錫黃銅/鋼復合板的制備方法及性能研究*
2020-06-08 06:46:00高瑞博張鵬輝黃杏利
銅業工程 2020年2期
王 丁,高瑞博,李 瑩,2,張鵬輝,黃杏利
(1.西安天力金屬復合材料有限公司,陜西 西安 710201;2.陜西省層狀金屬復合材料工程研究中心,陜西 西安 710201)
1 引言
爆炸焊接技術充分發揮異性材料的物理性能和力學性能的優勢,其產品(鈦/鋼、不銹鋼/鋼、鎳/鋼、鋁/鋼)廣泛的應用于航空航天、核電、化工等各個領域[1-3]。在實際的工業化設備制造中,客戶對于復合板產品的種類要求也日益豐富[4-6]。作為具有“海軍黃銅”之稱的錫黃銅,由于其優異的耐腐蝕特性被應用于船舶、海上作業設備的零部件,常用的錫黃銅有HSn70-1,HSn62-1,HSn60-1 等[7-9]。前者是α 合金,具有較高的塑性,可進行冷、熱壓力加工;后兩種牌號的合金具有α+β 兩相組織,并常出現少量的γ 相,室溫塑性不高。銅基固溶體中錫的溶入會起到固溶強化作用,隨著含錫量的增加,合金中會出現脆性的γ 相(CuZnSn 化合物),不利于合金的塑性變形,因而錫黃銅的爆炸復合難度要明顯高于黃銅。特別對于厚復層的爆炸焊接,由于復層厚度增加,材料變形抗力增大,使爆炸復合過程難以達到焊接要求。當前關于錫黃銅的爆炸復合研究較少,少有成功的經驗或數據可借鑒,面對日益嚴峻的市場形勢,技術創新是唯一出路。
基于材料本身優勢及市場需求,本文選擇材料錫黃銅(HSn62-1)、鋼板(16MnIII)為研究對象,對錫黃銅/鋼復合板爆炸焊接的制備工藝進行探索研究。首先取兩塊錫黃銅/鋼的試板進行爆炸焊接工藝評定,然后根據試板的界面結合情況、界面微觀組織結構,力學性能對產品的工藝參數進行改進,最終達到理想的錫黃銅/鋼復合板的制備工藝。錫黃銅(HSn62-1)的狀態為Y2 態,其化學成分及力學性能分別如表1 及表2 所示。符合銅及銅合金板材GB/T2040-2017 的標準規定[10];對基層鋼板(16MnIII)進行超聲檢測,達到NB/T47013.3-2015的Ⅱ級規定[11],并經行0℃的沖擊測試分別為107 J、106 J、113 J,布氏硬度測試分別為151 HB、167 HB、162 HB,其參數符合爆炸焊接的工藝要求。

表1 錫黃銅HSn62-1 的化學成分 %

表2 錫黃銅HSn62-1 的力學性能
2 制備方法
由于錫黃銅/鋼復合板的制備工藝參數的缺乏,為降低材料的浪費和成本,首先選擇對復合板(HSn62-1/16MnIII)進行爆炸焊接試驗,然后根據分析試驗結果改進關鍵工藝參數,以保證復合板的性能及質量。
根據試驗工藝需求,選擇相同材質大小為11×350×650/75×300×500 mm 的兩塊試板分別標注為1#和2#,對基、復板的待結合界面進行處理,達到平整、光滑、潔凈,垂直打磨紋路的平均表面粗糙度≤1.6μm,現場采用平行安裝法,具體現場工藝示意圖如圖1 所示。復層投料設計:長度方向復層比基層長100~150 mm,保證放置起爆點的短邊空起余量在130 mm 以上。錫黃銅刻槽設計:刻槽寬度5 mm,刻槽深度3~5mm,刻槽位置與基層外緣形狀吻合,尺寸比基層外緣尺寸小15~25mm。特殊要求:放置起爆點的短邊不刻槽,其它刻槽邊留50mm 余量。現場實施工藝設定合適的炸藥參數及工藝參數如表3 所示。
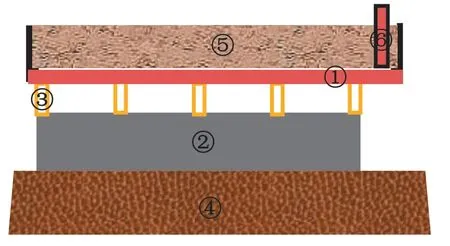
圖1 現場工藝示意圖

表3 1#和2#試板的爆炸焊接炸藥參數
爆炸焊接過程結束后,在試板上切取剪切強度、分離強度、拉伸、金相試樣兩套。一套用于爆炸態性能分析,一套用于退火消應力后性能分析,具體退火熱處理工藝如下:隨爐升溫,執行540±20℃/保溫4 h;加熱速度:爐溫≥300℃,加熱速度30 ~80℃/h;爐冷至≤300℃出爐空冷。
3 結果與分析
3.1 試驗工藝分析
完成試驗爆炸焊接工藝后,首先用Anyscan-31超聲波探傷儀并選用2.5P Φ20 單探頭對整個板材進行全面的超聲檢測,執行NB/T47013.3-2015 的Ⅱ級要求[11],界面的結合情況分別如圖2、圖3所示。
從圖2、圖3 分別可以發現,兩塊試板在起爆端均存在30~50 mm 的不結合。由于邊界效應及實際操作的影響,通常在爆炸復合板距邊部2 ~3 倍復層厚度的范圍進行取樣,并對結合界面的形貌進行分析,圖4、圖5 分別為1#、2#試板50 倍金相下結合界面的微觀組織形貌,其狀態為爆炸態,圖6、圖7 分別為樣品經過退火工藝處理后的組織形貌。
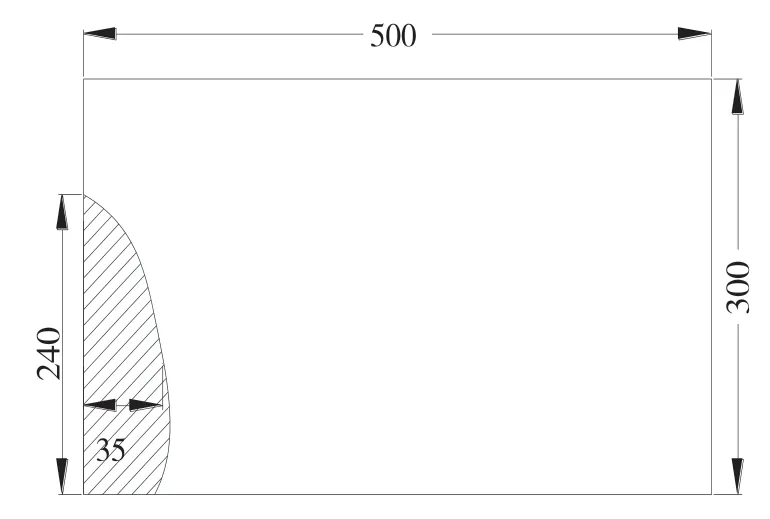
圖2 1#試板的UT 檢驗結果示意

圖3 2#試板的UT 檢驗結果示意

圖4 1#試板結合界面形貌(爆炸態)

圖5 2#試板結合界面形貌(爆炸態)

圖6 1#試板結合界面形貌(退火態)

圖7 2#試板結合界面形貌(退火態)
從圖4~7 的金相界面分析發現,錫黃銅/鋼的結合界面波狀結合,波紋規整清晰,波脊上還是存在少量黑色的金屬間化合物,這些缺陷主要是由爆炸荷載過大而在界面處產生過熔引起的,微觀上錫黃銅/鋼的界面結合質量良好。
在力學性能方面,表4 和表5 分別為兩塊試板(HSn62-1/16MnIII)的力學性能測試結果。兩種狀態下的剪切強度都高于銅/鋼復合板行業標準要求(NB/T47002.4-2009)中的100MPa[12],分離強度作為補充測量界面結合強度的方式,同樣保證界面的結合質量,其拉伸試驗結果也均滿足標準要求。

表4 HSn62-1/16MnIII(爆炸態)兩塊試板的性能結果

表5 HSn62-1/16MnIII(退火態)兩塊試板的性能結果
綜上分析,對于兩塊試板的爆炸焊接工藝基本正確,但邊部30 ~50mm 范圍內存在不結合及弱結合,針對此現象,制定產品爆炸工藝時改變邊部的炸藥量及起爆點,用于改變板材邊部的缺陷。
3.2 制備工藝分析
根據試板的爆炸焊接工藝評定結果,在大板材(10+75) ×1 800×3 000 mm 制備過程中維持工藝不變,調整相應的炸藥密度、炸藥猛度、炸藥高度、間隙類型、間隙高度等參數,最終實施爆炸焊接,同樣,對于爆炸焊接后的復合板進行UT 檢測、金相分析、力學性能分析。
對成品復合板的超聲檢測發現,切除邊界效應區域外的界面結合率達到100%,滿足壓力容器用爆炸焊接銅鋼復合板的行業標準(NB/T47002.4-2009)的B1 級要求[12]。在邊部取樣進行50 倍的金相分析,圖8、圖9 分別為復合板兩種典型退火處理后的界面結合狀態,其界面波狀結合,條紋清晰。

圖8 復合板的結合界面形貌

圖9 復合板的結合界面形貌
如圖10 所示為復合板(HSn62-1/16MnIII)爆炸焊接復合和退火處理后的的銅鋼界面兩側的顯微硬度分布規律,可以發現:在兩種狀態下,隨著距離界面距離的增加,其兩側基體內的硬度逐漸減小;經過退火消除應力后,銅鋼兩側的硬度均有所
降低,反映了爆炸復合后不同區域的的塑性變形及熔化產生的硬脆相情況。
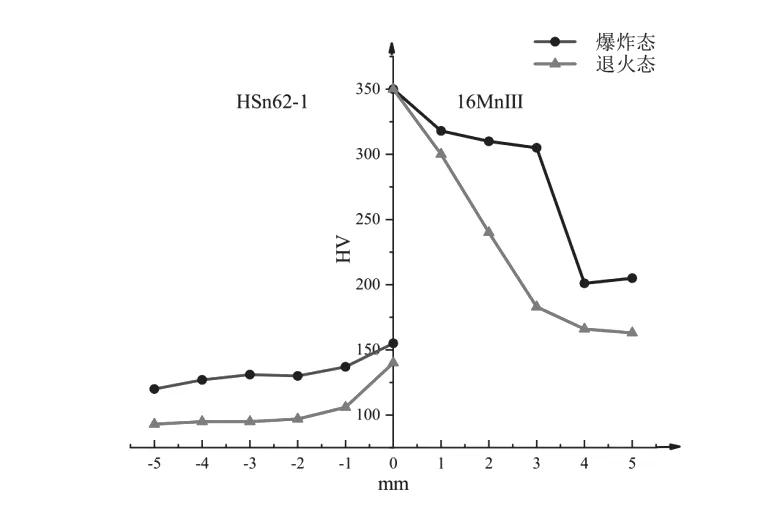
圖10 復合板HSn62-1/16MnIII 的顯微硬度分布規律
對于復合板(HSn62-1/16MnIII),分別取樣后進行退火后的剪切試驗、低溫沖擊試驗、拉伸試驗。在溫度20℃條件下,三個批次的剪切強度分別為196 MPa、200 MPa、233 MPa,表明結合界面的結合質量優異。在溫度0℃下,三個批次的低溫吸收功為 107 J、91 J、108 J;128 J、105 J、132 J;111 J、107 J、101 J,反映復合板的基層鋼板經過能量沖擊、退火處理后,材料依舊保持較好韌性。在溫度20℃條件下的拉伸試驗如表6 所示。其力學性能的各項指標遠遠超過NB/T47002.4-2009 的B1 級力學性能指標要求[12]。
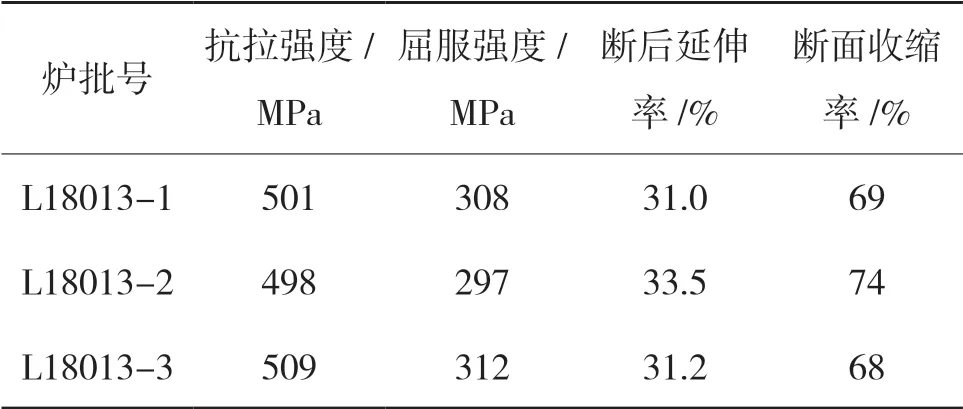
表6 復合板(HSn62-1/16MnIII)的拉伸測試結果
4 結論
通過對錫黃銅/鋼(HSn62-1/16MnIII)復合板的爆炸焊接工藝評定及大規格銅/鋼復合板的制備發現,小試板的制備工藝探索及關鍵參數的控制對大規格(10+75) ×1 800×3 000 mm 的銅/鋼復合板的制備有很強的理論指導意義。該爆炸焊接工藝準確、穩定,通過刻槽工藝,既保證爆炸焊接質量,同時也減少了厚復層的邊界效應,節約材料成本。剪切強度、低溫沖擊功、拉伸試驗結果均遠高于壓力容器銅-鋼復合板的行業(NB/T47002.4-2009)要求標準。
猜你喜歡
云南化工(2021年11期)2022-01-12 06:06:14
當代陜西(2020年13期)2020-08-24 08:22:02
山東冶金(2019年6期)2020-01-06 07:45:54
世界農藥(2019年2期)2019-07-13 05:55:12
山東冶金(2019年3期)2019-07-10 00:54:00
制造技術與機床(2017年5期)2018-01-19 02:49:17
濰坊學院學報(2016年2期)2016-12-01 13:00:11
銅業工程(2015年4期)2015-12-29 02:48:39
新聞傳播(2015年11期)2015-07-18 11:15:04
焊接(2015年9期)2015-07-18 11:03:53
