
應用6sigma解決工廠中的實際問題
2020-08-28 11:39:49吳剛
西部論叢 2020年9期
吳剛
摘 要:2000年后,無線電子等產(chǎn)品如雨后春筍,各種設計方案和制造加工企業(yè)也相繼出現(xiàn)。此類電子產(chǎn)品具有一個共通特性就是無線頻段較多,為了保證產(chǎn)品質量,生產(chǎn)企業(yè)找到一個合適自己的檢測標準就非常重要了。本文首先介紹了6sigma基本邏輯和相關概要,再結合工廠的實際案例,系統(tǒng)的闡述如何應用6sigma的質量思維解決實際生產(chǎn)中的困難,找到問題根源和制定企業(yè)合適的質量標準,幫助企業(yè)提升產(chǎn)品良率和改善生產(chǎn)力,從而降低運營成本和縮減生產(chǎn)周期。
關鍵詞:六西格瑪(Six Sigma);質量標準;質量案例;制程
改善
引 言
Sigma是希臘語,即標準變差之意。6Sigma是一種排查和解決問題的方法,是上世紀80年代起源于當時的通信巨頭摩托羅拉公司一個叫比爾·史密斯工程師提出。90年代初期開始被GE這樣的巨頭公司借用,幫助GE快速成長,這才使得當時不多的幾個跨國企業(yè)開始紛紛學習,6Sigma是一個系統(tǒng)的界定、測量、分析、改進、控制的過程,同時結合PDCA的持續(xù)改善全面質量管理方法,后續(xù)逐步被全球的各中小企業(yè)學習和采用。
6Sigma后來被引用成為一種質量標準,即每百萬個產(chǎn)品中,可容許3~4個不良,幾乎是沒有不良的理想生產(chǎn)。現(xiàn)實中多數(shù)的企業(yè)集中在93%-95%的良率,約為3Sigma標準。
本文就6sigma的整個分析過程,來講解如何運用到減低工廠高重測率的實際案例中,主要包括:6Sigma的DMAIC循環(huán)改善方法,去解決實際工作中重測問題的方案和制定合適的企業(yè)標準。
一、6Sigma的DMAIC介紹
DMAIC實際是定義問題(Define)、測量問題(Measure)、分析問題(Analyze)、改進問題(Improve)、控制問題(Control)五個單詞的首字母的縮寫,基本的概述了一個解決問題的全過程。我們又稱為5大階段,每個階段里面又有不同的任務重點和細節(jié)。
D Phase主要任務是:明確項目主題,達成目標的成果預算,所需要的資源等。
M Phase主要任務是:收集不良數(shù)據(jù),通過確認相關過程,發(fā)現(xiàn)重要因子等。
A Phase主要任務是:分析D階段的實際測量數(shù)據(jù),找到潛在的失效模式和原因,為下面I階段的改善做準備。
I Phase主要任務是:找到最佳方案,追蹤方案實施后的效果。
C Phase主要任務是:執(zhí)行和保持前面的成果,監(jiān)督落實改善的成績。
循環(huán)的執(zhí)行這五個過程,對問題做階段的閉環(huán)改善,直到達成設定目標。
二、影響重測率的因素分析
作為一個2012年才開始加工手機的代工工廠,雖然在傳統(tǒng)的電子加工上有豐富經(jīng)驗,在生產(chǎn)改善方面有豐富的實戰(zhàn)經(jīng)驗,但是對于射頻設備的誤測上面幾乎是空白,加上每月一百萬的訂單交付,對于一個沒有加工過高精度和高要求的手機產(chǎn)品代工廠,確是挑戰(zhàn)非常大的,企業(yè)壓力巨大。其基本難點如下。
(一)資源缺乏
公司從制造傳統(tǒng)電子擴建到手機產(chǎn)品隊伍中,人員沒有相關經(jīng)驗,生產(chǎn)設備的調試和使用不熟悉,生產(chǎn)中的重點管控點不了解,導致了很多的誤測和浪費,對每日的產(chǎn)能產(chǎn)生很大影響。
(二)時間緊,任務重
從接單到批量交付只有2個月時間,產(chǎn)能爬坡只有3個月時間,同時沒有此方面經(jīng)驗的專業(yè)團隊。我們在處理傳統(tǒng)電子產(chǎn)品生產(chǎn)問題的同時又要同步解決手機生產(chǎn)的雙重問題,相對減少了我們對誤測的分析時間和加劇我們的任務。
(三)沒有標準參考
由于是擴建新的領域,傳統(tǒng)的生產(chǎn)可被借用的僅僅是生產(chǎn)制程和人員管理經(jīng)驗,而真正的技術指標和參數(shù)都是空白,射頻設備的調試和Golden Sample維護標準缺乏,導致每日生產(chǎn)中時常停線的現(xiàn)象。
三、具體的解決方案
(一)人力資源缺乏的解決
運用6Sigma邏輯快速的從現(xiàn)有的人力中找到由各部主管組成專案組成員,統(tǒng)一協(xié)調完成了2012年10月-2013年1月共計6個月的數(shù)據(jù)統(tǒng)計,數(shù)據(jù)顯示重測率為10.38%。運用M階段的任務要求,利用Y Tree架構圖,層別出影響重測的4大類,共計24小類的分類;再利用Team Charter表,制定出明確的Team R&R和項目實施計劃表,結合二八法則制定方案基本目標是將重測率減低至2.08%(10.38% * 80% = 2.08%);最后對Y-Tree的分析排查,找到了可以直接改善的材料和作業(yè)不良的Quick Win部分,可直接貢獻約為1.52%。按照M階段的要求,可快速有效的解決了人力經(jīng)驗缺乏的問題。
(二)時間緊,任務重難點的解決
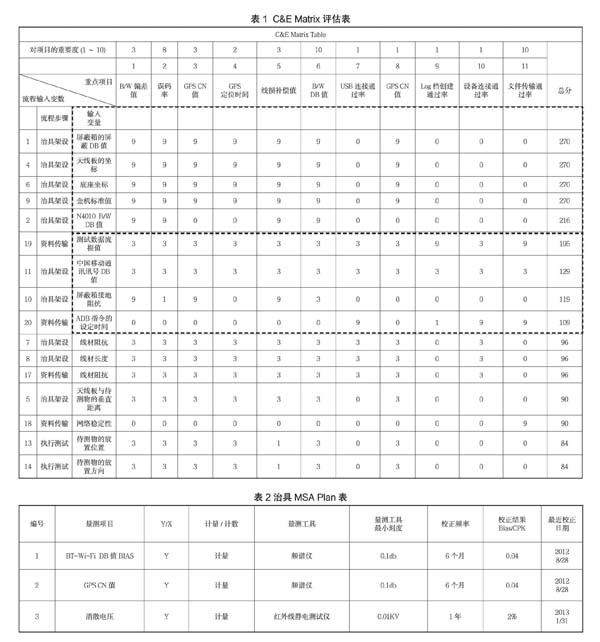
在找不到具體問題的時候,可以運用6sigam中的IPO(Input-Process-Output)模型,先寫出作業(yè)中的Process部分是架設治具/執(zhí)行測試/數(shù)據(jù)傳輸三個部分,分別針對每個部分找出對應的Input關鍵因數(shù),我們稱之為因子,對這些因子做逐個確認,這樣快速找到可控與不可控的因子;針對可控因子部分,再利用C&E Matrix評估規(guī)則評估出每一項的分值(如下表1),通過前期數(shù)據(jù)統(tǒng)計,我們需要將分值大于100的項目進行改善,就能實現(xiàn)我們之前設定2.08%的目標,從而明確了影響達成目標因子的重要變量部分;接著再使用MSA Plan對測試治具梳理(如下表2),確定測試設備穩(wěn)定性,不會產(chǎn)生誤差。所以通過運用IPO/C&E/MAS Plan工具順利完成了對問題的測量;針對不可控部分,暫不用考慮,這樣就可快速找到問題的改善點和明確需要達成目標的改善項目,節(jié)省了盲目的查找問題的時間。
(三)沒有標準參考的解決
可以先通過運用A phase的PFMEA就可以找到失效原因的中易發(fā)生率和難檢度點,正對這二項做專項改善,以達成降低發(fā)生頻率和提高容易識別的目的,通過分析和討論將此二個項目從原來的10分降到1分,;通過收集改善前后的數(shù)據(jù)數(shù)值比對發(fā)現(xiàn)數(shù)據(jù)非常集中,得出改善效果顯著;再利用制作I-Chart圖,更能直觀的看出改善效果。在這期間我們完成了對設備的維護調試和Golden Samples 的挑選以及維護等標準制定,在之后的I Phase階段根據(jù)前面的查找和分析以及對E-compass/G-sensor/Light bar重點站位檢測的效果確認,優(yōu)化了自動測試治具,結合公司實際情況,就能快速的找到可執(zhí)行的公司內部標準。在通過C phase階段的監(jiān)督落實執(zhí)行動作,參考制定的標準在后面的生產(chǎn)中執(zhí)行下去,鞏固先期的成果。
以上所述,通過運用6sigam的工具,在各個階段分布完成對應的任務項目,在借助R&R/Minitab等統(tǒng)計工具,對數(shù)據(jù)做精準的統(tǒng)計和分析,結合生產(chǎn)制程中的每一過程的逐一排查,找到影響誤測的關鍵因子和變量,結合二八法則優(yōu)先找到主要改善的問題點,通過I phase的追蹤和驗證制定出了降低誤測的有效方案,并且制定了公司的治具維護和保養(yǎng)檢測的作業(yè)標準,找到了挑選金機(Golden Sample)的方法與保養(yǎng)標準。C Phase階段堅持監(jiān)督執(zhí)行保持前階段的成果,根據(jù)統(tǒng)計6個月的數(shù)據(jù)顯示,順利達成了項目當初設定的減低80%的目標,為公司節(jié)約了生產(chǎn)浪費的成本。
四、總結
6sigma在每個階段都有明確的任務,非常詳細和系統(tǒng)的指導我們去評估/查找/分析/確認/保持整個改善步驟,連續(xù)加閉環(huán)的改善管理,使得問題一步一步的改善,問題一步步的減少,明確責任和對應的管制細則保障了前期成果持續(xù)鞏固和經(jīng)驗得以傳承,既是一個改善工具,又是一個問題查找方法,更是一個系統(tǒng)管理規(guī)范,所以說6sigma是一套非常科學嚴謹?shù)馁|量改善方法,是被企業(yè)傳承學習的典范。
參考文獻
[1] 馬林, 柯楨. 六西格瑪管理[M]. 北京: 中國人民大學出版社出版, 2007.7.
