小孔徑布錐管螺紋氣瓶瓶口加工工藝分析及數控加工程序編制
2020-07-07 23:55:27劉輝
裝備維修技術 2020年30期
關鍵詞:分析
劉輝


摘 要:傳統的高壓氣瓶瓶口螺紋通常采用布錐管螺紋,其優點很多:連接方便,密封可靠,可與標準閥體連接,允許多次重復使用。傳統的氣瓶瓶體通常采用熱旋壓技術加工而成,其瓶壁很厚,加工錐螺紋時通常夾持圓柱瓶身,使用專用錐形絲錐加工或專用氣瓶螺紋數控設備。由于市場需求,中低壓氣瓶及各種滅火器種類不斷增加,瓶口密封形式日趨多樣化,瓶體壁厚相對傳統氣瓶變薄很多,常采用拉伸與焊接工藝制造,重量大大降低。但采用小孔徑布錐管螺紋瓶口的中低壓氣瓶種類較少,并不是該種螺紋優點少,主要是加工該型螺紋受到如下工藝問題的限制:1.新型中低壓氣瓶瓶體通常采用鋼板拉伸而成,瓶口作為單獨零件與瓶體上、下封頭焊接而成為整個氣瓶瓶體,瓶體壁厚較薄,若夾持其瓶體加工螺紋,會使其產生一定的變形及損傷;2.若使用絲錐先行加工單獨的瓶口配件,因攻絲產生的扭力很大,夾持較小瓶口配件外圓表面攻絲時,瓶口配件容易相對夾具產生竄動造成工件及絲錐損壞;3.采用專用氣瓶螺紋加工設備加工瓶口螺紋通常使用專用銑刀,而用該方法加工小孔徑錐螺紋時,因銑刀的幾何尺寸過小,使刀具制造難度加大,同時小 銑刀的低剛性會導致加工效率和質量降低;4.采用普通數控車床加工小孔徑錐螺紋瓶口配件(例如PZ19.2),因孔徑小(13mm)而螺距大(1.814mm),牙型角垂直于母線而非軸線,沒有對應的標準數控車床用內孔螺紋刀桿和刀片,加工過程中排屑困難,加工質量難以控制。本論文主要針對第4種工藝問題進行分析和提出已經實際驗證的詳細解決方案。
關鍵詞:錐螺紋;加工;分析
一、瓶體制造工藝分析
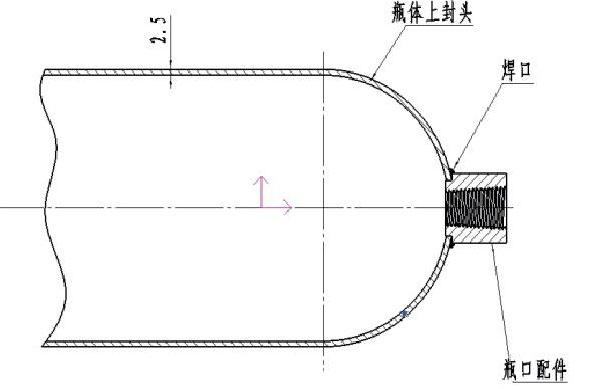
(一)瓶體上封頭與瓶口配件焊接示意圖:
(二)瓶體制造工藝過程:
1. 上、下封頭制造(包括下料、拉伸、切邊、坡口車削等工序);
2. 瓶口配件制造(包括下料、粗車外形、鉆孔、精車內孔及螺紋等工序);
3. 上封頭與瓶口配件焊接;
4. 下封頭與上封頭焊接;
5. 瓶體強度及密封性檢驗(水壓試驗、氣密試驗等)。
二、瓶口配件制造工藝分析
(一)瓶口配件簡圖:
(二)瓶口配件制造工藝過程:
1. 下料(φ30×300棒料,20#低碳鋼);
2. 車外圓、止口、鉆孔、切斷(使用設備:數控車床CAK3665nzi);
3. 精車螺紋底孔、倒內外角、車PZ19.2內螺紋(使用設備:數控車床CAK3665nzi)。
三、螺紋刀具制造、中心規制造及對刀
(一)刀具制造:
1.刀具材料:優質高速鋼W18Cr4V、14×14方形刀條。
2. 刀具刃磨:① 刀尖角54.5°~55°;
② 徑向前角3°~5°;
③ 刀具兩切削刃的對稱中心線與刀桿夾角不是90°,而是86°34′。(見圖1)
(二)中心規制造:
1. 中心規型號:55°三角;
2. 磨削中心規一短側邊,使其與二長側邊(即對刀時的工件軸心線)成86°34′夾角。(見圖1)
(三)對刀(見圖1)
四、PZ19.2內螺紋加工使用固定循環指令G92與使用復合循環指令G76切削效果分析
(一)使用固定螺紋切削循環指令G92加工PZ19.2內螺紋時,由于刀具兩切削刃始終同時切削,且受力不均,當切至最后幾刀時,極易發生震顫,導致工件加工質量降低及刀具的損壞。兩切削刃受力分析圖如下:
假設完成總切深的第n刀切削切深為△h,螺紋工作高度經計算為1.165mm,右側刀刃切削面積為Q1=△h×1.165×tg30.9°;左側刀刃切削面積為Q2=△h×1.165×tg24.1°。對于一般結構鋼,主切削力經驗公式為FZ=τS×Q×(1.4ξ+k),公式中Q為切削面積。由此得出兩側刀刃主切削力比值為FZ1/FZ2= tg30.9°/tg24.1°=1.337。若設左側刀刃切削中所受軸向抗力與徑向抗力矢量和為FXY2,則右側刀刃切削中所受軸向抗力與徑向抗力矢量和為1.3FXY2。右側刀刃所受徑向抗力Fy1=1.3×FXY2×cos59.07°=0.668FXY2,左側刀刃所受徑向抗力Fy2= FXY2×cos65.93°=0.407 FXY2 。右側刀刃所受走刀抗力FX1=1.3×FXY2×sin59.07°=1.11 FXY2,方向向左;左側刀刃所受走刀抗力FX2= FXY2×sin65.93°=0.913 FXY2 ,方向向右。由此得出結論:右側刀刃所受吃刀抗力Fy及走刀抗力FX均大于左側刀刃所受相應抗力,因而工件對刀具的軸向合力方向向左,與刀具運行方向相同,易造成刀具的軸向竄動從而引發震顫。(與順銑易產生震顫的原理相同)
(二)使用復合固定循環指令G76加工PZ19.2螺紋時,粗車過程中始終用左側一個刀刃進行切削,工件對刀具的軸向力向右,與刀具運行方向相反。該種進刀方式減小了切削阻力,避免了刀具震顫,提高了刀具壽命,為螺紋的精車質量提供了保證。但G76指令設定的錐螺紋牙型角垂直于軸線而非母線,而PZ19.2的螺紋牙型角垂直于母線,這就需要進行相應的計算,得出對應的牙型角值。角度計算示意圖如下:
PZ19.2錐螺紋牙尖角為55°,半錐角為3.43°,經計算,若使用G76代碼加工PZ19.2螺紋,對應的牙型角應為61.87°。而G76代碼只允許使用整數角度,則應首選61°、62°兩種:圖3所示為使用G76代碼加工PZ19.2錐螺紋選用61°牙型角加工螺紋的示意圖。假設螺紋刀刃磨角度為53.26°(實際應為54.5°~55°),且安裝刀具時讓刀具右側刃與修磨后的中心規呈0.87°/2 = 0.435°夾角(實際應呈0~0.25°夾角),即使加工后的螺紋牙型角為53.26°,則與PZ19.2理想牙型的徑向偏差為0.03mm。
圖4所示為使用G76代碼加工PZ19.2錐螺紋選用62°牙型角加工螺紋的示意圖,假設螺紋刀刃磨角度為55.26°(實際應為54.5°~55°),且安裝刀具時讓刀具右側刃與修磨后的中心規呈-0.13°夾角(實際應呈0~0.25°夾角),即使加工后的螺紋牙型角為55.26°,則與PZ19.2理想牙型的徑向偏差為0.005mm。
綜上所述,實際加工螺紋時,刀具刃磨角度為54.5°~55°,按圖1所示方法安裝刀具及對刀,所用G76代碼的R參數(精加工余量)大于0.03mm,即可消除G76代碼粗加工的牙型角偏差(牙型角選61°或62°),即精加工后的實際牙型角由刀具決定。
現初步將第一次螺紋切削深度△d定為0.27mm,精車余量定為0.03,對應牙型角選為61°,將△d=0.27代入公式△d×√n = 1.15-0.03=1.12,計算得出n =17.2,圓整取為n = 18將其代入公式△d×√n =1.12 ,精確計算得出△d = 0.264mm。進一步計算螺紋粗車時的最小切削量△dmin ≤( )×0.264 = 0.0315即可,若設定轉速為750(轉/分),螺距1.814(mm),精車次數定位4次,則總切削長度32×(18+4)=704(mm),螺紋需切削時間約為38秒。現將經過實際驗證的加工程序(已完成3000件)公布如下:
……(車內孔錐面及倒角程序段);
G00 Z150;
T0404;
G00 X13 Z15;
Z2;
G76 P040361 Q315 R0.03;
G76 X15.45 Z-30 R1.915 P1150 Q2640 I14;
……;
各參數取值如下:
1. 精車次數:4;
2. 螺紋退尾長度:0.3×1.814 = 0.54(mm);
3. 牙型角:61°;
4. 螺紋粗車時的最小切削量:0.0315(mm);(半徑值)
5. 螺紋精車的切削量:0.03(mm);(半徑值)
6. 螺紋錐度:1.915;(32mm長)
7. 螺紋牙高:1.15mm;
8. 第一次螺紋切削深度:0.264(mm);(半徑值)
該批次產品螺紋表面粗糙度Ra值約為3.2μm,拋開樣件檢測牙型角符合量具要求,產品中徑一致性優于絲錐加工方法。
(沈陽理工大學,遼寧 沈陽 110159)
猜你喜歡
現代畜牧科技(2021年9期)2021-10-13 06:39:14
民用飛機設計與研究(2020年4期)2021-01-21 09:15:02
電子制作(2018年18期)2018-11-14 01:48:24
山東工業技術(2016年15期)2016-12-01 05:31:22
當代經濟研究(2016年5期)2016-12-01 03:12:05
現代農業(2016年5期)2016-02-28 18:42:46
出版與印刷(2016年3期)2016-02-02 01:20:11
中國中醫藥現代遠程教育(2014年11期)2014-08-08 13:23:44
華北水利水電大學學報(社會科學版)(2014年3期)2014-04-16 04:38:31
終身教育研究(2014年5期)2014-02-28 01:23:06