基于曲面配準的柔性件裝配偏差分析
2020-07-16 02:02:10徐輝王志國
機械制造與自動化 2020年3期
徐輝,王志國
(南京航空航天大學 機電學院,江蘇 南京210016)
0 引言
裝配偏差是指裝配體實際裝配尺寸與設計尺寸間的偏差,其受到制造精度與裝配工藝等諸多因素的影響。LIU和HU[1]基于有限元法建立一維懸臂梁模型,并利用該模型分析了零件制造誤差、夾具定位誤差以及裝配順序對裝配偏差的影響。由于一維模型的局限性,隨后將該模型推廣至三維,并將柔性件裝配流程劃分為4步:定位—夾緊—裝配—釋放回彈,在此基礎上結合有限元法與統計學方法提出了著名的影響系數法(method of influence coefficient)。該方法通過構建敏感矩陣建立輸入誤差源與輸出裝配偏差的線性關系。隨后針對柔性件裝配偏差的研究多以“定位—夾緊—裝配鉚接—釋放回彈”的裝配仿真流程為基礎,結合影響系數法與超元剛度理論構建力學模型[2-4]。然而,該方法在許多方面仍需改進與完善,其僅預測了裝配體在裝配夾具上的裝配回彈偏差,而在實際裝配過程中,裝配體還需進行下架操作,在裝配體內部殘余裝配應力的作用下,裝配體會再次變形,因此傳統分析模型求解得到的裝配偏差對實際裝配的指導作用有限。
本文對“定位—夾緊—裝配鉚接—釋放回彈”裝配仿真流程予以完善,通過添加“裝配夾具完全釋放”環節模擬裝配體的實際下架,考慮到超元剛度矩陣理論在實際應用中存在的缺陷,利用總體剛度矩陣替代超元剛度矩陣進行裝配偏差建模,依據基準點選取原則,利用曲面配準技術將裝配夾具完全釋放后的裝配體與名義位置進行配準以求得裝配偏差。最后對飛機壁板件模型進行仿真實驗,通過數據對比說明模擬裝配夾具完全釋放環節對于裝配偏差分析的必要性。
1 柔性件裝配偏差計算框架
柔性件裝配仿真流程可分為4步:定位—夾緊—裝配鉚接—釋放回彈,但其未考慮實際裝配過程中裝配夾具完全釋放后裝配體會再次變形,因此需要在上述裝配仿真流程的基礎上添加裝配夾具完全釋放的仿真步驟,如圖1所示。
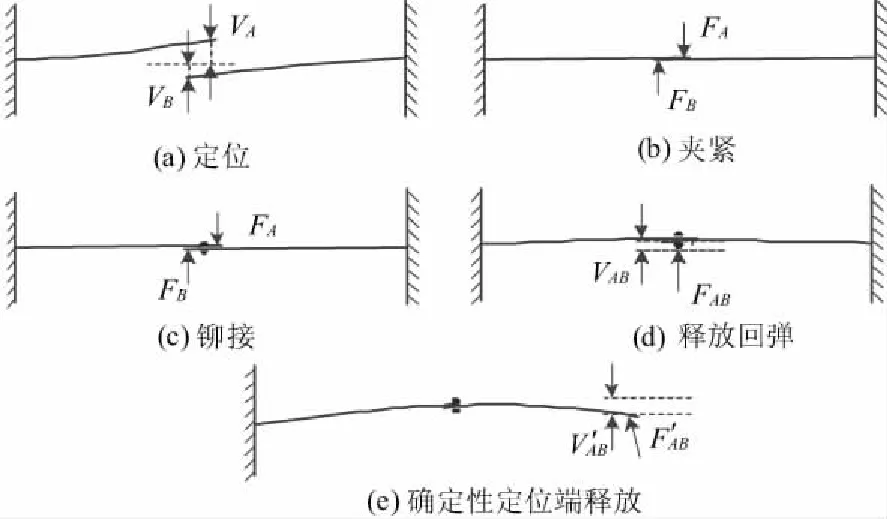
圖1 柔性件裝配仿真流程
1) 零件定位:利用夾具對零件進行確定性定位,定位后零件與名義位置的偏差為VA、VB。
2) 裝配夾緊:利用額外裝配夾具強迫零件位移至名義位置,施加的裝配力為FA、FB。
3) 裝配鉚接:在零件裝配鉚接點處進行裝配鉚接,使之成為一個裝配體,此時裝配體內部存在裝配應力。
4) 釋放回彈:釋放裝配夾具,裝配體在回彈力的作用下發生回彈變形。回彈力FAB作用位置與裝配力作用位置相同,大小相同,方向相反,與FA、FB存在線性關系,回彈偏差為VAB。
5) 裝配夾具完全釋放:為得到裝配體下架后形狀,通過釋放掉一端確定性定位點約束模擬裝配夾具完全釋放,回彈力F′AB為確定端約束力反力,此約束力反力引起的回彈偏差為V′AB,釋放一端確定位約束后裝配體較名義位置的回彈偏差為V″AB。利用總體剛度矩陣理論建立如下裝配偏差力學模型:
(1)
FAB=KABVAB
(2)
(3)
在裝配夾具完全釋放后,需要通過測量基準或人為定義的基準進行裝配偏差計算。當測量基準或人為定義基準與其名義位置的對應點不重合時,需利用曲面配準技術進行配準。若裝配體先進行旋轉操作后進行平移操作,記旋轉矩陣為R,平移矩陣為T,裝配體某關鍵點的名義位置為p,下架后該點位置為p′,則裝配偏差為:
=Rp′+T-p
(4)
2 裝配夾具完全釋放模擬
由于裝配體模型在變形前后其對應點關系是唯一確定的,考慮裝配偏差模型在采樣點的偏差最小原則,建立基于最小二乘的曲面配準算法,通過SVD分解求解旋轉矩陣和平移矩陣,進而獲取裝配偏差。
2.1 基準點選取
裝配偏差的計算需要有參照基準的配合,在偏差測量中,基準的選擇往往由人為設定,其與具體實際情況相關。在裝配體回彈過程中,裝配體的回彈量與裝配體的剛度密切相關[5]。一般而言,裝配體中裝配零件數量越多的位置其剛度越大,在釋放回彈及裝配體下架階段的回彈量較小。由于在裝配過程中裝配體在特殊位置會產生塑性變形,其在釋放回彈及裝配體下架階段的回彈量極小,因此本文選取裝配體模型中剛度較大及產生塑性變形的點作為基準點,建立對應的點集對。
2.2 設定目標函數
在上節中設置了基準點選取規則,記源采樣點點集為S={s1,s2,…,sk},目標采樣點點集為S′={s′1,s′2,…,s′k},則有:
s′i=Rsi+T+Ni
(5)
利用最小二乘法建立目標函數:
(6)
其中要求f最小。根據最小二乘求解法,可建立下式:
(7)
結合式(5)-式(7)即可求得旋轉矩陣R與平移矩陣T。
2.3 基于SVD分解求解裝配偏差
上節給出了目標函數與求解方法,但由于其求解過程過于繁瑣,不易通過編程實現。本節將利用SVD分解對式(5)-式(7)進行求解。
目標約束函數f的物理含義為所有采樣點與對應目標點間距離的平方和最小,表示如下:
(8)
記源采樣點集S的質心為s,目標采樣點集S′的質心為s′,則:
(9)
對式(8)進行展開,將式(9)代入可得:
(10)
由于式(10)中第1項與第2項均≥0,且第1項只和R相關,因此可先通過第1項求解R,再通過第2項求解T。
記源采樣點對應去質心點坐標為qi,目標采樣點對應去質心坐標為q′i,則:
(11)
式(10)可轉化為:
(12)
則:
T=s′-Rs
(13)
展開式(12),記H為3×3的矩陣,其表達式如式(14)。由于R為正交矩陣,即RTR=I,則上式可轉化為式(15):
(14)
φ=(maxtr(RH))
(15)
對H進行SVD分解,得:
H=UΣVT
(16)
則旋轉矩陣
R=VUT
(17)
此時φ最大,利用式(17)即可求得平移矩陣T。
在求得滿足最小二乘的R與T后,根據該變換矩陣對裝配體整體進行剛性變換,通過式(4)即可獲得裝配偏差。
3 飛機壁板件裝配算例驗證
飛機壁板件是機身結構中最常見的裝配體,其具有尺寸大、弱剛性、裝配精度要求高等特點。由于裝配過程中涉及到的零件較多、裝配工藝流程復雜,導致預測壁板件的裝配偏差難度較大[6-7]。本節針對壁板件利用有限元軟件Abaqus及裝配體偏差分析軟件進行仿真,對比分析裝配體下架環節對于裝配體偏差分析模型必要性。
在CATIA中建立壁板件模型,如圖2所示。兩張蒙皮的理論曲率半徑為1990mm,實際曲率半徑分別為1995mm、1980mm,且該模型不考慮除蒙皮外的零件制造誤差。蒙皮、長桁、角片及鈑金框的材質均為鋁鋰合金,材料參數如下:泊松比為0.33,彈性模量為7.3×104N/mm2,蒙皮、角片厚度為2mm,長桁與鈑金框厚度為1.6mm。下面針對壁板件模型處于釋放回彈階段與下架階段的裝配體偏差進行對比分析。
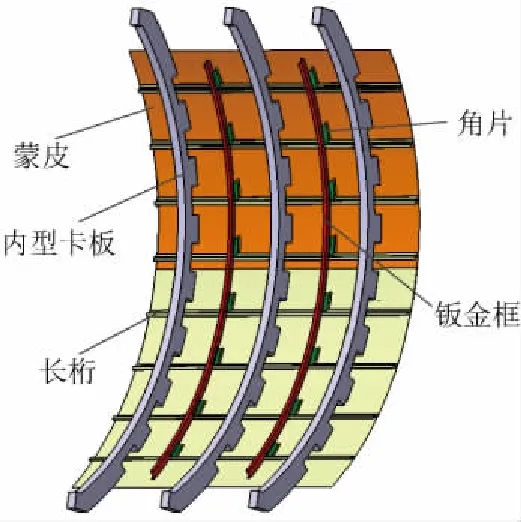
圖2 壁板件結構示意圖
將理論數模導入裝配體偏差分析軟件,并設置壁板件各零件的材料屬性,根據表1中目標點誤差源數據擬合出蒙皮對應的實際數模。隨后根據表2、表3對壁板件進行邊界條件設計、位移約束設置以及MPC綁定,如圖3所示。
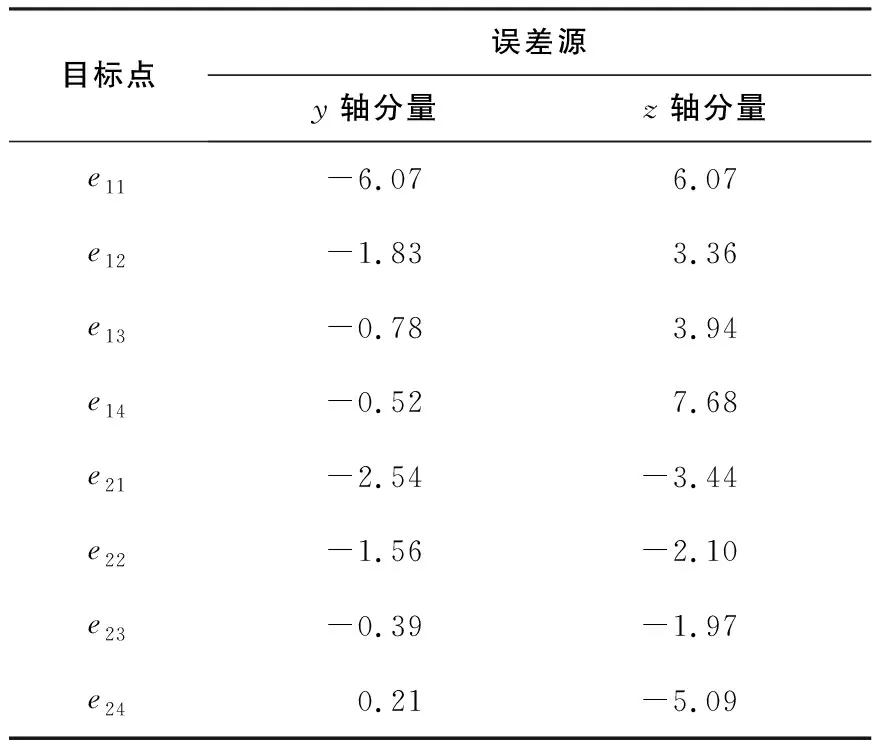
表1 目標點誤差源 單位:mm
在設置完上述約束條件后,通過人為選取采樣點和軟件分析得到結果如圖4所示。
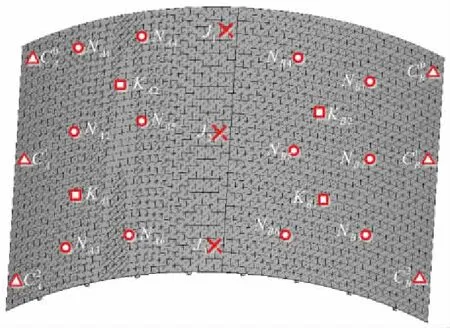
圖3 壁板件約束條件設置模型
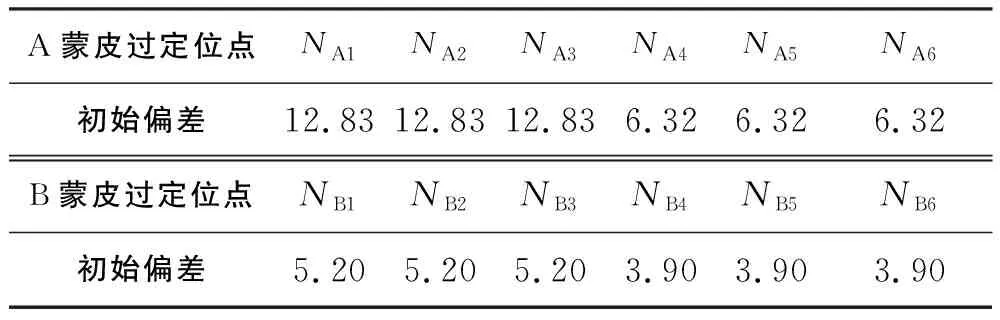
表2 蒙皮過約束定位點初始偏差 單位:mm

表3 蒙皮裝配鉚接點初始偏差 單位:mm
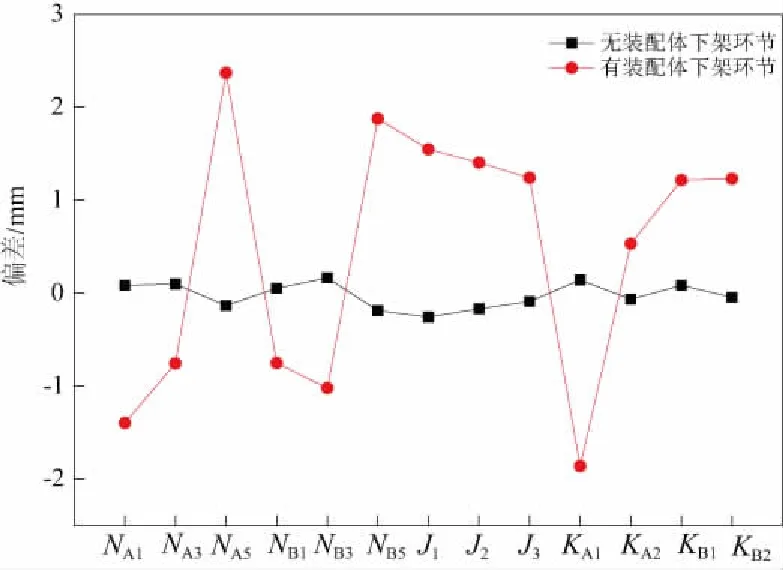
圖4 裝配偏差對比折線圖
對比圖4中有、無裝配體下架環節對應的折線圖可發現,當無裝配體下架環節與有裝配體下架環節采用相同的參照基準時,最終得到的裝配偏差仍具有較大的差別。其原因在于裝配體下架階段時,裝配體再次發生了變形,模型中KPC點、鉚接點及過定位點的相對位置發生了變化,當以確定性定位點作為基準匹配時,對應點處的偏差必然有所差別,這也驗證了裝配夾具完全釋放模擬對于裝配偏差分析的重要性。
4 結語
本文首先利用總體剛度矩陣建立柔性件裝配偏差分析的力學模型,并通過釋放一端確定性定位約束計算裝配夾具完全釋放后裝配體的形狀。然后依據裝配體剛度大或塑性變形大的部位其回彈變形小的準則確定基準點的選取原則,通過最小二乘法確定曲面配準的目標函數,并利用SVD分解技術求解旋轉平移矩陣,進而求解裝配體的裝配偏差。最后對飛機壁板件進行裝配偏差分析,通過對比有、無“裝配夾具完全釋放”環節下關鍵點處的裝配偏差,驗證了裝配夾具完全釋放模擬對于裝配偏差分析的必要性。
猜你喜歡
童話王國·奇妙邏輯推理(2024年5期)2024-06-19 16:03:38
中等數學(2022年2期)2022-06-05 07:10:50
中學生數理化·七年級數學人教版(2021年11期)2021-12-06 05:38:48
中學生數理化·七年級數學人教版(2020年10期)2020-11-26 08:24:50
小學生學習指導(低年級)(2020年6期)2020-07-25 02:31:36
數學物理學報(2020年2期)2020-06-02 11:29:24
小學生學習指導(低年級)(2018年9期)2018-09-26 05:59:44
瘋狂英語·新讀寫(2018年2期)2018-09-07 09:32:10
數學小靈通·3-4年級(2017年6期)2017-06-22 11:28:50
光學精密工程(2016年6期)2016-11-07 09:07:19