活性激光焊接304不銹鋼溫度場的數值與試驗研究
2020-07-08 09:24:38梅麗芳秦建紅嚴東兵
激光技術 2020年4期
梅麗芳,秦建紅,嚴東兵
(1.廈門理工學院機械與汽車工程學院,廈門361024;2.福建省客車先進設計與制造重點實驗室,廈門361024)
引 言
活性激光焊接是在試樣表面涂敷一層具有特殊化學成分的活性劑,通過一定的焊接規范達到改善焊接缺陷、提高焊接效率[1-2]。近幾年,把激光與活性焊接技術結合從而將活性焊接技術的優點引入激光焊接,成為世界范圍內迅速發展的一種新型焊接前沿技術[3]。
目前,活性激光焊接在國內外均已初步取得一些進展,主要是特定條件下開展的一些初步理論探索和工藝試驗研究。由現有的研究發現,活性劑會對激光能量的吸收、等離子體的密度、熔池的流動狀態等產生一定的影響[4-5]。而在焊接過程中激光能量、等離子體及熔池的變化均會影響到熔池溫度場[6]。目前,針對活性激光焊接熔池溫度變化特性的研究主要是關于活性激光焊接薄板的數值模擬,對于焊接難度更大、焊后缺陷更多的中厚板研究較少。
作者在數值模擬得到活性激光焊接溫度場的基礎上,對比焊接實時監測試驗測得的熔池溫度,系統分析了活性劑的涂敷對熔池溫度的影響規律,進而驗證數值計算熔池溫度場的可靠性與準確性,分析活性劑對熔池溫度的影響,為活性激光焊接的發展奠定理論與試驗基礎。
1 試驗條件
試驗中選用IPG公司的光纖激光器,型號為IPGYLS-10000,焊接頭安裝在六自由度機器人上,并用氬氣保護焊接熔池。同時采用FLIR A615紅外熱像儀檢測焊接過程中焊縫的溫度變化信號。熱像儀的分辨率為640pixel×480pixel,最小聚焦距離為0.25m,焦距比數為1.0,相頻為50Hz。試驗設備平臺如圖1所示。
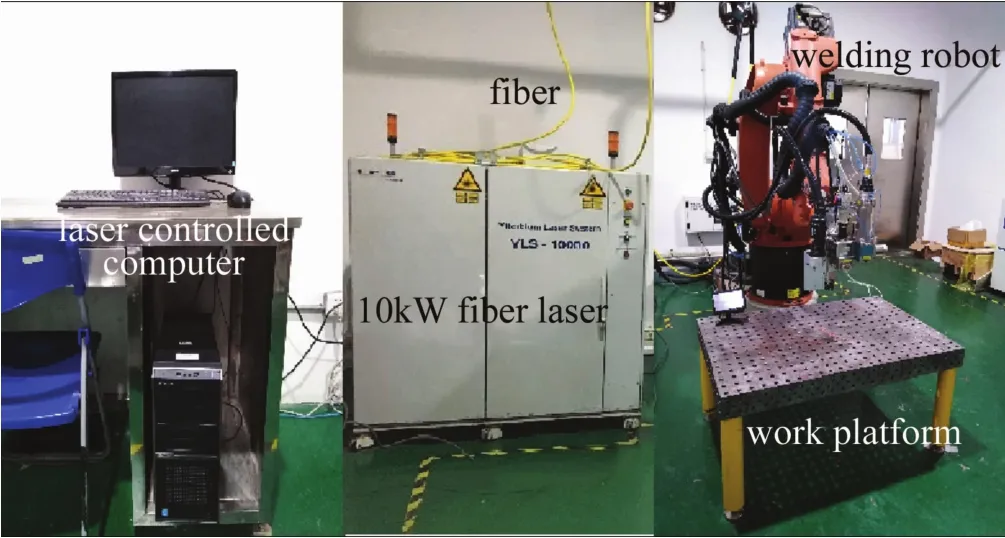
Fig.1 Test platform
試驗板材為304不銹鋼,試樣尺寸規格為100mm×40mm×5mm,其化學成分和力學性能如表1所示。活性劑選定 SiO2、TiO2和 NaF 3種 AR(analytical rea-gent)級分析純粉末。

Table 1 Chemical composition and mechanical properties of 304 stainless steel
2 試驗研究方法
采用紅外熱像儀對不同活性劑作用下激光焊接試樣的熔池溫度進行監測,對相應焊接過程建立有限元模型,并數值模擬其焊接溫度場。對比分析數值計算與試驗監測結果,揭示試樣表面活性劑對激光焊接熔池溫度場的影響。
2.1 試樣熔池溫度監測試驗
試驗采用兩塊304不銹鋼板材對接在一起,將試樣對接端面用精細銼刀修整至平整光滑,用夾具夾緊。活性劑涂敷至剛好遮住不銹鋼表面金屬光澤。待板材表面活性劑涂層的無水乙醇揮發后進行焊接試驗。同時,采用紅外熱像儀對焊接過程中熔池溫度的變化趨勢進行監測。試驗方案示意圖及試驗過程如圖2所示。通過正交試驗得到一組較優的焊接工藝參量,具體數據如表2所示。
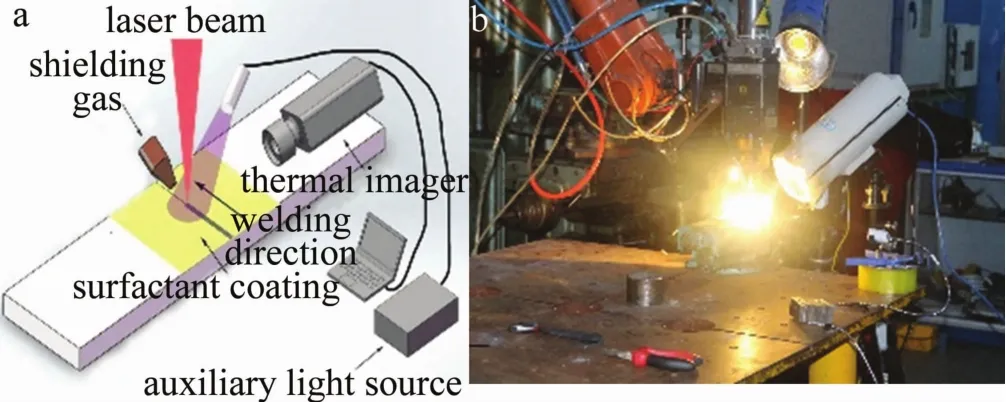
Fig.2 Welding diagram and test procedurea—welding diagra—test procedure
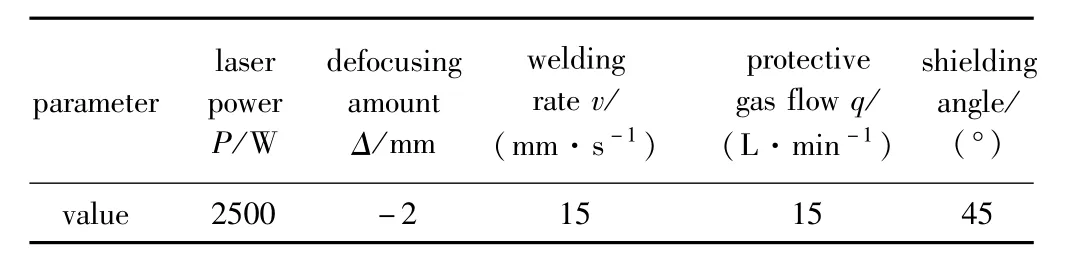
Table 2 Welding parameters
2.2 試樣熔池溫度場數值模擬
2.2.1 有限元模型建立及網格劃分 建立焊接過程熱傳導模型。由于焊接過程中熱源高度集中且快速移動,焊縫區域溫度梯度變化大,而遠離焊縫區域溫度梯度逐漸減小。因此,劃分網格時采用非均勻網格,對焊縫區域的網格進行局部加密[7],網格劃分模型如圖3所示。通過等效法建立活性劑模型,即將活性劑涂層貼合到已建立好的試件模型焊縫處,活性劑厚度為0.1mm,活性劑物理性能參量見表3。溫度場模擬中考慮不銹鋼材料的密度、比熱容和導熱系數等熱物理性能參量隨溫度變化的情況,具體數據引用參考文獻[8]中的不銹鋼高溫力學性能及高溫物理性能指標。
2.2.2 邊界條件和熱源 初始條件設為0℃,選擇高斯熱源模型,通過轉化坐標的方式加載在試件模型表面[9]。實際焊接中,影響因素眾多,為了簡化模型,不考慮焊接過程中材料的相變潛熱、汽化與電離,邊界條件只考慮與空氣的輻射和對流換熱。
Fig.3 Meshing
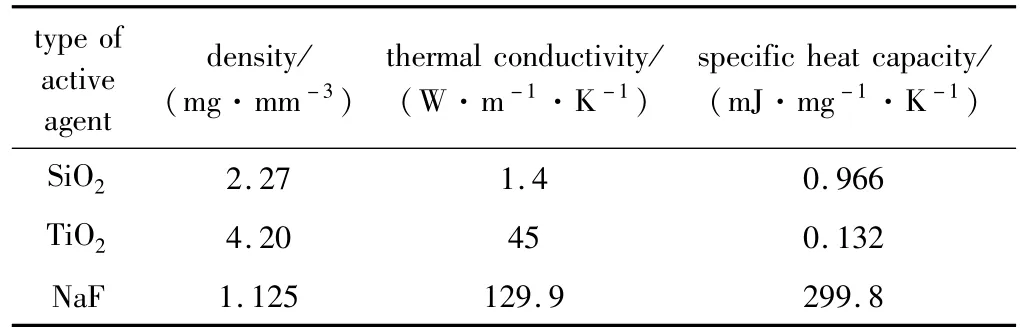
Table 3 Thermophysical parameters of the active agent
3 結果與分析
3.1 仿真結果
由數值模擬得到的激光焊接結束時各試樣上的溫度場分布云圖如圖4所示。由圖可見,焊接溫度場模擬結果近似為以焊接方向為長軸的橢圓,越靠近激光中心的位置,因受到激光的直接作用,溫度較高,其中,未涂敷活性劑試樣中心最高溫度達到2179.38℃,涂敷SiO2活性劑試樣中心最高溫度達到2199.34℃,涂敷TiO2活性劑試樣中心最高溫度達到2180℃,涂敷NaF活性劑試樣中心最高溫度達到2069.17℃。偏離激光中心位置的區域僅靠熱傳導獲得熱量,受激光熱源或活性劑作用的影響較小,因此溫度均較低,且在焊接結束時這些試樣上的最低溫度值相差很小。由此可見,活性劑的涂敷未顯著改變激光焊接過程中試樣上的溫度場分布,但對試樣熔池區域的最大溫度值略有影響。圖5為試樣熔池中某一固定點在焊接過程中的溫度變化曲線。由圖可見,試件在熱源經過時迅速升溫到達峰值溫度,熱源離開后,溫度逐漸下降。其中,涂敷SiO2活性劑試樣最先達到峰值溫度,峰值溫度為2837.65℃;其次未涂敷活性劑試樣達到峰值溫度,峰值溫度為2631.92℃;最后涂敷TiO2活性劑試樣與涂敷NaF活性劑試樣達到峰值溫度,他們的峰值溫度分別為2831.73℃和2499.99℃。由結果可知,活性劑對熔池溫度變化趨勢的影響不大,但對試樣的溫升速率和峰值溫度有一定的影響。其中,涂敷SiO2活性劑試樣的溫升速率最快。此外,與未涂敷活性劑試樣的峰值溫度對比,涂敷SiO2活性劑和TiO2活性劑會使峰值溫度升高約8%,涂敷NaF活性劑會使峰值溫度降低約5%。
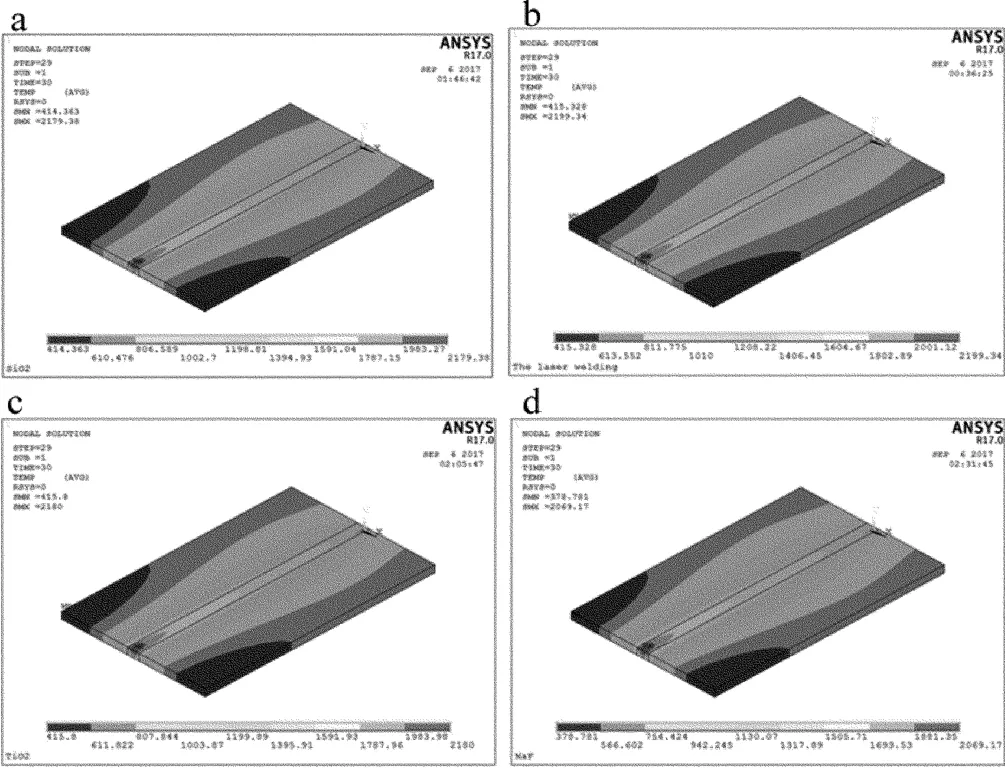
Fig.4 Distribution cloud chart of temperaturea—no active agen—SiO2 active agen—TiO2 active agen—NaF active agent field
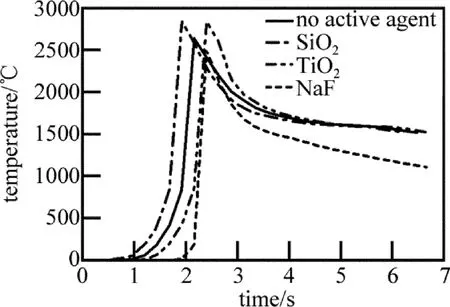
Fig.5 Temperature curve of fixed point in molten pool
活性劑改變熔池溫度的機理并非一種。產生差異的原因主要包括3點,一方面活性劑在分子能量方面增大了激光的吸收率,這是因為組成活性劑的元素中,O(氧)、F(氟)在自然界中電負性最大,Si,Ti則電負性較小,組成分子元素的電負性差異越大則分子極性越大,從而對激光的吸收率較高;另一方面,活性劑顆粒涂層減小了工件表面對激光的反射和散射[10];此外,活性原子在激光焊接過程中因吸附光致等離體中的自由電子而轉變成帶負電的負粒子,進而有效降低了焊接等離子體的電子密度,這在一定程度上削弱了等離子體對激光束的反射、折射、逆韌致吸收及散射等負效應,從而有效增加了到達焊接試樣表面的激光功率密度[11-12]。活性劑的這幾種作用機制,均可有效提高工件對激光的吸收率,增加焊縫熱輸入,最終顯著提高升溫速率和峰值溫度。涂敷NaF活性劑并沒有提高焊接溫度,這是由于焊接過程的化學冶金反應需要適量的S(硫)、O元素才能與不銹鋼中的合金元素以及雜質元素完成氧化反應,以達到增加焊縫熱輸入的目的,涂敷NaF活性劑不僅沒有這一作用,活性劑還有一定的絕緣層作用,因此焊接溫度會略微降低[13-14]。
3.2 試驗結果
圖6為焊接試驗結束時經紅外熱像儀實時監測到的各試樣上的溫度分布情況。由圖可見,高溫區集中在焊縫處,溫度分布沿焊接方向遞增,沿焊縫中心向左右兩側遞減。焊縫上表面的靠近激光光源中心位置的溫度最高。其中,未涂敷活性劑試樣的最高溫度為2018.2℃,涂敷SiO2活性劑試件的最高溫度為2176.2℃,涂敷TiO2活性劑試件的最高溫度為2039.8℃,涂敷NaF活性劑試件的最高溫度為1988.2℃。這是由于激光焊接熱源屬于高能束熱源,激光束的能量輸入、熱傳導、材料的汽化和熔化等均會影響焊接熔池的溫度變化,活性劑的涂敷改變了焊接傳熱效應,從而影響了熔池峰值溫度[15]。圖7為熔池中某一點在各個試件同一位置的溫度變化曲線。如圖所示,試驗監測的溫度曲線的變化趨勢、峰值溫度以及升溫速率和模擬結果比較吻合,但兩者仍存在一定差異。試驗測得的無活性劑試件的峰值溫度為2110.3℃,涂敷SiO2活性劑試件的峰值溫度為2293.01℃且升溫速率最快,涂敷TiO2活性劑試件的峰值溫度為2261.09℃,涂敷NaF活性劑試件的峰值溫度為2007.67℃。與未涂敷活性劑激光焊接試樣相比,涂敷SiO2活性劑使峰值溫度升高約9%,涂敷TiO2活性劑使峰值溫度升高約7%,涂敷NaF活性劑使峰值溫度降低約5%。
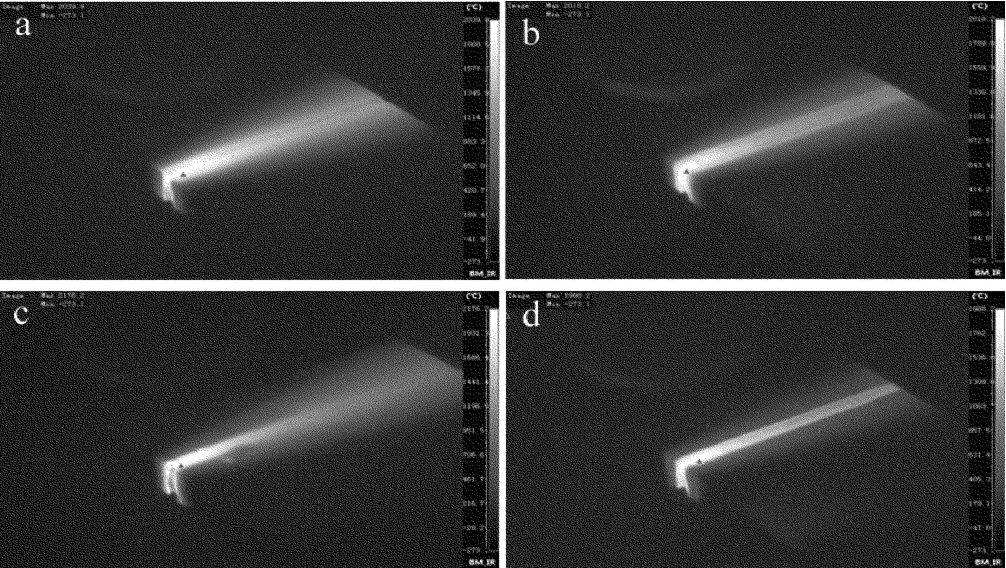
Fig.6 Temperature monitoring data resultsa—no active agen—SiO2 active agen—TiO2 active agen—NaF active agent

Fig.7 Test monitoring temperature change curve of selected points on melting pool of each specimen
3.3 仿真結果與試驗結果的擬合對比
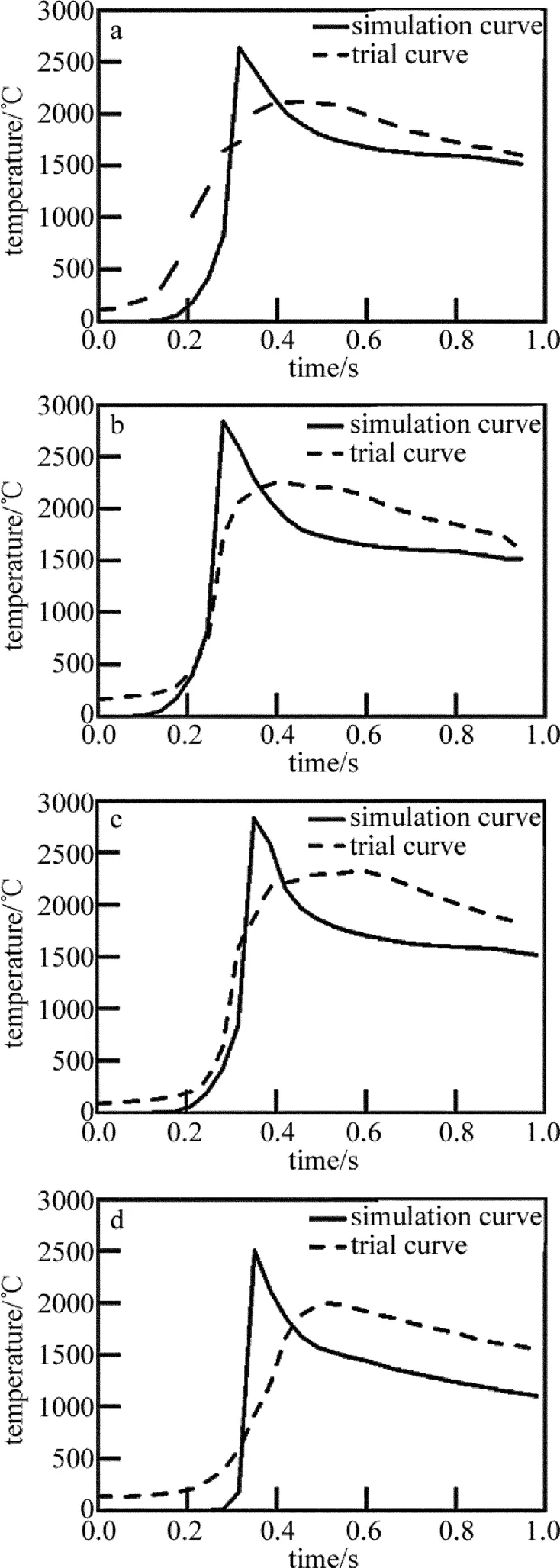
Fig.8 Comparison diagram of temperature change trend between simulation calculation and test monitoring at a certain point on the samplea—no active agen—SiO2 active agen—TiO2 active agent d—NaF active agent
圖8 為各試樣熔池同一位置某一點溫度的模擬計算與試驗監測數據在峰值溫度附近的擬合對比情況。由圖8可見,兩者溫度的變化趨勢大致相似,但升溫速度和峰值溫度略有不同。試驗曲線的前半部分升溫速率較為平緩,后半部分升溫速率增大直到達到峰值溫度;模擬曲線升溫部分的前半段升溫速率與試驗曲線相似,升溫部分的后半段則近似垂直于時間軸,幾乎在熱源到達選取點瞬間溫度上升至最高值。對比試驗結果的峰值溫度,模擬計算的未涂敷活性劑試件的峰值溫度約提升了24%,涂敷SiO2活性劑試件的峰值溫度約提高了24%,涂敷TiO2活性劑試件的峰值溫度約提高了25%,涂敷NaF活性劑試件的峰值溫度約提高了25%。這是因為在模擬計算中對一些復雜的影響因素進行了簡化和忽略,例如對熱源模型及傳熱過程進行了簡化,對環境中不可控因素如空氣流動強度、濕度等進行忽略。此外,紅外熱像儀與熔池距離的大小也會對實測結果產生一定的影響。這些因素均會導致試驗檢測結果與數值模擬結果存在一定的誤差。由擬合結果基本表明數值模擬具有一定可靠性。
4 結 論
(1)基于ANSYS軟件建立了活性激光焊接的3維有限元模型,通過模擬計算試樣熔池溫度場,發現活性劑涂敷并未對溫度場分布造成明顯影響,但對熔池的峰值溫度略有改變。
(2)由紅外熱像儀對焊接過程試樣熔池溫度分布的實時監測結果表明,活性劑對焊接熔池的升溫速率和峰值溫度均有不同程度的影響。其中,SiO2的升溫速率最大。同時,SiO2和TiO2活性劑使峰值溫度升高約7%~9%,NaF活性劑使峰值溫度降低約5%。
(3)結合數值模擬與試驗監測結果,發現兩者的溫度變化趨勢較相近,考慮模擬計算對熱源模型及傳熱過程的簡化均會導致模擬結果的升溫速率加快、峰值溫度更高(約24%~25%),由此可見,數值計算結果與試驗檢測結果吻合較好,模擬計算結果可靠。