成型方向對MgO-C質耐火材料性能的影響
2020-07-15 08:06:04戴晨晨聶波華陶春蘭徐曉辰張靜玉
硅酸鹽通報 2020年6期
戴晨晨,聶波華,陶春蘭,徐曉辰,盧 楊,張靜玉
(1.營口理工學院材料科學與工程系,營口 115014;2.遼寧富城耐火材料(集團)有限公司,營口 115103)
0 引 言
鎂碳磚是一種以MgO和C為主要成分的碳復合耐火材料,被廣泛用作煉鋼轉爐、電爐、鋼包等窯爐工作層材料[1-2]。作為工作襯,鎂碳磚被填充在爐殼內部,直接與高溫鋼水接觸[3-4]。因其具有優良的耐高溫、抗熱震穩定性、耐鋼渣侵蝕性[5-6],可大幅度提高煉鋼窯爐的使用壽命和安全性能,為推動鋼鐵行業技術進步發揮重要作用[7-9]。因此,諸多耐火材料學者對鎂碳磚性能開展大量研究工作,并取得了豐碩的成果。
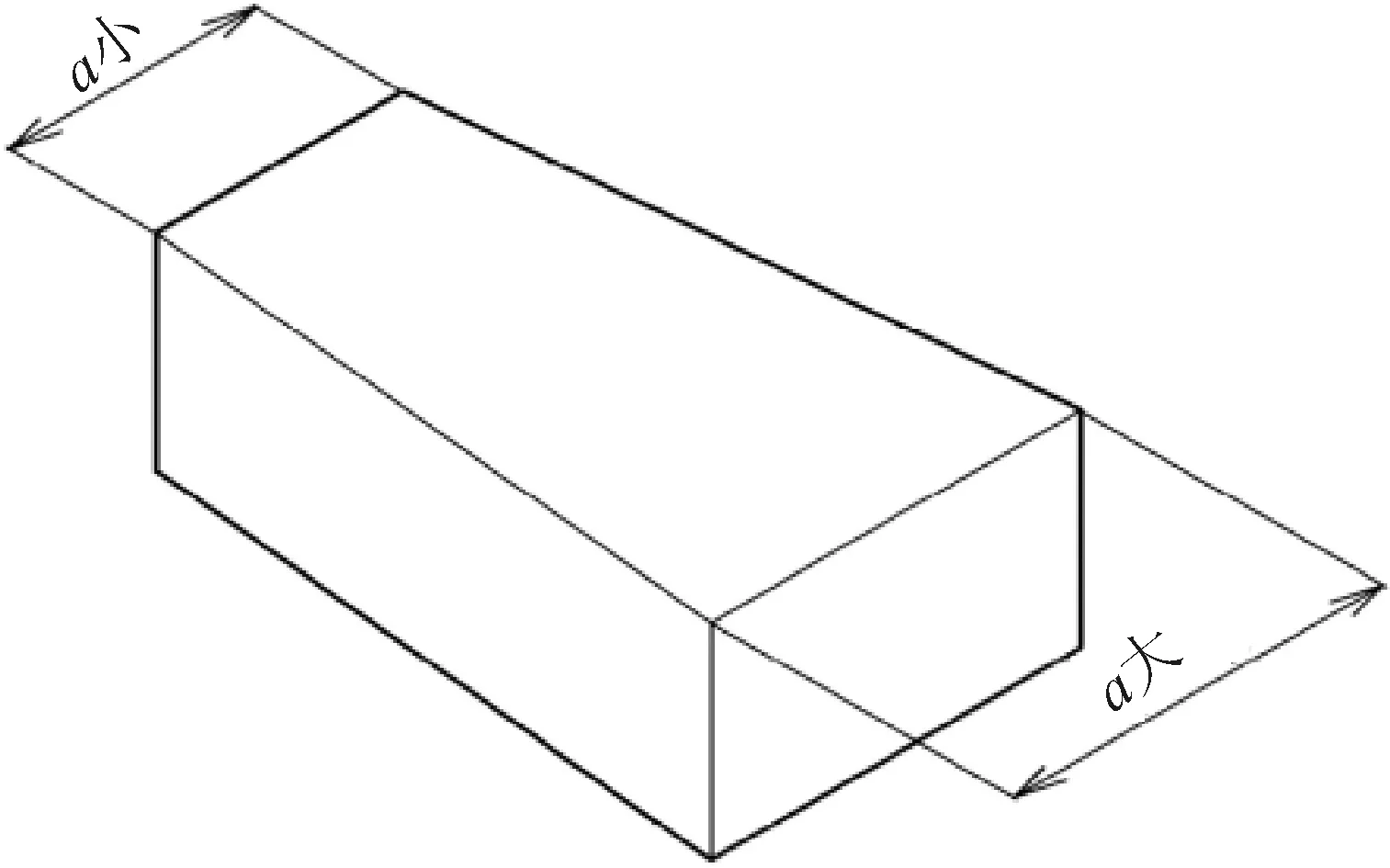
圖1 楔形磚形狀示意圖Fig.1 Schematic diagram of wedge-shaped brick shape
煉鋼窯爐工作層大多為輻射形環狀砌體,由鎂碳磚以楔形磚的形式砌筑而成,如轉爐爐底、爐身,鋼包包壁、渣線[10],電弧爐熔池、渣線、爐墻等部位。楔形磚[11]形狀示意圖如圖1所示,是至少兩個面為等腰梯形的六面體。等腰梯形的兩底邊長俗稱大小頭尺寸,大小頭尺寸差稱為稍度。如圖1中的楔形磚大小頭尺寸分別為a大、a小,其稍度為a大-a小。
按外觀和供貨狀態來劃分,鎂碳磚屬于定型制品,其生產工藝過程包括成型環節。鎂碳磚的成型方法一般為半干法[12],通常選用摩擦壓磚機、液壓壓磚機和等靜壓壓磚機等成型設備。根據成型方向的選取差異,楔形鎂碳磚分為平打平砌磚和側打平砌磚兩種。當鎂碳磚的成型方向平行于砌筑層高方向時,大小頭尺寸為模具的寬度尺寸,此時,它的稍度為模具兩側側板稍度之和,稱為平打平砌磚;當成型方向垂直于砌筑層高方向時,大小頭尺寸為磚坯的厚度尺寸,稍度為模具上下底板稍度之和,稱為側打平砌磚。
如果采用側打平砌法成型,對同一長度、同一砌筑層高尺寸、不同稍度的鎂碳磚,只需要將底蓋板設計成不同尺寸即可生產,相對于平打平砌磚而言,它具備模具成本低、組織生產便捷和更換模具快等優點,因此它受到鎂碳磚生產廠家的青睞。但是,在使用過程中發現以下幾點疑問,側打平砌磚常常表現出在爐役中后期抗侵蝕能力快速下降的缺點,造成這一現象的原因是否與成型方向有關,以及側打平砌法成型加壓面為斜面,是否對鎂碳磚磚坯的性能指標產生影響,針對上述問題的研究,在行業內還未見相關報導。而這事關產品性能的穩定性和爐役壽命,鑒于此,本文分別選用由平打平砌法和側打平砌法生產的相同配方、相同磚型尺寸的鎂碳磚為研究對象,探討不同成型方向對鎂碳磚性能影響的規律,為生產提供依據。
1 實 驗
1.1 原料及試驗方案
試驗采用97級電熔鎂砂和-195鱗片狀石墨為主要原料,以熱固性酚醛樹脂為結合劑,添加Al粉和Si粉為抗氧化劑,在1 300 t摩擦壓磚機上,采用相同的加壓制度,分別以平打平砌法和側打平砌法兩種方式生產同一形狀尺寸的磚坯,經180 ℃×20 h干燥處理后,按照規定的取樣方法取樣,進行性能檢測。原料化學組成見表1和表2,鎂碳磚試樣配比見表3。

表1 主要原料化學組成Table 1 Chemical composition of main raw materials /%

表2 樹脂和石墨的化學成分Table 2 Chemical composition of resin and graphite

表3 鎂碳磚配比Table 3 Formula for magnesia-carbon bricks /%
1.2 試樣制備及性能檢測
按照表3比例配料后,經高速混煉機混合均勻,在1 300 t摩擦壓磚機上采用相同的加壓制度成型,試驗磚型及數量見表4。

表4 試驗磚型編號及數量Table 4 Type number and quantity of test bricks
磚坯成型后經180 ℃×20 h干燥處理得到成品,并根據試驗檢測項目進行試樣制備,方法如下:
(1)常溫耐壓強度(CCS)、體積密度(BD)及顯氣孔率(AP)
取試樣磚各1塊,按照圖2所示方法切取試樣,從小頭到大頭依次編號N1~N7、B1~B7。其中N1~N7用于檢測CCS,B1~B7用于檢測BD及AP。如C1N1,表示C1試驗磚依小頭到大頭的順序切取的第一塊試樣,用于檢測CCS。CCS、BD及AP檢測分別按照GB/T 5072.2、GB/T 2997執行。
(2)高溫抗折強度(HMOR)
取試樣磚各1塊,按照圖3所示方法切取試樣,從小頭到大頭依次編號G1~G7,用于檢測HMOR。如C1G1,表示C1試驗磚依小頭到大頭的順序切取的第一塊試樣,用于檢測HMOR。HMOR檢測按照GB/T 3002方法進行,檢測條件為埋碳氣氛下,1 400 ℃×0.5 h。
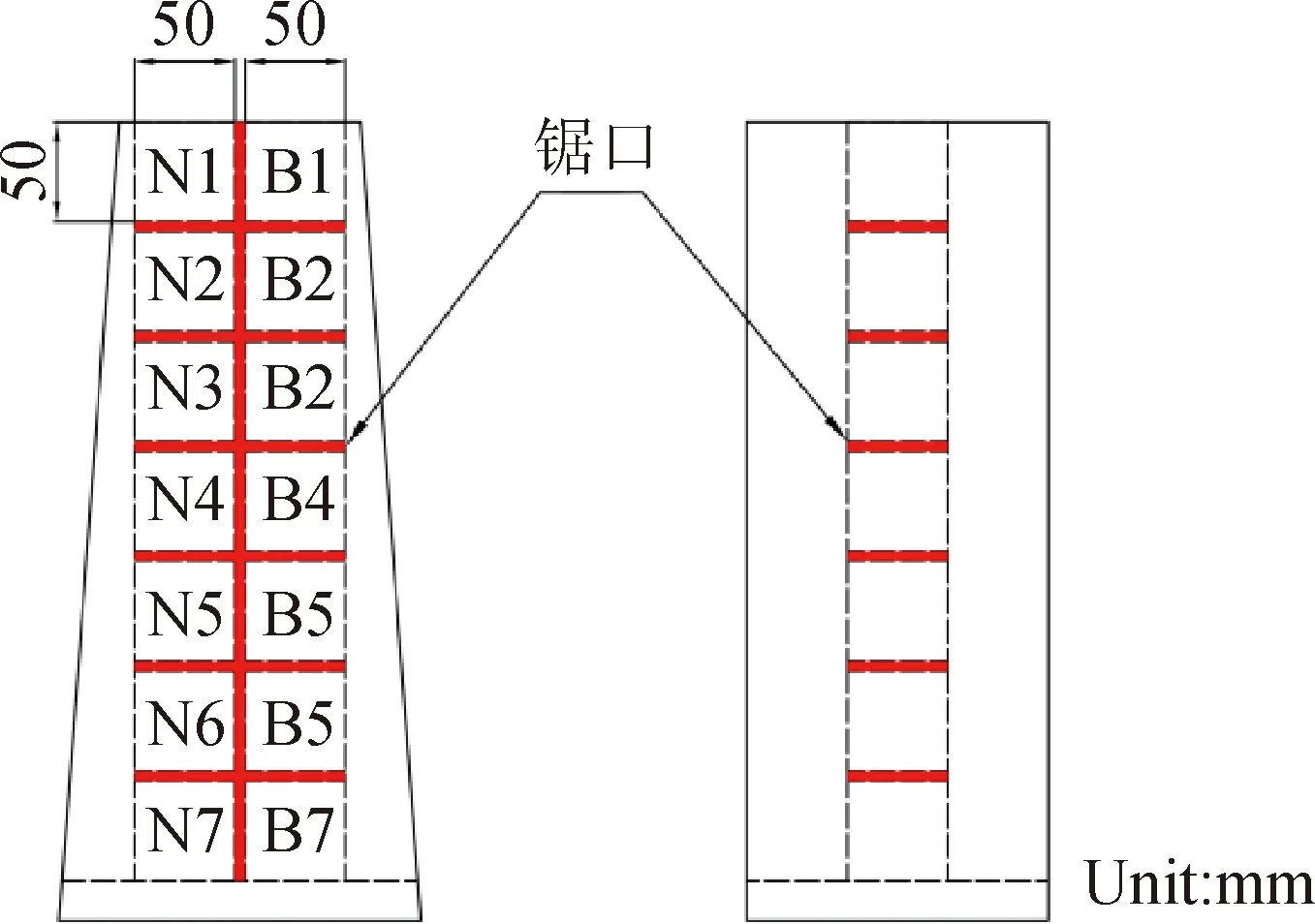
圖2 試樣切取方法示意圖Ⅰ
Fig.2 Schematic diagram of sample preparation Ⅰ
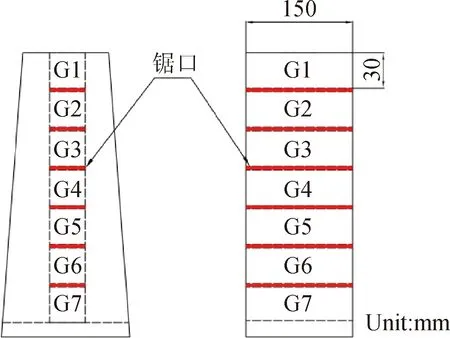
圖3 試樣切取方法示意圖Ⅱ
Fig.3 Schematic diagram of sample preparation Ⅱ
2 結果與討論
2.1 成型方向對鎂碳磚體積密度及顯氣孔率的影響
圖4、圖5示出了從平打平砌磚(P1、P2)和側打平砌磚(C1、C2、C3)小頭到大頭,依次切取的各試樣的體積密度和顯氣孔率檢測結果。從圖中可以看出,當平打平砌時,成型方向和砌筑層高方向一致,此時壓制面為平面,鎂碳磚的BD及AP從小頭到大頭基本不變。如P1的BD和AP平均值分別為3.02 g/cm3和2.24%,最大偏差分別為0.23%和2.61%,考慮試驗誤差,可認為P1的BD和AP變化很小。當側打平砌時,成型方向和砌筑層高方向垂直,此時壓制面為斜面,隨著試樣切取位置從小頭到大頭變化,鎂碳磚的AP逐漸升高。因為BD主要由原料種類、顆粒大小及數量決定,表現出略有下降的趨勢,降幅并沒有AP增幅明顯。
圖6為側打平砌磚成型時泥料被壓制的過程示意圖。從圖可知,成型時一般采用“平鋪”形式布料,即加壓前模腔內泥料上表面為水平面,這主要受制于生產設備條件和生產組織管理。開始加壓后,泥料中的顆粒在結合劑的潤滑作用下會發生壓縮遷移,細顆粒逐步填充在大顆粒堆積成的空隙內,泥料厚度隨著壓制過程的進行而逐漸變小,加壓結束后,泥料的厚度減小值與其原始厚度之比稱為成型過程的壓縮比。從圖6可見,側打平砌磚成型用模具的底蓋板厚度帶有稍度,加壓過程中的受力面始終為斜面,從小頭到大頭方向,泥料最終成型厚度逐漸變大,這使泥料在壓制過程中的壓縮比逐漸變小。壓縮比變小,而模具又是剛性的,當小頭端泥料致密化達到極限時,大頭端泥料卻沒有被完全擠壓,內部的空隙未完全填充。盡管模具對泥料的壓制力可以分解成一個朝向大頭的水平分力Fs,但因為泥料間較大的摩擦力損耗,顆粒在作用力下向大頭方向遷移的位移十分有限。所以,采用側打平砌法成型的磚坯就出現了從小頭到大頭方向上顯氣孔率逐漸升高的現象。
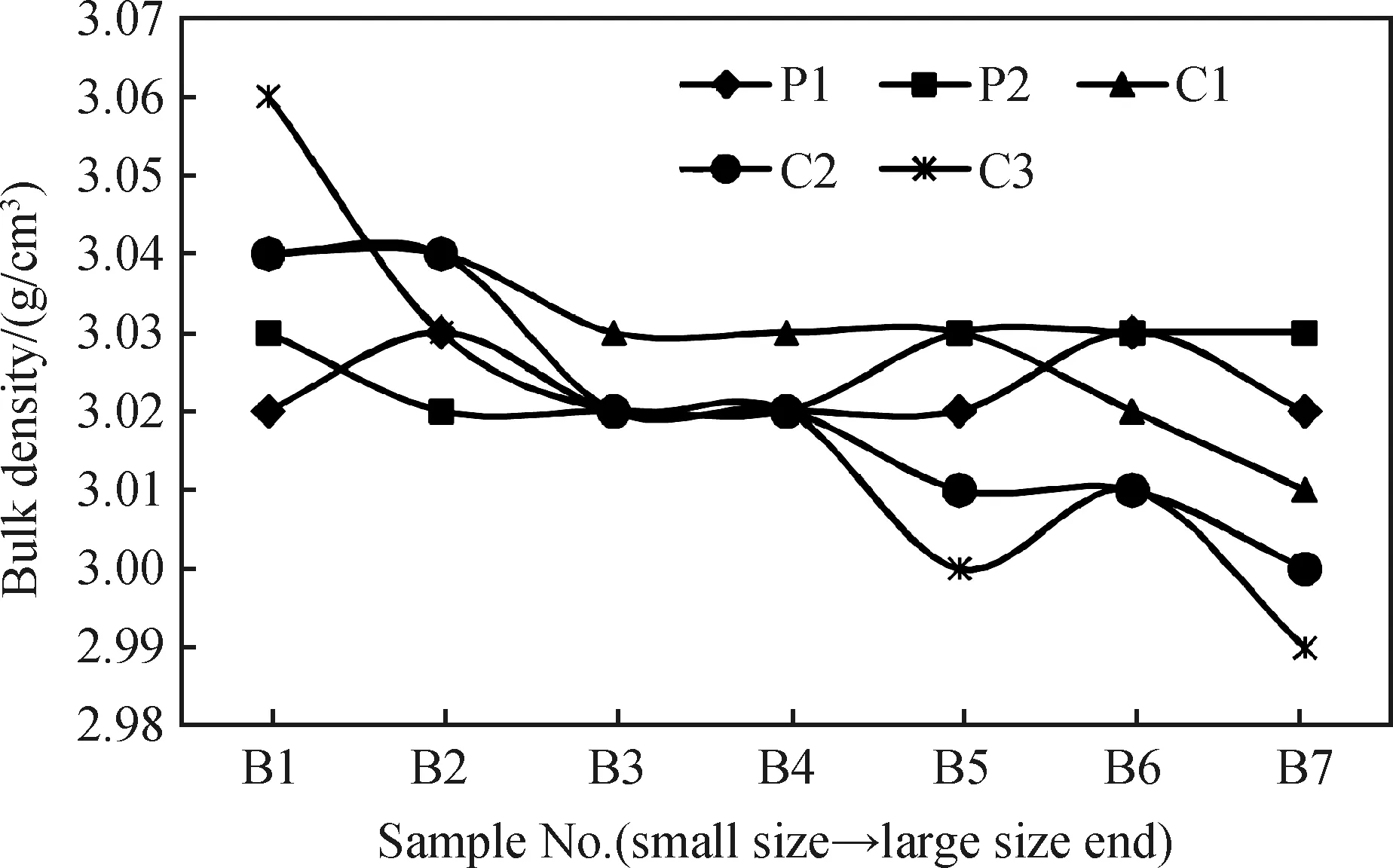
圖4 各試樣體積密度值
Fig.4 Bulk density of each sample

圖5 各試樣顯氣孔率值
Fig.5 Apparent porosity of each sample
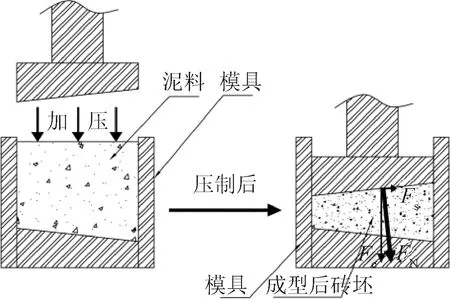
圖6 成型過程示意圖Fig.6 Schematic diagram of forming process
由于平打平砌磚成型時,受壓面始終為水平面,成型過程中,磚坯各部分的壓縮比都一致,所以從小頭到大頭的方向依次取樣檢測時,顯氣孔率和體積密度并不發生變化。
2.2 成型方向對鎂碳磚強度的影響
圖7、圖8示出了試樣CCS和HMOR變化趨勢。由圖可知,P1、P2試驗磚的各試樣CCS平均值分別為40.2 MPa、39.2 MPa,最大偏差僅分別為1%、0.8%,HMOR平均值分別為12.03 MPa、12.01 MPa,最大偏差分別為1.1%、1%。檢測結果波動小,且均在試驗誤差允許范圍之內,因此,當成型方向與砌筑層高一致時,可認為鎂碳磚從小頭到大頭的CCS和HMOR基本不變。
從圖7、圖8還可以看出,C1、C2、C3試驗磚的各試樣CCS和HMOR均表現出大幅度下降的趨勢。如C3試驗磚,小頭處試樣C3N1的CCS為39.5 MPa,而大頭處C3N7試樣卻降至35.8 MPa,降幅約9.4%;小頭處試樣C3G1的HMOR為13 MPa,大頭處試樣C3G7檢測為11 MPa,降幅高達15.4%。
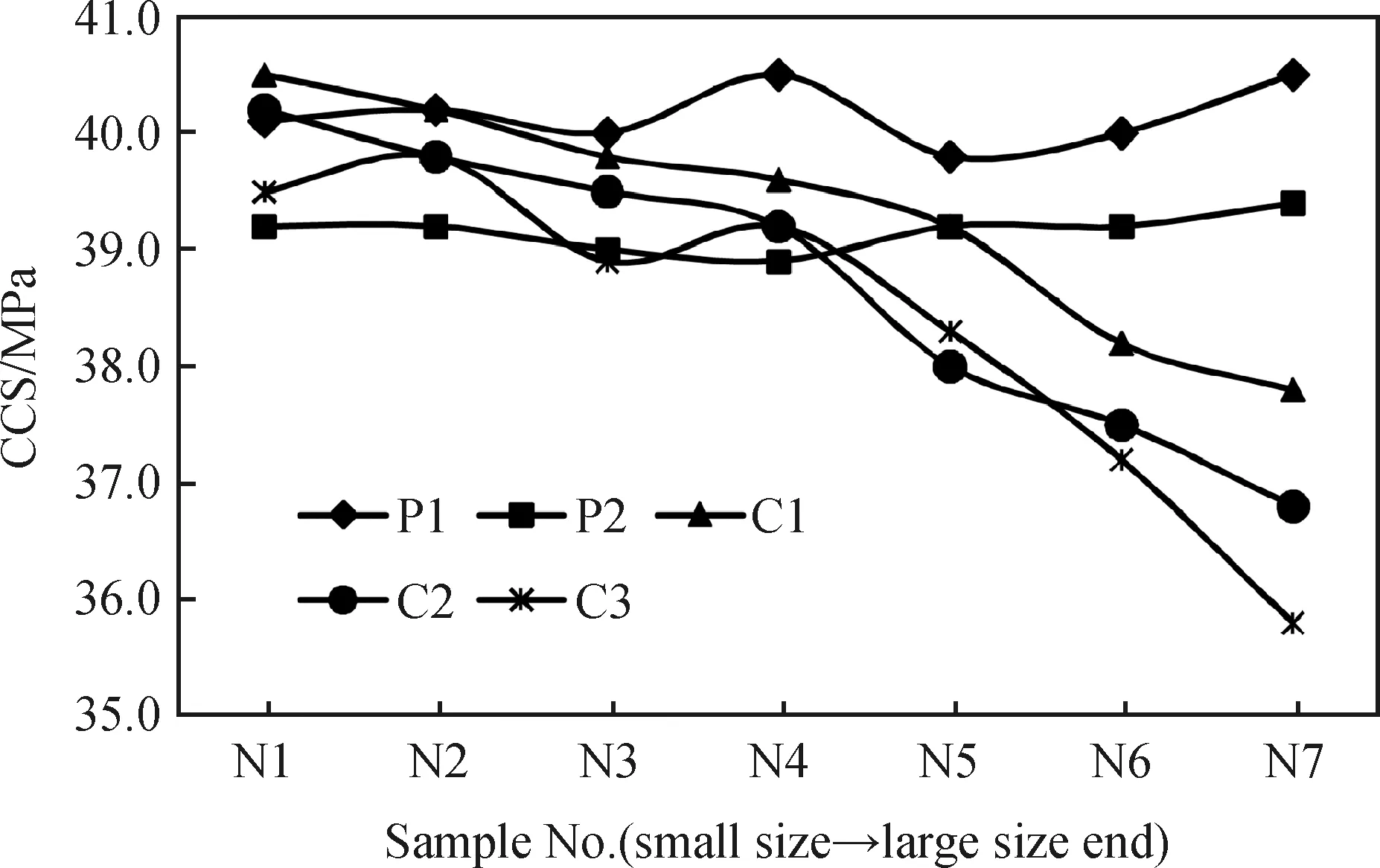
圖7 各試樣常溫耐壓強度值
Fig.7 Cold crushing strength of each sample
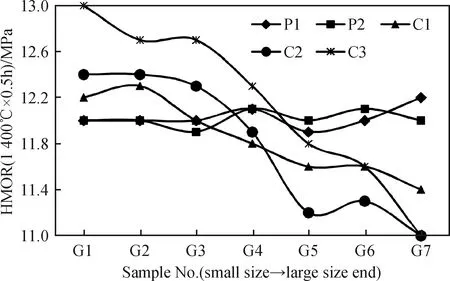
圖8 各試樣高溫抗折強度值
Fig.8 Hot modulus of rupture of each sample
發生上述現象同樣是因為側打平砌法成型時加壓面為斜面,沿小頭到大頭方向上泥料的壓縮比逐漸下降,氣孔率不斷升高造成的。即越接近于大頭的試樣,單位受力面上的氣孔數量越多,能夠抵抗外力破壞的有效支撐面越少,強度就越低。而采用平打平砌法成型時,泥料不存在壓縮比下降,所以P1、P2試驗磚在此方向上強度基本保持不變。
2.3 側打平砌的稍度對鎂碳磚性能的影響
表5示出了C1、C2、C3從小頭到大頭的顯氣孔率增幅變化情況。由表可知,從小頭到大頭方向,試樣的AP均升高,而制樣規則及相鄰試樣取樣間距一致,那么它們的AP升高幅度和增速大小順序為:C1 表5 各試樣顯氣孔率變化Table 5 Changes of apparent porosity of each sample 據前文可知,側打平砌楔形磚C1、C2和C3的稍度分別為20 mm、40 mm和60 mm。綜上所述,側打平砌磚稍度對其從小頭到大頭的性能變化影響較大,隨稍度增加,其AP上升及BD、CCS和HMOR下降均大幅度增加。這是因為,稍度越大,成型時泥料的壓縮比降速越大,使大頭處泥料密實度和小頭處相差甚遠。 另外,結合圖2~圖8及表5可知,側打平砌磚的性能大約在4號取樣位置(中間部位)以后才發生較大的變化,而1~3號性能檢測結果變化不大。產生這一現象的原因可能是,在成型時,泥料被模具的斜形蓋板擠壓,擠壓力有一個朝向大頭的水平分力Fs(見圖6),可以將泥料顆粒推向大頭方向,但因為顆粒與顆粒間、泥料與模具壁間存在著較大的摩擦力,這種水平分力超過中間部位后,效能非常小。而小頭到中間部位,因為對壓縮比降低有一定補償,所以鎂碳磚性能變化較小。這也正是側打平砌磚,在使用過程中常常表現出爐役中后期抗侵蝕能力快速下降的原因。 (1)當成型方向為砌筑層高方向時,即平打平砌磚,其性能指標并不沿著小頭到大頭方向發生明顯變化,而表現為致密性分布均勻、性能穩定的優點。 (2)當成型方向垂直于砌筑層高方向時,即側打平砌磚,因泥料存在壓縮比變化,其顯氣孔率沿著小頭到大頭方向逐漸增大,而體積密度、常溫耐壓強度、高溫抗折強度卻不斷降低,并會隨著側打平砌磚的稍度增大而愈加明顯。 (3)采用側打平砌法成型時,受成型壓力的水平分力影響,磚體從小頭到中間部位的性能下降幅度并不大,從中間部位至大頭部位才表現出性能大幅度下降的規律。這也是側打平砌鎂碳磚在爐役中后期抗侵蝕能力大幅度下降的原因。 (4)盡管側打平砌法具有模具成本低、便于組織生產的優勢,但因采用其生產楔形鎂碳磚時,磚體致密度分布不均勻,導致性能不穩定,最終會影響鎂碳磚的使用壽命。因此,生產楔形鎂碳磚的成型方向平行于砌筑層高方向,即采用平打平砌法是比較合理的。
3 結 論
猜你喜歡
計算機應用(2022年2期)2022-03-01 12:33:42
計算機應用(2022年1期)2022-02-26 06:57:42
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
中學生數理化·七年級數學人教版(2021年6期)2021-11-22 07:50:58
計算機應用(2021年4期)2021-04-20 14:06:36
計算機應用(2021年3期)2021-03-18 13:44:48
計算機應用(2021年1期)2021-01-21 03:22:38
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
中學生數理化·七年級數學人教版(2020年12期)2021-01-18 06:57:46
