壓力容器焊接工藝評定常見問題分析及解決措施
2020-07-23 16:33:36魏春濤宋世強史運東趙汝峰
石油研究 2020年6期
關鍵詞:解決措施
魏春濤 宋世強 史運東 趙汝峰
摘要:在進行壓力容器的制造工作階段,焊接控制是一個十分重要的步驟,焊接工藝評定工作有利于保障焊接接頭其自身的使用性能得到最大化的發揮。如今隨著社會不斷發展進步,我們國家的石化行業飛速化發展,科學技術和技術化水平也隨之不斷的提高,一些老舊的、傳統的要求規范已經在一定程度上不能適用于我國的承壓設備焊接發展,不利于社會各方面的成長。所以最新出臺的NB/T47O14—201l《承壓設備焊接工藝評定》就替代了舊版的規定,新規的應用不僅有利于提高工程建設的效率,同時還可以有利于降低工程建設的成本,有著很高的經濟效益與社會效益。
關鍵詞:壓力容器;焊接工藝評定;常見問題分析;解決措施
引言:我們國家現階段石化行業的正處于飛速化成長的狀況中,壓力容器焊接工藝的使用也隨之越來越廣泛。在壓力容器焊接工藝評定工作進行的過程中,相關技術的運用還不夠完善,工作人員還不能完全的掌握評定新規,不能將其熟練的運用于我國的焊接工藝評定工作之中,從而不能充分的保障焊接工程的品質以及效率,面臨著一系列嶄新的挑戰。本篇文章根據相關的新標準內容,就壓力容器焊接技術方面存在的困難點與工程建設過程中經常出現的問題開展了一定的分析與探究,并且對我國未來的壓力容器焊接技術具體的發展方向以及新規政策進行了一定的闡述,僅供參考。
1.焊接工藝評定的目的
焊接工藝評定具體來說是指為了測試焊接工藝的操作步驟是否是正確的而開展的測試工作以及結果評定。焊接工藝評定的目的簡而言之就是讓其接頭的力學能力以及其自身的彎曲性能達到相關的要求規范。它還有一個附加的評定目的是為了讓其接頭的特殊性能可以滿足所要求的規定。焊接工藝評定結果為合格的,這種情況可以說明在未來的工程建設中施焊產品的接頭的使用性能是能夠滿足相關的規范要求的,但這一結果是不可以作用于保障壓力容器的所有的焊接品質都滿足所規定的要求的。當焊接工作的設計計劃中要求需要加入超過 NB/T47O14—201l規定之外的驗證流程時,就需要著重的注意如下的這幾個問題:
(1)首先必須要明確是按照怎樣的標準來進行驗證,同時還需提前計劃好完善的驗證方案與流程。
(2)其次,需要添加驗證工作的合格指標,并且嚴格的確定合格指標的類型。
(3)最后,需要添加相關的驗證要求,并且清楚的確定其所覆蓋得范圍。
基于此,可以看出即便是驗證的結果為合格的,也僅僅只是在一個特定的范圍之內是有效的,不能充分確定工程建設的整個覆蓋范圍是否為合格的。
2.焊接工藝評定試件的分類對象
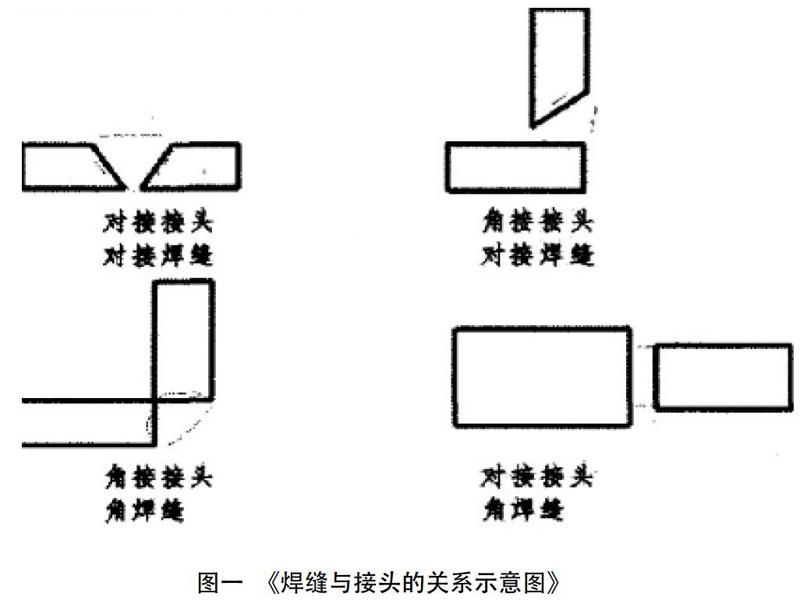
焊接工藝評定對象是焊縫,并非是所謂的焊接接頭,焊接接頭是使用焊接工藝將兩個的鋼板進行連接工作,它是由焊縫、熔合區以及熱影響區構成的。焊縫是指焊件焊接后的結合部分,所以焊縫就是形成接頭的基礎部分。所有類型的接頭基本上都是由焊縫形成而來的,需要注意的問題是,對接時所使用的接頭可以是由角焊縫形成而來的,而角接接頭可以是由對接焊縫形成的,詳細的情況與流程請見下圖一《焊縫與接頭的關系示意圖》所示:
3.母材、填充金屬的分類與評定規則
在新規NB/T47O14—201l的規定里,母材的分類是根據其自身相關的化學性質以及力學性能等來確定其類別的。就焊條、焊絲的相關分類要求也都是按照新規要求中的母材的分類規范來進行的,讓其金屬分類和母材分類保持一致。還需要著重的關注熔敷金屬的力學性能,與此同時,還有關注其自身的化學性質與特征,遵守母材與填充金屬的分類以及其再次評定的要求。
現階段,雖然相關的焊接工藝所評定的數量越來越少,但是對于相關的驗證工作人員與工程建設的責任人員的要求卻越來越高。比如說,當某個不銹鋼用 A102的焊條進行焊接工作時,經過一系列的評定工作后,檢驗的結果為合格的,在使用同一類別的焊材 AO02進行焊接工作時,根據一般的評定的要求是不需要再次進行評定、驗證工作的,但是因為工程建設中對于焊材的選用以及相關的工藝要求,相關的驗證工作人員需要進行再次的選擇與確定工作,同時還需要再次制定、編寫焊接工藝的指導書。這一來也在一定程度上也保障了焊接工作的品質與安全性。
4.焊后熱處理
焊后熱處理具體來說是指改變接頭的組織與性能的過程,或者是焊接殘余應力的過程。需要我們注意的是,在進行壓力容器的制作工作階段,熱沖壓成封頭也屬于焊后熱處理,同時還包括超出上轉變溫度的熱沖壓與空冷的過程。所以,在進行焊接工藝評定工作的過程中,必須要關注、重視其每一種情況。從焊后熱處理工藝評定規定中可以看到,在按照相關的要求開展沖擊驗證工作階段,如果在焊后熱處理過程中,其自身的保溫溫度與其自身的保溫時間出現了一定的變化,并且變化超出了所規定的范圍,這時就需要進行再次的工藝評定工作。這里所提及的保溫溫度范圍具體來說就是,在進行評定工作的過程中焊件的溫度范圍,一般是在正負二十攝氏度以內進行波動,一旦超出這個溫度范圍,就需要再次進行驗證。而相應的,保溫時間范圍則是指在低于下轉變溫度狀態中開展焊后熱處理工作,試件保溫時間不能低于焊件在制造階段的累計保溫時間的百分之八十,如果保溫時間低于這一標準就需要進行再次的評定。
5.結束語:
綜上所述,我國的石化行業需要不斷提升相關技術應用的水平,不斷的提升其工藝評定的要求、標準,以此來保障焊接工作的品質。對于新規定新要求的應用以及工藝評定工作方面所常見的問題,相關的工作人員需不斷的進行完善以及探究,不斷創進行新和發展,讓相關的規定、要求更好的、更為充分的適應工程建設的要求,有利于提高工程建設的效率,在一定程度上也保障了焊接工作的品質與安全性。
參考文獻:
[1]韓偉,姚小靜,李俊婷,韓明,岳明.壓力容器焊接工藝評定常見問題分析及解決措施[J].化工設備與管道,2019,56(05):21-26.
[2]王男.基于SolidWorks新型焊接式渣包企業標準化定制系統的開發與研究[D].合肥工業大學,2019.
[3]李樂.鋁鋰合金薄板背反射增效激光焊接工藝與組織性能研究[D].江蘇大學,2019.
[4]葉衛林,姜銀松,張啟明,劉偉,李志鵬,張瓊偉,蘇征,李亞杰,王珊珊,鄭高峰.航天用過濾器電子束焊接成形控制研究[J].新技術新工藝,2019(03):67-70.
[5]雷曉青,蓋曉鵬,高武,李波,樊寧軍.油氣田管道焊接工藝監督方法探討[J].石油工業技術監督,2018,34(09):17-18+34.
[6]馬軍強.壓力容器焊接工藝計算機輔助系統的研究與開發[D].西安石油大學,2015.
猜你喜歡
文藝生活·下旬刊(2016年10期)2016-11-03 00:53:34
經營者(2016年12期)2016-10-21 08:24:22
課程教育研究·學法教法研究(2016年21期)2016-10-20 18:17:43
現代經濟信息(2016年19期)2016-10-20 15:30:24
中國科技博覽(2016年19期)2016-10-19 15:04:37
中國科技博覽(2016年18期)2016-10-19 08:20:44
商場現代化(2016年22期)2016-10-18 20:06:55
科技視界(2016年21期)2016-10-17 20:46:50
科學與財富(2016年28期)2016-10-14 18:44:14
科學與財富(2016年28期)2016-10-14 18:28:23