自重產生彎曲。
根據人機工程學原理,推薦用于身高155-160mm的男性人坐著手工操作的最佳區高度600-650mm,腿腳活動空間最佳650-700mm,所以根據鏈輪操作組的焊工平均身高,最終選擇工裝高度設定在600-700mm高(從旋轉軸中心到工裝底部距離),故選擇底部支撐部分(見圖2序號2),兩端設計支撐板,支撐板同時設計套類功能,負責旋轉支撐。底座部分焊有槽鋼,此處不選擇板類,線接觸代替面接觸,可避免地面不平造成工裝不穩固,便于工裝吊運,同時工裝整體重量輕,整體外觀簡單、輕便、可靠。
2.3 工作原理
如圖2所示,旋轉軸旋轉軸與支撐部分配合如圖3所示,半開放式軸套配合,可拆卸。旋轉軸部分放置到支撐架部份上,通過自重,保證旋轉軸不會向上傳動,保證工裝平穩。
使用時,以天車將工件套在滾筒體上,在放置到旋轉軸上,如圖4所示,操作者坐在高腳旋轉椅上,一是方向盤上均勻焊接撥叉,用腳控制方向盤轉動旋轉軸,實現鏈輪圓周轉動,位置操作者自行控制,順時針、逆時針交替焊接,充分保證焊接質量,二是通過工裝,操作者與工件保持適當的距離,避免工件熱量的炙烤,人體感覺舒適,焊接操作穩定,提高焊接質量。配合高腳旋轉椅,操作者隨意旋轉,選取放置焊接材料、保護裝備等。
3? 結語
鏈輪軸組套工裝旋轉軸上,方向盤上均勻焊接撥叉作為方向盤,操作者通過方向盤轉動滾筒體,可控制圓周任意位置停止,實現鏈輪圓周焊接。整個工裝高度適合操作者做高腳椅用腳轉動,保證鏈輪圓周焊接可靠性,提高焊接質量。整套工裝簡單實用,安全可靠,并且結合人機工程學,考慮操作舒適性。通過產品結構分析、整套工裝設計原理剖析、人機工程學等,形成一套工裝設計思路,為今后工裝設計提供可靠性設計方法。
參考文獻:
[1]中國機械工程學會焊接學會.焊接手冊[M].北京:機械工業出版社,2004.
[2]田錫唐.焊接結構[M].機械工業出版社,1996.
[3]吳宗澤,羅圣國.機械設計課程設計手冊[M].高等教育出版社,1995.
[4]熊興福,舒于安.人機工程學[M].清華大學出版社,2016.
猜你喜歡
科技與創新(2016年21期)2017-02-14 09:44:02
山東工業技術(2016年24期)2017-01-12 00:24:36
大學教育(2016年12期)2017-01-03 19:29:53
藝術科技(2016年10期)2016-12-14 20:11:18
藝術與設計·理論(2016年10期)2016-11-04 16:29:48
文藝生活·中旬刊(2016年10期)2016-11-04 06:29:49
科技視界(2016年20期)2016-09-29 11:47:01
中國科技博覽(2016年6期)2016-04-25 10:43:27
科技視界(2016年8期)2016-04-05 09:11:14
青春歲月(2015年14期)2015-07-29 14:40:38
