基于RBF的電火花多電源同步均衡控制算法
2020-07-16 02:02:30焦銀亮羅福源楊杰
機械制造與自動化 2020年3期
焦銀亮,羅福源,楊杰
(南京航空航天大學 機電學院, 江蘇 南京 210016)
0 引言
電火花線切割已被證實為一種環保、有效、精密的半導體材料切片加工方法。但目前研究學者一般是采用單電源、“一電一線”的進電方式,這種方式存在電源利用率低、切割速度低等問題[1]。在這種情況下,采用多個獨立電源并行放電,并且每個電源給一根經過多圈纏繞的電極絲供電的混合進電方式成為較為可行的解決方案。基于上述思想,本文采用3個電源構建了3×4根切割電極絲構成的超細密細網,進行硅材料的電火花線切割。這種切割方式1次能夠切割出12片完整硅片,極大地提高了電火花切割半導體材料的速度,同時能夠突破單電源功率較小的限制,發揮串行供電方式電源利用率高的優點[2]。但是混合進電方式存在不同組間的電極絲切割速率不一致、半導體切縫不均勻、硅片厚度一致性差等問題。為此,本文提出了基于RBF的電火花多電源同步均衡放電控制算法。為了增強控制算法的準確性和實時性,對RBF神經網絡作了如下改進:
1) 在加工過程中實時調整數據模型,保證數據模型的準確性。在加工過程中,不斷采集加工數據,實時調整數據模型,使得建立的數據模型更符合當前時刻的加工狀態。
2) 將上一次數據模型的權值作為當前時刻神經網絡權值調整的初始值,利用動量增量法,進一步加快算法的收斂速度,提高控制系統的實時性。
3) 利用梯度下降法,根據系統的Jacobian信息和不同組間電流的差值來共同調整電源脈沖寬度,從而快速減小各組電極絲切割速率的差異性。
1 多電源同步均衡放電控制原理
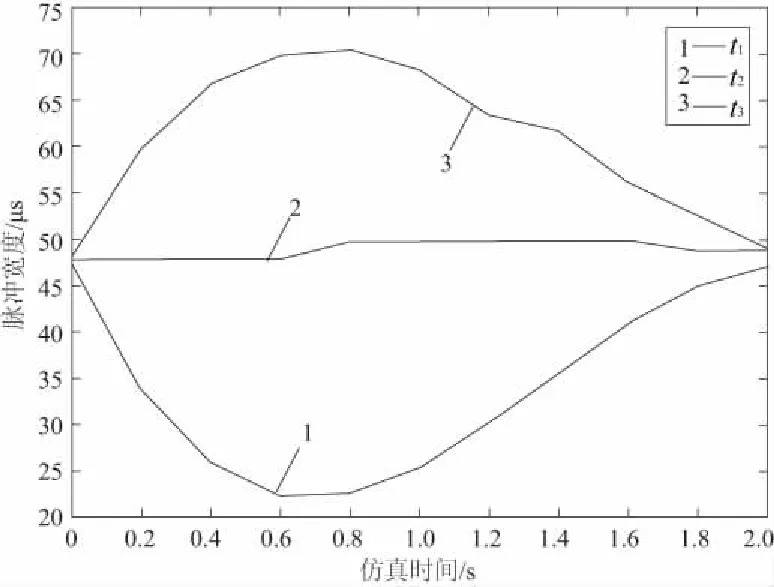
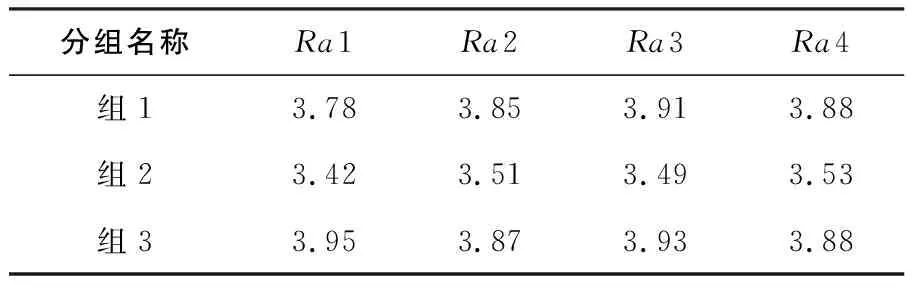
如圖1所示,假設在1個放電周期后,A組間隙 圖1 不同組間電極絲切割間隙示意圖 針對上述不同組間電極絲放電切割速率不一致的問題,本文提出了基于RBF神經網絡的電火花多電源同步均衡放電控制算法,其原理如下: (1) 式中:q為單位時間內電火花放電能量;K為放電系數;WM為單個脈沖電火花能量;f為電火花放電頻率;φt為電火花放電脈沖寬度。 放電電源參數主要包括放電電壓U、放電電流I、脈沖寬度t和脈沖周期T。放電電壓U越大,脈沖寬度t越大,單個放電脈沖能量越大,從而蝕除材料的體積越大[3]。放電切割過程中,電壓U基本保持不變,電流I無法直接控制調整,脈沖周期T在確定最佳值之后基本不作變更。因此,通過脈沖寬度t來調整單個脈沖放電能量是最切實可行的方式。 如圖2所示,RBF神經網絡是一種3層前向的局部逼近網絡,由于輸入到輸出的映射是非線性的,而隱含層空間到輸出空間的映射是線性的,因此能夠加快學習速度并避免局部極小問題[4-5]。將RBF神經網絡引入控制系統是利用神經網絡的非線性映射能力[6],在線辨識被控對象的數學模型,為控制器提供系統Jacobian信息?y/?Δ(靈敏度信息),以便于通過整定算法實時調節加工參數,這樣就構成了具有自適應能力的控制算法[7-8]。 圖2 RBF神經網絡結構圖 RBF神經網絡中,隱含層的輸出結果: (2) 式中:X=[x1,x2,x3,…,xn]為神經網絡的輸入向量;Cj=[cj1,cj2,cj3,…,cjn]為隱藏層第j個神經元的中心向量;bj為第j個神經元的基寬參數。網絡輸出權值: W=[w1,w2,w3,…,wm] (3) 神經網絡的輸出: Y=W×h (4) 第l個輸出結果與目標值之間的誤差: (5) 誤差指標為: (6) 利用梯度下降法,進行權值調整和參數調整: (7) (8) (9) 為了避免權值的調整過程中產生震蕩、收斂速度慢的問題,考慮上次的權值變化對于本次權值調整的影響,引入動量因子α,其值在0~1之間[9]。 wj(t+1)=wj(t)+ηΔwj(t)+α(wj(t)-wj(t-1)) (10) bj(t+1)=bj(t)+ηΔbj(t)+α(bj(t)-bj(t-1)) (11) cji(t+1)=cji(t)+ηΔcji(t)+α(cji(t)-cji(t-1)) (12) Jacobian陣(即被控對象的輸出對控制輸入的靈敏度信息)算法為: (13) RBF網絡隱含層神經元個數取9,網絡結構為5-9-3,i=1,2,3,4,5,j=1,2,3,…,9。 輸入向量X=[H,V,t1,t2,t3];輸出向量Y=[y1,y2,y3];調整指標I=[i1,i2,i3];H為當前加工厚度;V為當前進給速度;ti為第i組電源脈沖寬度,i=1,2,3;ii為第i組平均電流,i=1,2,3。 當前k時刻,3組電流的中間值為imid(k),若3組電流值中存在2組或3組電流值相等,取相等的電流值為imid(k)。 各組電流與中間值的微小偏差量如下: Δij(k)=imid(k)-ij(k) (j=1,2,3) (14) 利用數據模型的靈敏度信息調整脈沖寬度: (15) 脈寬調整采用如下策略: 1) 若Δij(k)≤0,則: tj(k+1)=tj(k)+Δtj(k) (j=1,2,3) (16) 2) 若Δij(k)>0,則: tj(k+1)=tj(k)-Δtj(k) (j=1,2,3) (17) 式中:?yj/?tj為RBF神經網絡辨識所得系統Jacobian信息;λ為量化因子;Δtj為根據電流差值計算出的脈寬調整量。基于RBF的多電源同步均衡控制算法流程如圖3所示。 圖3 多電源同步均衡放電控制算法流程圖 根據上述算法流程圖,利用MATLAB建立了如圖4所示的Simulink系統仿真模型,包括仿真數據輸入模塊與同步均衡控制模塊。通過仿真數據輸入模塊,將數據輸入到仿真系統中,并建立仿真時間與輸入數據之間的關系。同步均衡控制模塊根據輸入的仿真數據校正RBF數據模型,并根據3組電流的差值計算新的脈沖寬度。 圖4 Simulink仿真系統框圖 圖5是利用隨機值作為參數初始值,根據更新的數據調整神經網絡模型的收斂圖。圖6是將上一次數據模型的權值作為當前時刻神經網絡權值調整的初始值并引入動量因子α的改進RBF神經網絡收斂圖。 圖5 參數隨機初始值條件下RBF神經網絡收斂圖 圖6 改進的RBF神經網絡收斂圖 對比圖5與圖6可以看出,改進后的RBF神經網絡收斂速度大大提高。用隨機值作為RBF神經網絡參數的初始值,其達到收斂條件的迭代次數接近18000次。而改進的RBF神經網絡達到收斂條件的迭代次數接近6100次,遠遠小于常規RBF神經網絡的迭代次數,大大提高了算法的收斂速度,從而保證控制系統的實時性要求。 如圖7、圖8所示,在仿真起始階段,第1路電流值i1最小,第3路電流值i3最大,且3組電流的差值較大,此時對應輸出的脈沖寬度t1迅速降低,從而減小脈沖電源的能量,減小材料的蝕除體積,減小第1組電極絲與工件之間的間隙。脈沖寬度t3迅速增加,增大第3組電極絲與工件之間的間隙。仿真時間在1s~1.8s范圍內,3組電流差值較小,第1組電流i1最大,此時脈沖寬度t1緩慢增加。第3組電流i3較小,此時脈沖寬度t3緩慢減小。而第2組電流i2比較平穩,因此脈沖寬度t2調整較小。仿真時間在1.8s~2s范圍內,3組電流大小基本一致,此時脈沖寬度基本不變。從上述分析中可以看出,同步均衡放電控制算法能夠實時動態調整脈沖寬度,使3組電極絲的加工狀態保持一致。 圖7 仿真系統電流輸入圖 圖8 脈沖寬度輸出圖 圖9是國內首創的混合進電硅材料電火花超細密線網機床樣機,圖10是3×4根切割電極絲構成的超細密線網空間排布圖。如圖10所示,在空間中錯位排布多線集聚切割導輪組,電極絲反復纏繞在多槽導輪的導線槽中,在垂直進給方向上構成間距僅為0.6mm的12根電極絲切割線網。 圖9 混合進電電火花多線切割機床實物圖 圖10 細密線網空間排布圖 圖11(a)是多電源同步均衡控制算法條件下切割出的半導體硅材料的切縫形貌圖,圖11(b)是利用定脈寬條件下切割出的切縫形貌圖,由于顯微鏡視野大小的限制,只能觀測到4條切縫的情況。 圖11 不同條件下得到的切縫形貌圖 如圖11(a)所示,利用同步均衡放電控制算法得到的切縫寬度較小,且邊沿較為平整,同時各組之間切縫基本相同。根據表1中數據得知,各組之間的切縫寬度差異<10μm,切縫平均值為198μm。從圖11(b)中可以看出,在定脈寬條件下進行放電切割半導體硅材料,切割出的切縫寬度較大,邊沿毛刺較為嚴重,同時組與組之間切縫寬度差距較大,最大切縫差值>20μm,切縫的平均值為231μm(表2)。上述實驗結果表明,利用多電源同步均衡放電控制算法得到的硅片切縫寬度遠遠小于定脈寬條件下切割出的硅片切縫寬度,同時保證不同組間的電極絲切縫較為均勻,硅片厚度一致性較好。 表1 同步均衡放電控制算法條件下得到的切縫寬度表 單位:μm 表2 定脈寬條件下得到的切縫寬度表 單位:μm 不同條件下,3組電極絲切割的硅片表面粗糙度數值如表3-表4所示。 表3 同步均衡放電控制算法下切片表面粗糙度數值表 單位:μm 表4 定脈寬條件下切片表面粗糙度數值表 單位:μm 根據表3和表4中數據對比分析可以得知,利用多電源同步均衡放電控制算法,消除了各組之間電極絲切割速率的差異性,因而保證切割出的硅片表面質量基本相同。利用多電源同步均衡放電控制算法切割出的半導體硅片的表面粗糙度平均值為2.84μm,而定脈寬條件下切割出的硅片表面粗糙度平均值為3.75μm。可見,本文提出的控制算法能夠解決多電源混合進電方式中存在的電極絲切割速率不一致的問題,從而得到較好的工件表面質量。 針對混合進電硅材料電火花超細密線網切割方法中存在的不同組間電極絲切割速率不一致的問題,提出了基于RBF的多電源同步均衡控制算法,在加工過程中根據更新的數據不斷調整神經網絡模型,并將上一次數據模型的權值作為當前時刻神經網絡權值調整的初始值,提高了所建立模型的準確性。通過引入動量增量法與梯度下降法,進一步加快了算法的收斂速度,提高了伺服控制系統的實時性。Simulink仿真與硅片切割試驗結果表明所提出的算法切實有效。
2 同步均衡放電控制算法原理


3 MATLAB仿真與分析




4 實驗與分析
4.1 試驗樣機的搭建


4.2 切縫寬度分析



4.3 表面粗糙度分析

5 結語