拋光轉速對氧化鋯顏色及表面平滑度的研究
2020-06-05 05:05:20蔣偉許勝敖翩梁勉瑚韋中原唐禮通訊作者
世界最新醫學信息文摘 2020年28期
蔣偉,許勝,敖翩,梁勉瑚,韋中原,唐禮(通訊作者)
(1 廣西醫科大學附屬口腔醫院種植科/ 廣西口腔頜面修復與重建研究重點實驗室/ 廣西頜面外科疾病診治研究重點實驗室/ 廣西顱頜面畸形臨床醫學研究中心,廣西 南寧 530022;2 廣西英華國際職業學院,廣西 欽州 535000)
0 引言
氧化鋯具有優良的力學性能和顏色性能而被廣泛運用于口腔修復,其顏色性能和天然牙相似,半透明性和層次感良好,更符合美學要求和美學原則。目前,氧化鋯全瓷冠已成為前牙區美學修復的首選。拋光制作氧化鋯全瓷牙的重要步驟之一,通過減少表面裂紋數提升氧化鋯的力學性能,降低表面粗糙度,減少菌斑附著,提升表面光澤度從而增加美學效果。拋光效果往往以表面粗糙度和光澤度等客觀評價指標來衡量[1]。目前研究更多是集中在不同的拋光套件上[2-3],而忽略拋光速度的影響。拋光速度一定程度上影響著拋光工具在試件表面的打磨效率和打磨深度從而影響拋光效果,也會影響顏色,在一定程度上也影響了義齒的美觀性[3]。因此,本研究通過探討拋光轉速對氧化鋯顏色及表面平滑度的影響,為口腔工作提供數據參考。現將結果報道如下。
1 材料和方法
1.1 實驗材料。氧化鋯陶瓷(A1,愛迪特,中國);CeraMaster 拋光套件(松風,日本),Dialite ZR 拋光套件(Brasseler,美國);燒結爐(Wieland,German);切削機(Wieland,German);分光色差儀(MetaVue VS 3200,愛色麗,美國);打磨機(YJD,中國);粗糙度儀(TR221,技佳,中國);光澤度儀(WG60G,威福光電,中國)
1.2 實驗方法
1.2.1 試件制作:用切削機切削來自同一色號氧化鋯盤的直徑10 mm,厚度1 mm 的氧化鋯瓷片坯后并放入氧化鋯燒結爐中燒結,經四次升溫至1539°C,燒結12 h 后自然冷卻至室溫,挑選出表面平整,無明顯倒凹、劃痕的試件50 個。用柔巾擦拭后用分光色差儀在配套的標準黑色底座、D65 光源、10°視角下測量其L,a,b,值,測量三次并取平均值作為初始參數值。
1.2.2 試件分組及拋光處理:將試件隨機分為6 組,每組10個試件,其中5 組在CeraMaster 拋光系統進行拋光(速度為9000,12000,15000,18000,21000 轉/ 分)。對照組為市售Dialite ZR 系統進行拋光(7000 轉/分)。拋光時間為60S,拋光方向為順時針,拋光走向為同一方向,所有試件每次拋光后更換新的拋光輪。
1.2.3 拋光后顏色參數、表面粗糙度、光澤度的測定:將每次拋光處理前和后的試件用柔布擦拭,確保表面無任何殘留和粉塵,在進行顏色檢測之前對分光光度計在標準白底背景下校準,每個試件在比色儀配套的標準黑色底座下測量l`,a`,b`值,所有顏色樣本相關顏色數據都是在 D65 光源、10°視角下測量和計算的結果。測量中心為試件測試面圓心,測色光斑直徑為10mm,測量過程中無遮擋無邊緣漏光,測量三次并取平均值。并計算在拋光前和拋光后的L、a、b、E的差值(l-l`=△l,△l、△a、△b、△E 亦按此做相應計算),△E=[(l-l`)2+(a-a`)2+(b-b`)2]-2。試件在拋光后也進行光澤度和表面粗糙度檢測以獲得GU(Glossiness units)值和Ra 值。
表1 各組拋光速度的△L、△a、△b、△E 、GU、Ra 統計結果

表1 各組拋光速度的△L、△a、△b、△E 、GU、Ra 統計結果
△L △a △b △E GU Ra 9000 rpm -1.89±0.30a 0.37±0.25a 1.74±0.38a 2.64±0.26a 45.88±6.67a 0.56±0.09a 12000 rpm -2.42±0.36a,b 0.30±0.38a,b 1.50±1.05a,b 3.03±0.53a,b 54.90±5.45b 0.52±0.11a,b 15000 rpm -2.66±036c 0.49±0.20a,b,c 2.29±0.60a,b,c 3.58±0.43c 61.87±6.25b,c 0.48±0.10a,b,c 18000 rpm -3.84±0.53c,d 0.91±0.50c,d 2.71±1.29a,c,d 4.94±0.78d 66.24±5.42c,d 0.44±0.06b,c,d 21000 rpm -4.75±0.67e 1.76±0.54e 2.57±0.73a,b,c,d,e 5.73±0.79e 69.14±7.38c,d,e 0.38±0.06c,d,e Control -2.29±0.26a,b,f 0.45±0.22a,b,c,d,f 1.96±0.35a,b,c,d,e,f 3.07±0.34a,b,f 56.28±8.42b,c,f 0.48±0.10a,b,c,d,e,f
1.3 統計學分析。采用SPSS 21.0 軟件分析數據,計數資料以平均值±標準差表示,組間數據比較采用單因素方差分析△L、△a、△b、△E 、GU、Ra 均數比較,用Bonferroni法進行組內兩兩比較,計算P 值。(α=0.05)。
2 結果
2.1 不同拋光速度各參數比較。各組拋光后平均△L、△a、△b、△E、 GU 和Ra 值見表1。低轉速實驗組的均值△L、△a、△b、△E、GU 相對較低,而高速組的Ra 值較低。低轉速下的△E 和GU 值較低,但隨著拋光速度上升而上升,而Ra 則呈相反趨勢。在<12000 rpm 時,△E<3.3,GU>40,Ra<0.64, 并 與21000 rpm 組 有 顯 著差異(P<0.05)。各實驗組與對照組相比,從9000 rpm 到15000 rpm 的△E 與對照組差異無統計學意義(P>0.05)。12000 rpm 和15000 rpm 與對照組的GU 值差別無統計學差異(P>0.05),但9000 rpm 顯著低于12000 rpm 的GU 值(P<0.05)。而所有實驗組與對照組在Ra 上均無統計學差異(P>0.05)。
2.2 各拋光組試件表面變化。從圖1 可以看出未拋光的試件表面亮度較高,更白。而經過拋光的9000 rpm 的試件表面就開始變得深沉,試件表面變黃,變暗,且各拋光速度組的表面顏色相近,亮度有肉眼可辨差異。然而,拋光后的樣品色調開始變深,黃色色調變得深刻。在視覺觀察上,各速度組表面色調變化相近,但亮度有所不同。9000 rpm、12000 rpm 的實驗組與對照組無論從亮度是還是色調上視覺偏差都不大。
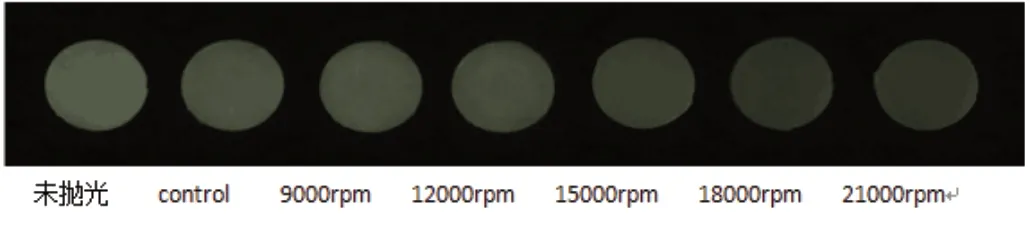
圖1 各拋光速度組色差圖像
3 討論
氧化鋯常用于前牙美學修復,顏色性能易受生產中燒結、飾瓷、基底瓷、拋光、基牙預備情況等環節的影響。拋光作為臨床和技工端常用的處理技術,既會影響顏色還會影響表面光澤度、粗糙度。顏色的改變對于美學修復有重要影響,其量化指標為色差△E,代表的是在色域空間內的兩顏色坐標點的距離。本實驗12000 rpm 組的色差為(3.03±0.53),且色差觀察圖中在肉眼下也并未發現與未拋光試件有明顯差別。且該值對于實際工作起到了質控作用,有學者[4]認為在口腔環境中,牙齒的色差△E>3.3 時被認為是能被非顏色專業人員所察覺,并以此為臨床上義齒顏色質控標準。伴隨著拋光速度的增加,其色差值高于3.3 并逐漸增大,而由于氧化鋯為白色色調和拋光為表面光滑而非染色處理,△a 和△b 變化相對不大,這與李文晶[3]所研究的結果一致。筆者認為這可能是因為拋光輪上的石英砂磨損脫落后,其拋光輪底面直接與試件表面接觸摩擦,其表面被拋光輪底色所染色,且轉速越高,程度越大。另外,當拋光速度過高時拋光材料有時會因為高熱發生炭化并殘留在表面劃痕。
表面粗糙度是拋光的一個重要評價指標,代表了微觀下試件表面凸起和凹陷的垂直向誤差誤差,在一定程度上反映了拋光效能。本實驗中,Ra 值隨著拋光速度的遞增而遞減,而GU 隨速度遞增而遞增。這與Chavali[2]所發現的趨勢相一致。筆者認為物理拋光的過程為拋光磨頭表面的石英砂在試件表面高速打磨,把表面原不規則的、較粗大的劃痕更新成細密、規律的劃痕,轉速越高,單位時間內打磨效能越高。9000 rpm 的Ra 值低于天然牙的釉質表面粗糙度為(0.64±0.25)um[5]。隨著拋光速度的增加,Ra 值呈下降趨勢,Ra 值的降低有助于減少菌斑的聚集,在Ra<0.2 um 菌斑無法在牙科修復材料表面的形成[6]。而過高的表面粗糙度會引起患者唇、舌對義齒表面粗糙的不適主觀感受[7]。
光澤度其代表了物體表面鏡面反射的能力,人的牙釉質光澤度在40 GU-52 GU,一般臨床上也以此作為拋光效果參照,在本研究中9000 rpm 轉速的GU 值為(45.88±6.67)。盡管在拋光之后,其亮度發生了降低,但其光澤度卻有較大程度的提升,主要是因為修復體表面也從漫反射變為鏡面反射,而且其表面鏡面反射的光通量要遠高于其因色調改變而吸收的光通量,從而給患者更為“明亮”的視覺感受。但由于牙表面是弧形,且在日常說話交談中,修復體會被觀察者從各個角度所觀測。當觀測光線與試件表面劃痕垂直時,表面以漫反射為主,光澤度測量結果偏低;當與劃痕平行時,光以鏡面反射為主,光澤度偏高。而本實驗采用垂直于試件表面劃痕來測量光澤度,主要是為了模擬觀察者對于義齒唇面的實際觀察情況。
綜上所述,隨著轉速遞增,色差增大,Ra 值降低,光澤度增大,但本研究未考慮到拋光目數、拋光介質、溫度、拋光輪著色等因素對色差、光澤度以及表面粗糙度的影響,仍需要研究進一步證實。
