淺談帶壓焊接精準堵漏方法
2020-07-23 16:28:06韓偉
價值工程 2020年19期
關鍵詞:安全措施
韓偉


摘要:“帶壓焊接堵漏技術”是指金屬設備、管道、容器、閥門等一旦出現裂紋或孔洞等,發生介質向外泄漏,為避免非計劃停車造成損失,需要在適當降低或完全不降低工藝介質溫度、壓力的條件下,通過尖平鏟錘擊擠壓焊接法等帶壓焊接方法使之重新達到密封不泄露的一種特殊技術手段。經過多次現場操作,證明該方法是行之有效的應急處置辦法。用最短的時間實施焊接堵漏,避免了非計劃停車造成的經濟損失。
Abstract: "Leak plugging technology with pressure welding" refers to a special technical means that once cracks or holes occur in metal equipment, pipelines, containers, valves, etc., media leaks out, in order to avoid losses caused by unplanned parking, it is necessary to reduce the temperature and pressure of the process medium appropriately, or use pressure welding methods such as squeezing welding with a sharp shovel to make it re-seal without leakage. After many on-site operations, this method has proved to be an effective emergency treatment method. Welding leaks are implemented in the shortest time to avoid economic losses caused by unplanned parking.
關鍵詞:帶壓焊接;堵漏技術;安全措施
Key words: pressure welding;plugging technology;safety measures
中圖分類號:TG444 ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? 文獻標識碼:A ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ? ?文章編號:1006-4311(2020)19-0148-02
1 ?概述
1.1 研究帶壓焊接精準堵漏的背景及意義
石油煉化工廠在生產中,某些連續運轉的設備或裝置上的法蘭、管道、閥門、三通處、彎頭、塔、釜、罐等,因介質長時間的腐蝕、沖刷、振動等在設備上形成漏洞導致運輸介質向外噴射流動。噴射流動且帶溫帶壓的介質,除了影響正常生產流程的穩定性和產品工藝質量,還會對周圍環境造成污染或者裝置非計劃停車等。有些介質如有毒有害氣體、油脂等泄漏后還會發生安全事故,給企業、社會帶來巨大的損失。此時,帶壓焊接堵漏技術的應用就顯得尤為重要。
1.2 帶壓焊接堵漏存在的問題
帶壓焊接堵漏技術一般是不提倡的。原因有三:其一,熔池的金屬在沒有凝固之前容易被噴出的介質吹散;其二,易燃易爆的介質可能威脅施焊人員的安全,更何況是動態作業補漏;其三,焊接質量無法保證,會存在很多缺陷。
1.3 帶壓焊接堵漏的可行性
帶壓焊接堵漏在充分考慮周邊環境、泄漏位置和泄漏介質,然后在制定可靠的技術方案和落實安全措施的條件下是可行的。根據泄漏部位的形狀、大小和現場泄漏情況制作焊接堵漏器具,實施精準焊接恢復密封狀態,保證生產正常運行。
2 ?帶壓焊接堵漏的特點及作業要求
2.1 帶壓焊接堵漏的特點
①帶壓焊接屬于動態焊接堵漏作業,作業時不影響裝置正常運行。
②帶壓焊接適用范圍廣。適用于大多數泄漏介質處的裂紋、孔洞、沙眼、漏點等。
③不需要配備特殊的工具器材,只需要電焊機和焊接堵漏材料即可作業。
④帶壓焊接堵漏屬于緊急搶修,時間上不允許耽擱,早開始一分鐘意味著成功的幾率大一分,因此參加搶修的各部門要緊密配合,以最快的速度制定出安全可靠的方案并實施。當然也需要由經驗豐富、應變能力強、技術熟練的焊工來實施作業。
2.2 帶壓焊接精準堵漏的作業要求
①帶壓焊接在設定的條件下雖然可行但是帶壓焊接在操作時還是存在相當大的危險。所以在操作帶壓焊接時,作業者一定要穿戴防護用品防止被泄漏噴出的介質傷害。還需要清理出一條應急逃生通道,當發生意外時,作業者可以快速撤離現場。
②帶壓焊接要求由技術過硬、經驗豐富的作業者進行,否則會適得其反把漏點越焊越大,引發安全事故。
③在實施帶壓焊接之前,一定要先掌握要焊接的管道設備壓力在可作業范圍內。焊接中焊工必須嚴格按照作業方案實施焊接,在對裝有有毒介質的容器設備類進行帶壓施焊時,作業者要佩戴空氣呼吸器,還要及時的疏散有毒氣體保證作業場所新鮮空氣的及時供給,和做好有毒有害物質的污染隔離等問題。
④下面將要提到的幾種帶壓焊接精準堵漏的方法,均屬于臨時性應急處置。由于被施焊的管道、容器等設備在生產運行狀態,那么就存在著影響焊接質量的水、汽、油等介質,最終焊縫就會存在焊接缺陷。等到裝置設備在不帶壓或者不裝介質或者停車檢修的時候,需要徹底去除所有臨時性的焊接堵漏狀態然后重新修復漏洞,以消除安全隱患確保使用要求。
3 ?帶壓焊接堵漏常用的幾種處理方法
3.1 尖平鏟擠壓、錘擊焊接法
該方法適合運用在壓力較低的管道或者容器設備上的裂紋、砂眼或者氣孔等漏洞的焊接。實施焊接時焊接電流比正常焊接作業規范增加10%-30%左右,操作采用快速點焊或者連弧焊法。利用電弧產生的熱量加熱漏點的周圍,然后慢慢向漏點處收攏熄弧后,用尖鏟或手捶向漏點處快速擠壓敲打,邊擠壓敲擊邊焊接,直到消除泄漏狀態。
3.2 釘子補丁螺母焊法
有些砂眼、氣孔直徑較大時,可先用合適的釘子、焊條頭或者木材、螺母等,根據實際情況切割打磨合適大小的材料將泄漏孔洞釘住、堵住或者蓋起來,以減少外漏的壓力和流量,然后再快速補焊,補焊動作要迅速準確。(圖1)
3.3 畫圈焊接法
有些泄漏是因為管道或者容器設備被長時間的腐蝕、磨損、消耗等因素造成母材減薄,這種情況下的焊接不應該直接對泄漏處進行補焊,這樣會適得其反造成泄漏點越焊越大的現象。應該在泄漏處的周邊先行點焊,先建立起一個保護點,然后一點一點向泄漏處圈焊。逐漸縮小泄漏處的面積,直至消除泄漏狀態。
3.4 導引流、加閥門焊接法
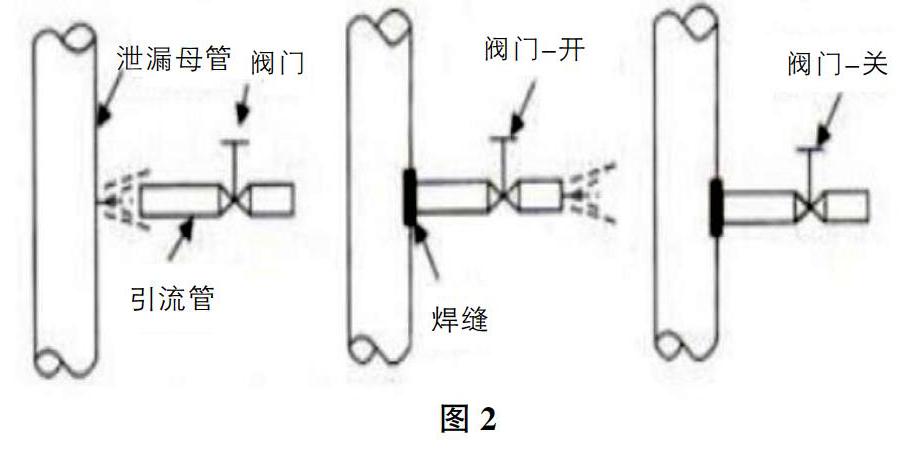
如果泄漏處面積較大、流量較大或者壓力較大時的帶壓焊接堵漏,應視泄漏處形狀、管徑大小準備合適補板,在補板上根據泄漏處位置開口,開口處焊接上一段導引流的管子,然后在導引流管的上面安裝或者焊接一個閥門;如果泄漏處面積、流量或者壓力較小時,不用在補板上開口焊接導引流管,直接在補板上焊接一個螺母即可。需要注意的是:準備的補板面積要大于泄漏處的面積;焊接的導引流管子要對準泄漏處;用密封膠均勻的涂在補板與泄漏處的接觸面上,讓泄漏的介質從導引流管流出去,不要從周圍滲出來;焊接好補板以后切記要關閉導引流管上的閥門或擰緊螺母。
3.5 套管焊接法
管道因腐蝕或磨損等造成大面積泄漏的時候,需要找一段比泄漏處的面積長還要能包住泄漏管徑的管子作為套管。把套管對稱切成兩半,在其中一半套管的最下面焊上一個導引流管,要求導引流管的管口較大應便于泄漏處介質的快速流出,具體焊接方法參考上面3.4導引流焊接法。在焊接套管時應先焊接管子與套管的最低點,最后焊接套管的其他焊縫。需要注意的是涉油類設備不能采用連續焊接法,那樣會使焊縫處和管材的溫度過高產生危險。應該使用冷卻點焊法,焊接點必須要有蒸汽或者氮氣保護。必要時需要靈活運用上面提到的各種帶壓焊接方法,才能保證泄漏處的成功堵漏。
4 ?結論
上面提到的這幾種帶壓焊接補漏的方法經過多次現場操作,證明是行之有效的應急處置辦法。在最短的時間里用最優質的施工方法實施焊接堵漏,保證了生產裝置的正常運行,避免了因設備泄漏非計劃停車造成的經濟損失。
參考文獻:
[1]楊泗霖.焊接安全[M].北京:中國勞動社會保障出版社, 2006.
[2]王長忠.焊接安全知識[M].北京:中國勞動社會保障出版社,2008.
[3]趙勇,劉懷旭,李杏.電弧焊帶壓堵漏技術研究與應用[J].價值工程,2014,33(13):24-25.
猜你喜歡
江蘇安全生產(2024年1期)2024-03-07 09:31:04
江蘇安全生產(2023年1期)2023-02-08 05:58:30
消費電子(2022年5期)2022-08-15 08:23:22
裝備制造技術(2021年2期)2021-07-21 05:38:50
中華建設(2019年7期)2019-08-27 00:50:36
中華建設(2019年7期)2019-08-27 00:50:30
減速頂與調速技術(2018年3期)2018-08-27 01:48:32
家教世界·創新閱讀(2017年8期)2017-08-09 22:24:14
中國洗滌用品工業(2015年9期)2015-02-28 19:02:59
減速頂與調速技術(2014年1期)2014-03-15 08:30:39