大型汽車滾裝船活動甲板制作工藝及標準
2020-07-01 06:40:04應世良胡勝利
艦船科學技術 2020年6期
應世良,胡勝利,陶 林
(揚帆集團股份有限公司,浙江 舟山 316100)
0 引言
PCTC 又稱“運載汽車的貨船”,有多層甲板。這種滾裝船就是游動在海上的“車庫”,其建造難點主要在船殼、汽車甲板和滾裝設備部分。
本船的船體結構制作最大難點在于大量的薄板制作安裝,尤其是活動甲板的制作,其生產流程及施工工藝都是比較大的挑戰。
1 活動甲板主要結構參數描述
7800 PCTC 有4 層活動甲板,分別為第三、五、七、九層甲板,共128 片。另有3 片電動甲板。典型活動甲板尺寸如表1 所示。
活動甲板的典型厚度為6A,桁材腹板典型厚度為6AH36,桁材面板典型厚度為20AH36。
第7、第9 活動甲板收藏位置時的凈高余量只有10 mm左右,分段制作時要特別注意精度控制。活動甲吊裝上船后,應有+10 mm 的中拱,不應有下垂,否則甲板承載量及凈高會受影響。
2 零件下料要求
1) 按照下料加工類型的相似性組織專業化生產,將分段零件按下料加工類型分解,核查材質、表面質量、平整度、打磨自由邊;
2) 采用型材數控下料機自動切割下料,下料后的型材需檢查修正加工精度,標出主要構件公差;
3) 在空間上分道作業,在時間上有序生產再以托盤管理進行集合配送;
4) 板材下料加工后統一放置托盤,采用電磁吊搬運,減少吊裝變形。
3 小組立制作要求
1)以甲板為基面,在平面分段流水線上完成,T 型橫梁在自動生產線上拼裝焊接,支柱連接頭在小組立做成組件。活動甲板主要部件有固定支承座、半自動支承座、導向裝置、掛鉤、折疊桿、繩索導向裝置等。
2)定位焊要求:
①長度50 mm,焊腳≤3 mm;
②長構件間距200~300 mm,短構件間距150~200 mm;
③定位焊的焊材與焊縫焊材應保持一致。
3) 用氣刨、打磨機或風鏟批除后修補裝配馬腳。
4)控制裝配間隙≤2 mm,二氧化碳襯墊焊間隙6~8 mm,埋弧焊間隙≤1 mm。
5) 強構件縱桁、縱骨須拼接裝焊完整,火工矯直后方可流入下道工序。
6) 及時矯正焊接變形:
①縱桁的旁彎≤3 mm(每米)。
②面板變形≤2 mm
7) 小組立制作場地應平整,平整度應≤2 mm(每米),裝配間隙不應大于2 mm。
8)小組立反變形量
①短桁材(小于2.6 m)制作可不施放反變形量,通過胎架反變形量來實現。
②長桁材制作時應施放15 mm 的反變形量。
4 胎架制作要求及反變形量
1)根據活動甲板長寬尺寸規劃好胎架投影面積,胎架盡量采用整體性框架為基座,做好固定。
2)胎架周邊的支柱應連成整體。胎架支柱縱、橫向間距為1000 mm。
3)胎架需施放反變形量。反變形量應在第一批分段檢驗后,做適當調整。由于需要施放反變形量,且有方向,因此需要在胎架找出X,Y 方向中心線,見圖1。
4)胎架精度應控制在±2 mm,必須采用全站儀檢驗合格,確保胎架的準確度。
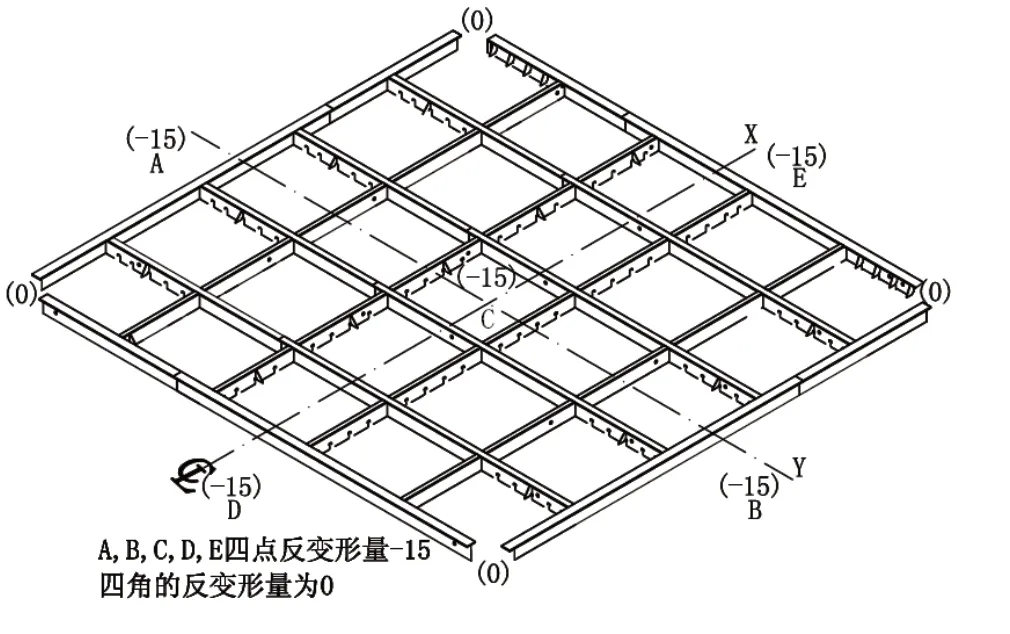
圖1 分段反變形量施放
5 拼板劃線相關要求
1)平面拼板應在分段板胎架上進行,采用埋弧焊進行。拼板應在雙面焊接完成后才能進行劃線安裝。
2)拼板裝配間隙0~1 mm。局部超差要用電焊打底,拼板平面高低差≤0.5 mm。
3)清除焊縫兩側約30 mm 范圍內的油、 水、 銹等雜物;另外潮濕焊縫必須烘干。
4)焊縫外觀應均勻,焊道與基體金屬之間應平滑過度,余高不得超過2 mm,焊縫寬度,不允許有突變。
5)甲板須與胎架充分貼合,必要時可使用壓載物,板四周應使用夾具夾緊。
6)劃線相關要求。
①必須標明:中心線、理論線、對合線、檢查線、安裝位置線。
②長度寬度公差±1 mm。
③對角線長度公差為2 mm。
④相互平行構架線的平行度≤1 mm。
6 裝配注意事項
1)甲板在胎架拼板、矯正后劃線、調整擺正后,定位焊死。分段裝配前,甲板需用連接板與胎架固定好,使用壓塊,減少變形定位。按劃線位置裝配,將裝配誤差控制到最小。使用的零部件必須符合圖紙及工藝要求,嚴禁使用不合格的零部件。
2)構件安裝時,裝配間隙≤2mm。硬檔錯位<t/3,最大不超過3 mm。
3)角鋼、球扁鋼、端側板垂直度≤2mm。橫向部件之間裝配距離偏差≤2mm。
4)構件安裝時,應按由內向外的順序安裝。構件上胎架中組立前應檢查板邊直線度,避免在現場修整焊縫。
5)焊前應對構件在同一截面間斷處設置背梁加強,防止焊接變形。
7 焊接順序及焊接注意事項
1)焊前必須確認所有構件安裝完畢并檢驗合格。
2)焊前,焊工必須對焊接坡口及坡口兩側各寬30 mm范圍內,角焊縫在焊接寬度方向兩側各寬30 mm 內,清除氧化物,水份,油污等。
3)引熄弧長度:CO2必須≥50 mm,埋弧焊必須≥100 mm。
4)焊接順序原則,見圖2:
①保證鋼板和焊縫一端有自由收縮的可能性。
②先焊接對其他焊縫不起剛性拘束的焊縫。
③分段焊接時,盡可能雙數焊工從分段中部逐漸向左右、前后對稱焊接,以保證結構均勻收縮。
④甲板分段的焊縫主要以平角焊為主,焊接順序為:先焊立角焊,后焊平角焊。

圖2 甲板分段焊接順序
5)焊接過程是局部加熱和冷卻的過程,在焊接熱作用下,材料受到不均勻的加熱和冷卻,造成不同程度的應力及應變。
6)減少熱輸入量,使線能量集中采用的焊條焊絲直徑、電流、焊接速度都能影響焊接熱輸入量,進而影響焊縫的收縮和母材的變形。
7)薄板分段的焊接只能用CO2半自動或自動焊,不允許采用手工電弧焊。
8)禁止在焊件表面隨意引弧,應在焊縫內引弧。注意焊接順序,監控焊接結果,防止過焊產生變形,以減少后期的火工矯正工作。
9)正確運弧保證焊接質量,減少修補工作量和防止因此而產生的變形。
10)對接焊縫寬度≥20 mm 時,采用多層多道焊。焊縫焊道寬度差在長度100 mm 范圍內,不得大于5 mm。多層多道焊表面重疊焊縫相交處下凹深度δ 不得大于1.5 mm。
11)同一條焊縫上,焊縫表面的高低差,在焊道長度25mm 范圍內,不得大于2 mm。焊縫表面不允許有高于2 mm 淌掛的焊瘤,不允許存在裂紋、燒穿、未熔合、夾渣等。
8 火工注意事項
1)火工矯正必須嚴格控制火焰的溫度。
①普通鋼最低溫度650℃,最高溫度750℃。
②高強鋼最低溫度600℃,最高溫度700℃。
③600~650℃時鋼材呈深暗紅/暗紅色。
④700~750℃時鋼材呈粉紅/鮮紅色。
2)同一處火工次數不允許超過3 次、嚴禁過熱。
3)用火焰矯正結構變形時,應注意材質、防止淬硬,禁止在200℃~500℃時進行錘擊,須在冷卻后進行錘擊。原則上不允許直接錘擊甲板,如有需要時必須放置墊板后錘擊。
4)甲板翻身后必須墊平焊接完整后才可以火工。

圖3 火工校正示意圖
5)火工應從甲板中間向四周方向進行,見圖3。
6)加強材和桁材與甲板焊接位置,采用局部加熱和水冷方法。變形不明顯時可采用直線加熱,當變形超過20 mm 時,采用千斤頂和加熱的方式,見圖4。
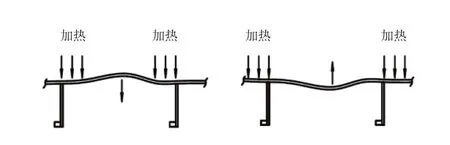
圖4 局部變形火工方法
7)桁材的垂直火工在腹板2/3 高度處采用三角形加熱,桁材的水平火工在面板1/3 凸邊處采用三角形加熱,見圖5。
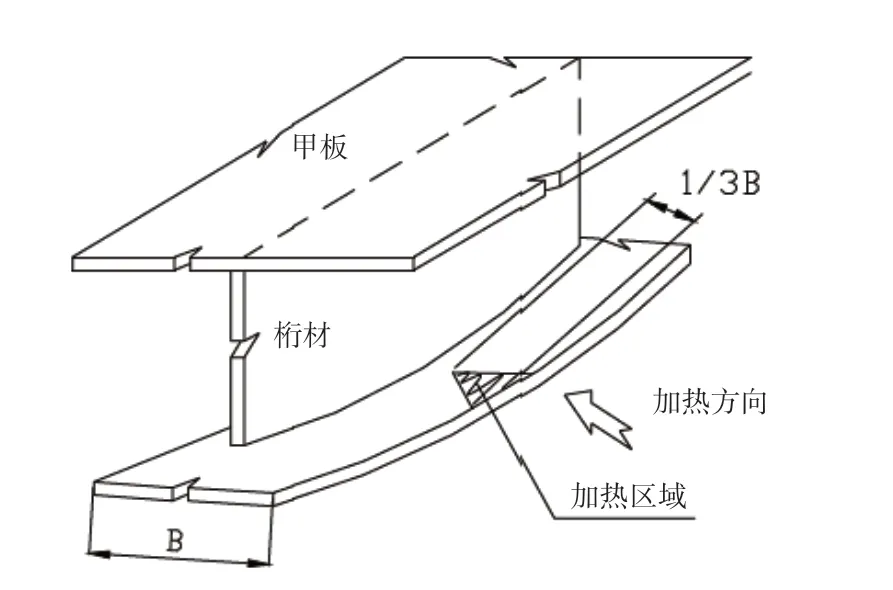
圖5 局部變形火工方法
9 完工測量及精度要求
1)完工測量在分段結構完整性報驗后及火工完成后進行。
2)應對分段的外形尺寸進行測量和記錄。如圖6 所示。B1、B2、L1、L2、S1、S2 的公差應在±10 mm 以內。
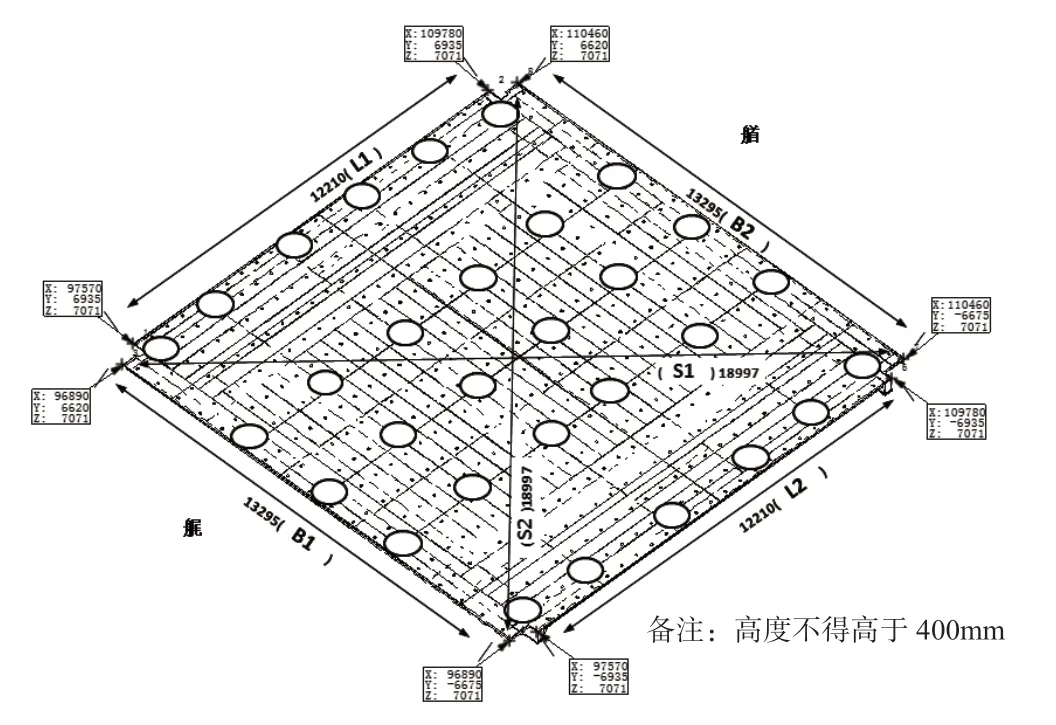
圖6 分段外形尺寸測量
3)測量活動甲板在支撐座位置支撐狀態下的變形量,中部各點的最大上拱值應≤10 mm,不允許有下垂量。
4)在模擬頂升托盤的平臺上測量活動甲板變形量,各點的變形量應在50 mm 以內。四角高差允許最大值為30 mm。活動甲板變形測量若不滿足要求,需要進行火工調整,使之滿足要求,如圖7 所示。
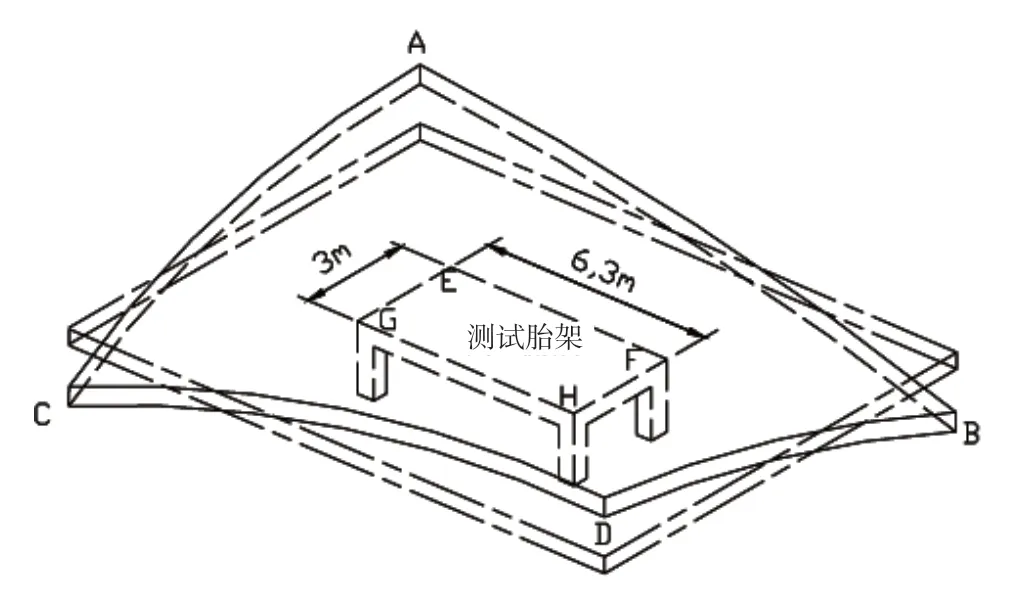
圖7 模擬頂升托盤平臺上測量各點變形量
5)分段完工測量結果應記錄完整,用于后續分段胎架反變量調整的參考數據。
10 分段吊裝轉運及擺放要求
1)C 分段可使用3 副門架進行堆放,門架應受力且均勻布置,見圖8。
2)門架不應放置于明顯不平整的地面。四腳高差不應超過50 mm。門架上應放置3 塊以上的墊木或鐵墩,需確認使用等高的墊木或鐵墩。兩層墊放時,各層墊木務必同在一條垂線上。
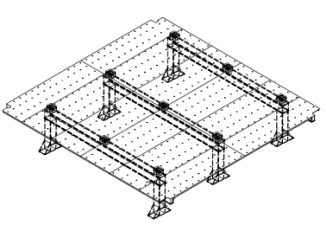
圖8 使用3 副門架堆放
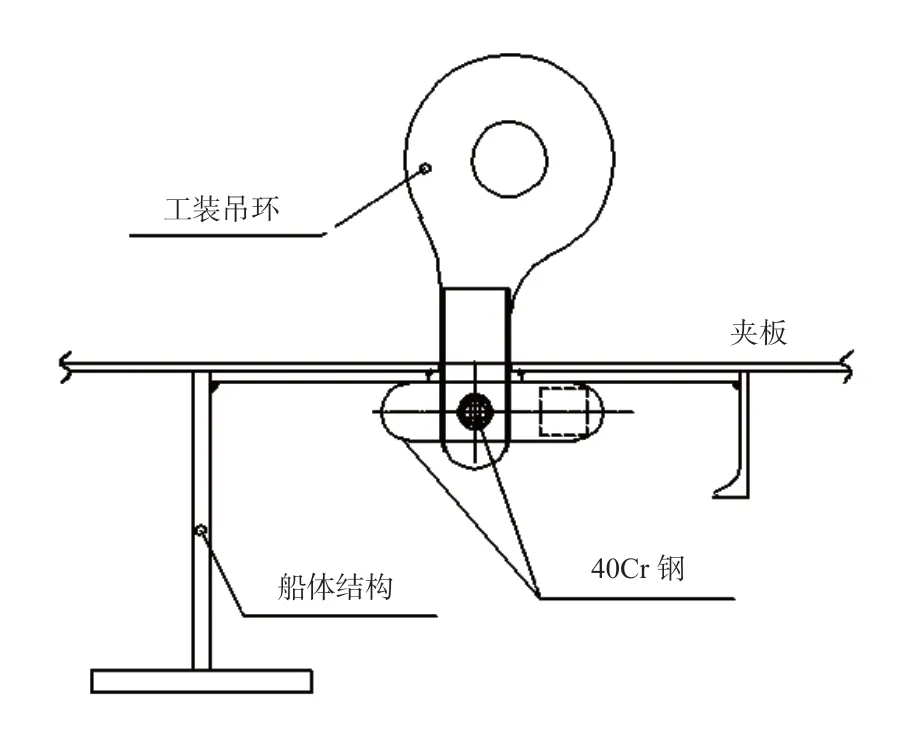
圖9 一種活動甲板吊裝裝置
3) 為減輕勞動強度,提高工作效率,減少后續處理工序,分段轉運吊裝采用無傳統吊碼設計的一種活動甲板吊裝裝置,已獲取國家實用新型專利。
11 結語
活動甲板分段制作的難點在于變形控制,從薄板的堆放、吊運、焊接,到由薄板拼裝的分段的吊運和放置均要滿足工藝要求。活動甲板是汽車滾裝船的重要組成部分,施工質量的提升可以大大縮短活動甲板安裝調試及船舶建造周期。通過將專業理論研究與實際施工緊密結合,7800 PCTC 后續船活動甲板制作完全采用了上述工藝及標準,活動甲板的制作水平有了很大提升,完全滿足船級社的各項規范要求并形成了標準工藝文件,也為后續船乃至同類型船舶建造提供參考依據。
猜你喜歡
少先隊活動(2022年5期)2022-06-06 03:45:04
家庭科學·新健康(2022年3期)2022-05-10 00:32:13
中老年保健(2021年2期)2021-08-22 07:31:10
建材發展導向(2021年6期)2021-06-09 05:57:08
中華詩詞(2020年1期)2020-09-21 09:24:52
金屬加工(熱加工)(2020年12期)2020-02-06 05:59:00
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
海峽姐妹(2018年3期)2018-05-09 08:20:40
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
制造業自動化(2017年2期)2017-03-20 14:26:13
