智能鋼結構制造廠網絡設計探索
2020-06-08 02:04:36夏泉
昆鋼科技 2020年2期
夏 泉
(電子信息公司)
1 系統概述
昆鋼智能制造廠工藝設計為年產輕型鋼結構100 000 t的自動化工廠,廠房智能化、自動化程度高,大部分生產設備均無人化,這也要求提高對生產環境、設備遠程監控能力,同時廠區基礎網絡日常正常辦公的保證,快速、通暢的園區網絡是各個子系統正常運轉的基礎。
鑒于該廠智能化、自動化程度高,大部分生產設備均無人化,建設一套安全、快速、智能化的基礎網絡來滿足園區的使用,根據智能制造園區的功能使用規劃此次園區的網絡按照功能以分層的網絡結構來規劃,整個園區網絡分為辦公網絡、視頻監控網絡、生產網絡三個獨立的網絡來進行規劃,網絡結構清晰、擴展性好、便于管理維護可以滿足現在及未來3-5年內的發展需要。
2 廠區各子系統應用需求分析
整個廠區分為辦公區域,鋼材原料堆場、能源及原料倉庫(燃氣罐、油漆、焊接輔材等)、成品堆場。生產區域分為小件切割區域、立體倉庫及AGV自動運輸系統區域、高速鉆床及坡口機區域、型材加工區域或鋸鍛鎖區域、機器人組焊區域、拋丸噴涂區域六個區域。
辦公區域需求為辦公網絡,生產數據統計分析及生產實績收集及考核等信息。
生產區域需求為生產管控、過程控制、設計實績收集、生產過程監控及操作等數據。倉儲區域需要對物料進出操作,生產投料及成本歸集。
整個廠區需要進行安防監控及重要工位工藝監控,門崗物資進出稽查信息交換,重要危險源安全健康及預警。
3 廠區各子系統設計
3.1 網絡設計的依據
3.1.1 工藝設備區域劃分及數據通信需求
1)辦公網主要覆蓋區域為辦公室,廠區部分崗位,比如倉儲收發貨、保安門崗值守的電子出門條管理等工位。辦公網絡用于各辦公人員接入昆鋼信息化網絡進行日常的協同辦公、ERP、郵箱、上網等辦公使用,視頻監控網絡專門用于整個園區的視頻監控設備的接入使用,生產網絡用于接入整個園區的自動化生產設備的接入互聯,三個網絡互相獨立互不影響可以保障辦公、視頻監控、生產的高效、快速、安全使用。
2)生產數據網的設計主要依據智能化工廠將來預定的生產組織管理模式對數據傳輸的需求,生產工藝設備各區域(原料堆場、產品堆場、小件切割區域、立體倉庫及AGV自動運輸系統區域、高速鉆床及坡口機區域、型材加工區域或鋸鍛鎖區域、機器人組焊區域、拋丸噴涂區域)之間的數據交換需求,以及各區域內部設備連網及生產操作的功能要去來實施。
3)視頻網覆蓋整個廠區,視頻圖像數據采集包括安防監控及生產工藝監控,其中生產工藝監控還需要與生產數據網進行數據交換,實現工位生產數據與視頻的軟件集成,進而實現特定的智能化生產管理。而安防監控通過服務器智能圖像分析可以實現特定區域人員進出預警或人數統計等智能安防功能。
4)工廠投產后預定的生產組織模式,智能化工廠,生產計劃自動生成及自動排產,通過網絡自動下達到各工位,并執行,生產實績收集及統計,形成生產績效考核評估;智能化工廠生產集中監控,集中操作,減少各工位人力資源需求,提升企業效益;各工藝設備采用物聯網技術網絡,實現遠程監控及操作,通過MES系統進行生產統一管控,進而實現各生產工藝協同生產,實現無人化生產管控。
5)各生產工藝區域建設要實現一定程度的智能化,而這些智能化的實現,就會形成各區域內工藝設備數據交換需求、各工藝區域設備間也會產生數據通信的需求,甚至辦公網、生產網、視頻網三網間也會形成網間數據交換需求。而這些需求對數據通信的量和速度是不相同的,對網絡設計時,網絡結構、設備性能定位需要有針對性地進行。
6)網際間數據通訊的可靠性快速性及網絡安全,網際間數據通訊的可靠性快速性與網絡安全是一個矛盾的量,在網絡設計時,這兩者的均衡性也是網絡設計時需要考慮的重要因素。
3.2 辦公網
辦公網絡以辦公樓為中心作為匯聚層接入昆鋼新區辦公網絡,原料堆場、產品堆場、小件切割區域、立體倉庫及AGV自動運輸系統區域、高速鉆床及坡口機區域、型材加工區域或鋸鍛鎖區域、機器人組焊區域、拋丸噴涂區域作為接入層來對整個智能制造園區進行辦公網絡的覆蓋。
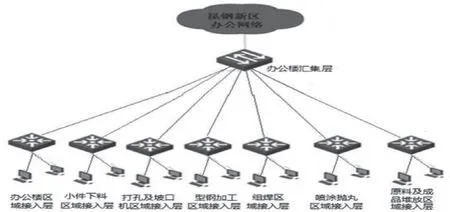
圖1 辦公網絡示意圖
3.3 生產網絡
生產網絡以辦公樓為中心作為匯聚層,原料堆場、產品堆場、小件切割區域、立體倉庫及AGV自動運輸系統區域、高速鉆床及坡口機區域、型材加工區域或鋸鍛鎖區域、機器人組焊區域、拋丸噴涂區域作為接入層來對整個智能制造園區進行生產網絡的覆蓋,在生產網絡中將對小件智能下料中心進行無線網絡的覆蓋來滿足對AGV小車的使用。各區域內網絡設計為百兆網,區域間設計為千兆網。
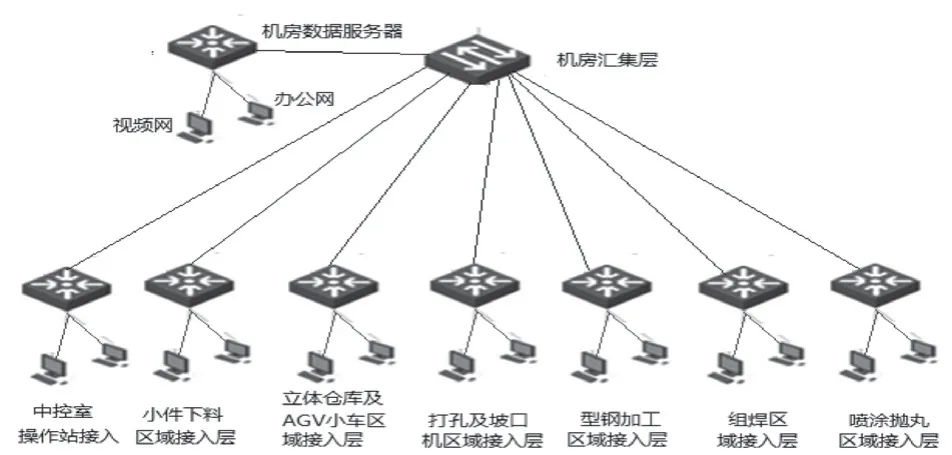
圖2 生產網絡示意圖
3.3.1 鋸鉆鎖生產線上位監控及網絡通信要求
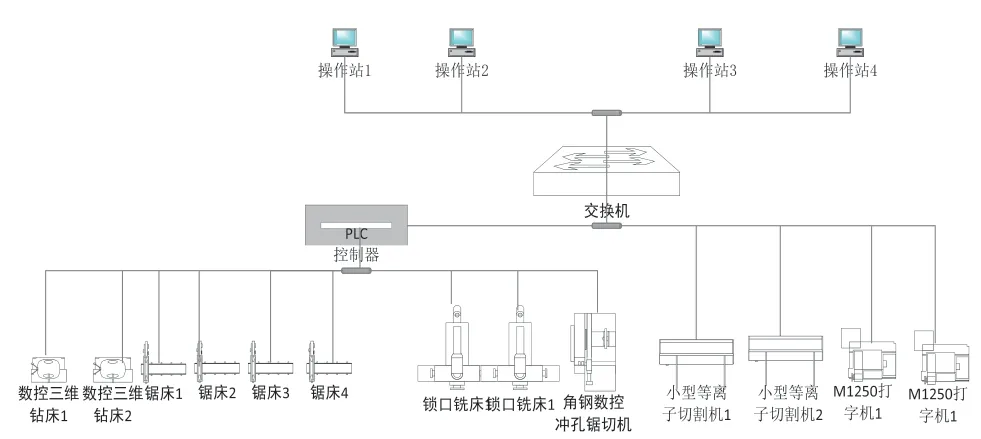
圖3 鋸鉆鎖生產線操作站示意圖
1)標準產品控制器采用采用西門子品牌控制器,非標控制器由設備制造商完成通信接口和通信協議轉換,并實現與上位操作站監控軟件的通信,為建設方開發全廠MES系統創造統一的通信方式、統一的通信協議。
2)設備制造商完成鋸鉆鎖生產線區域內設備集成,所有設備通過區域網絡交換機進行通信,區域交換機及交換機到整個廠區的基礎網絡由甲方負責設計實施。
3)操作站使用西門子工業控制監控軟件WinCC,在操作站上完成如下功能:人機對話、設備運行狀態及關鍵參數顯示、設備預警數據顯示、生產實績收集。
4)設置4個操作站,其中三個操作站使用研華19寸觸摸屏一體機,分別安裝于三條鋸鉆鎖生產線現場合適位置,操作站4使用pc機,安裝于中控室。
3.3.2 鋸鉆鎖生產線上位監控及網絡通信要求
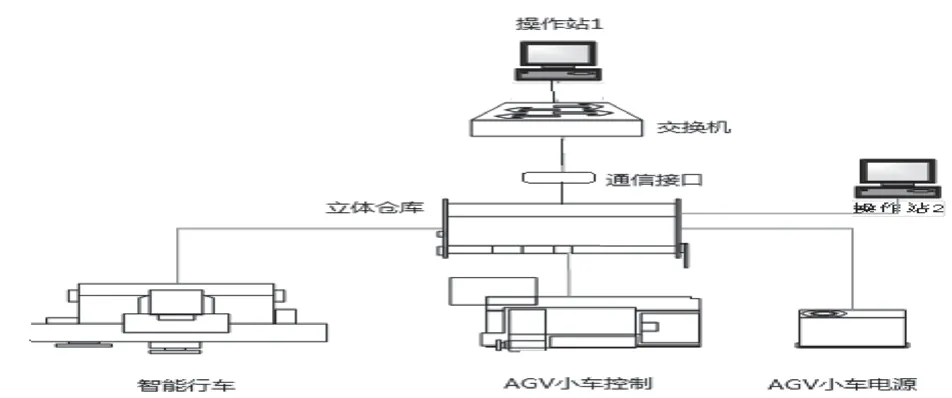
圖4 鋸鉆鎖生產線操作站示意圖
1)標準產品控制器采用采用西門子品牌控制器,非標控制器由設備制造商完成通信接口和通信協議轉換,并實現與上位操作站監控軟件的通信,為建設方開發全廠MES系統創造統一的通信方式、統一的通信協議、統一的數據格式。
2)設備制造商完成立體倉庫自動物流線區域內設備集成,所有設備通過區域網絡交換機進行通信,區域交換機及交換機到整個廠區的基礎網絡由甲方負責設計實施。
3)操作站使用西門子工業控制監控軟件WinCC,在操作站上完成如下功能:人機對話、設備運行狀態及關鍵參數顯示、設備預警數據顯示、生產實績收集。4)設置2個操作站,其中操作站2使用研華19寸觸摸屏一體機,安裝于生產線現場合適位置,操作站1使用pc機布置位于中控室。
3.3.3 拋丸噴涂生產線上位監控及網絡通信要求
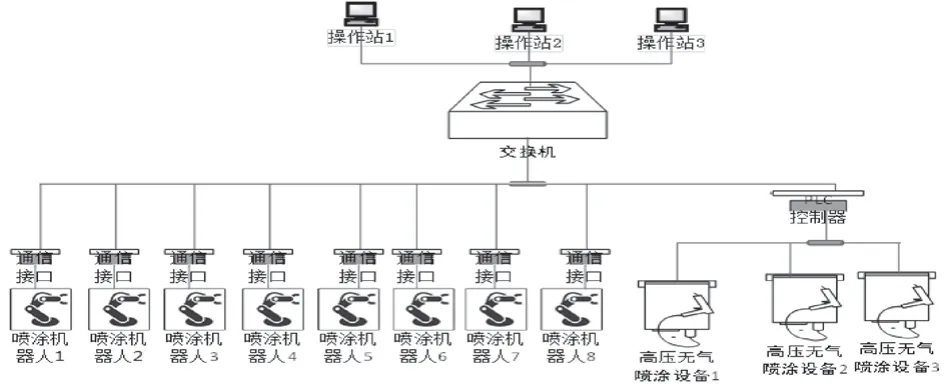
圖5 拋丸噴涂生產線操作站示意圖
1)標準產品控制器采用采用西門子品牌控制器,非標控制器由設備制造商完成通信接口和通信協議轉換,并實現與上位操作站監控軟件的通信,為建設方開發全廠MES系統創造統一的通信方式、統一的通信協議。
2)設備制造商完成拋丸噴涂生產線區域內設備集成,所有設備通過區域網絡交換機進行通信,區域交換機及交換機到整個廠區的基礎網絡由甲方負責設計實施。
3)操作站使用西門子工業控制監控軟件WinCC,在操作站上完成如下功能:人機對話、設備運行狀態及關鍵參數顯示、設備預警數據顯示、生產實績收集。
4)設置4個操作站,其中三個操作站使用研華19寸觸摸屏一體機,分別安裝于生產線現場合適位置,操作站4使用pc機安裝于中控室。
3.3.4 切割及分揀生產線上位監控及網絡通信要求
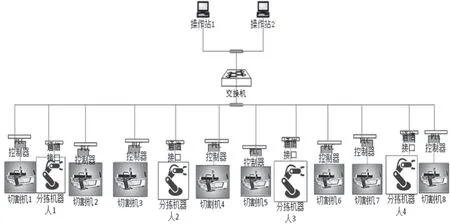
圖6 切割及分揀生產線操作站示意圖
1)標準產品控制器采用采用西門子品牌控制器,非標控制器由設備制造商完成通信接口和通信協議轉換,并實現與上位操作站監控軟件的通信,為建設方開發全廠MES系統創造統一的通信方式、統一的通信協議。
2)設備制造商完成切割及分揀生產線區域內設備集成,所有設備通過區域網絡交換機進行通信,區域交換機及交換機到整個廠區的基礎網絡由甲方負責設計實施。交換機到切割機、分揀機器人的通訊接口、通訊協議轉換、數據格式轉換由設備制造商設計實施。
3)設置2個操作站,其中一個操作站使用研華19寸觸摸屏一體機,安裝于現場合適位置,另一臺操作站使用pc機,安裝于中控室。
4)操作站使用西門子工業控制監控軟件WinCC,在操作站上完成如下功能:人機對話、設備運行狀態及關鍵參數顯示、設備預警數據顯示、生產實績收集。
3.3.5 數控鉆床生產線上位監控及網絡通信要求
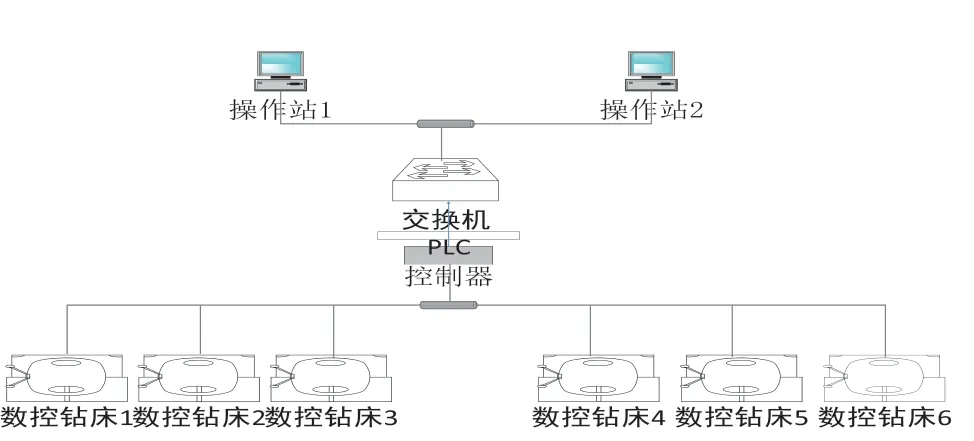
圖7 數控鉆床生產線操作站示意圖
1)標準產品控制器采用采用西門子品牌控制器,非標控制器由設備制造商完成通信接口和通信協議轉換,并實現與上位操作站監控軟件的通信,為建設方開發全廠MES系統創造統一的通信方式、統一的通信協議。
2)設備制造商完成數控鉆床生產線區域內設備集成,所有設備通過區域網絡交換機進行通信,區域交換機及交換機到整個廠區的基礎網絡由甲方負責設計實施。
3)操作站使用西門子工業控制監控軟件WinCC,在操作站上完成如下功能:人機對話、設備運行狀態及關鍵參數顯示、設備預警數據顯示、生產實績收集。
4)設置2個操作站,其中操作站1使用研華19寸觸摸屏一體機,安裝于鉆床生產線現場合適位置,操作站2使用pc機布置位于中控室。
3.3.6 組焊生產線上位監控及網絡通信要求
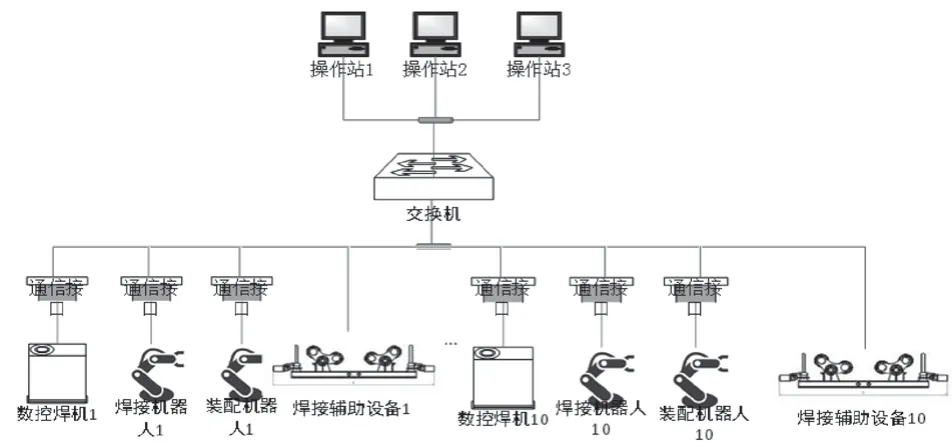
圖8 組焊生產線操作站示意圖
1)標準產品控制器采用采用西門子品牌控制器,非標控制器由設備制造商完成通信接口和通信協議轉換,并實現與上位操作站監控軟件的通信,為建設方開發全廠MES系統創造統一的通信方式、統一的通信協議。
2)設備制造商完成組焊生產線區域內設備集成,所有設備通過區域網絡交換機進行通信,區域交換機及交換機到整個廠區的基礎網絡由甲方負責設計實施。
3)操作站使用西門子工業控制監控軟件WinCC,在操作站上完成如下功能:人機對話、設備運行狀態及關鍵參數顯示、設備預警數據顯示、生產實績收集。
4)設置3個操作站,其中2個操作站使用研華19寸觸摸屏一體機,互為備用,安裝于組焊生產線現場合適位置,操作站3使用pc機,安裝于中控室。
3.4 視頻網
廠區視頻監控系統采用純網絡模式,前端全部采用網絡攝像機,信號通過廠區局域網傳輸。中心機房設置在監控中心旁,內部包含了管理控制子系統和集成聯動等部分,是整個監控系統的核心,是軟件平臺的核心;在保安亭設置分控中心,保安人員可以在保安室通過客戶端預覽、回放監控錄像,并能在權限范圍內對前端監控點進行控制。系統結構圖如下:
視頻圖像與過程控制監控及生產操作集成時,通過視頻服務器讀取數據,通過軟件處理,與生產管理數據、PLC過程控制數集成,形成生產操作及控制系統。
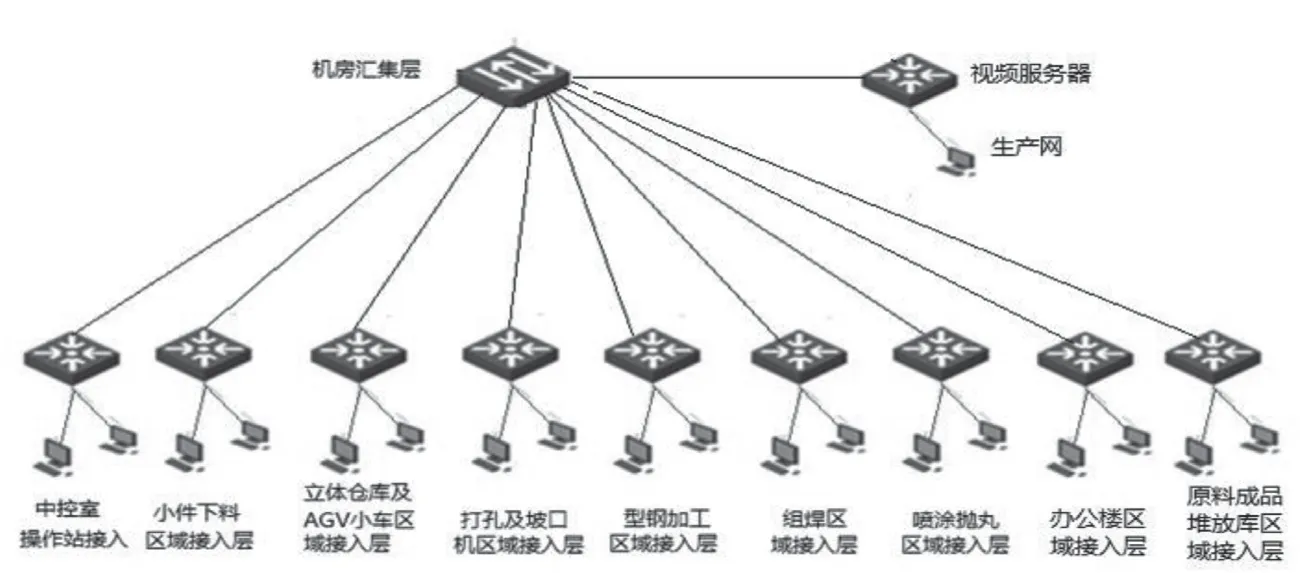
圖9 廠區視頻監控系統結構
4 機房匯集
辦公網、生產網、視頻網匯集到中心機房,在機房設置生產網絡數服務器、視頻數據服務器,再利用服務器作為網橋,把辦公網、生產網和視頻網三網匯集,實現ERP系統、MES系統網絡互通,數據共享,最終實現辦公、項目設計、經營管理、生產管控、過程操作監控高度集成的智能網絡系統。
5 設備選型
5.1 辦公網
交換機要求滿足的參數:1、交換容量≥590 bps,轉發性能≥220 pps;,設備品牌華三、銳捷、華為。
5.2 生產網
服務器兩臺,互為備用,滿足以下參數:4個Intel2.3 Hz 處理器內存:512 B TruDDR4 2666 MHz ,品牌:IBM、HP、DEL,接入交換機滿足以下參數:交換容量≥120 bps,轉發性能≥20Mpps;,品牌為華三、銳捷、華為。
匯集交換機要求滿足的參數為:交換容量≥590 Gbps,轉發性能≥220 Mpps;,品牌為華三、銳捷、華為。
5.3 視頻網
接入交換機要求滿足的參數為:交換容量≥120 bps,轉發性能≥20 pps;
匯集交換機要求滿足的參數為:交換容量≥590 bps,轉發性能≥220 pps,品牌為華三、銳捷、華為。
服務器要求滿足的參數為:4個 Intel2.3 Hz 處理器內存:512GB TruDDR4 2666 MHz,品牌為IBM、HP、DEL。
5.4 機房三網匯
匯集交換機要求滿足的參數為:交換容量:≥85 bps,轉發性能:≥26 00 pps。
6 結語
昆鋼智能制造廠網絡按照功能以分層的網絡結構設計規劃,整個園區網絡又分為辦公網絡、視頻監控網絡、生產網絡,網絡結構清晰、擴展性好、便于管理維護,可以滿足昆鋼未來3~5年內的發展需要。
猜你喜歡
中國特種設備安全(2022年6期)2022-09-20 02:52:28
小學科學(學生版)(2020年10期)2020-10-28 07:52:12
中國化肥信息(2020年7期)2020-03-19 01:54:02
電子制作(2018年11期)2018-08-04 03:26:08
中國軍轉民(2017年6期)2018-01-31 02:22:28
中國科技博覽(2016年2期)2016-04-25 20:32:39
工業設計(2016年12期)2016-04-16 02:52:00
小學生導刊(2016年34期)2016-04-11 00:49:44
電測與儀表(2015年5期)2015-04-09 11:30:52
消費者報道(2014年7期)2014-07-31 11:23:57