SQ460FRW抗震耐蝕耐火鋼氣保焊焊接技術
2020-09-10 07:22:44王壘劉中華張偉趙英建蘇英強曾祥文俞奇效劉錕
電焊機 2020年5期
王壘 劉中華 張偉 趙英建 蘇英強 曾祥文 俞奇效 劉錕

摘要:通過焊接性試驗對28 mm厚的新鋼種SQ460FRW抗震耐蝕耐火鋼進行焊接工藝研究。改善了焊接坡口,對比純CO2和混合氣體保護下對接平焊的差異,對氣保焊對接接頭平焊、立焊、橫焊、仰焊和十字接頭橫焊、立焊進行了工藝評定。在十字接頭中應用了雙面雙弧單熔池同步同向焊接、高速脈沖壓縮電弧技術、雙面K型坡口35°+4 mm間隙等焊接方法,焊縫無損檢測、力學性能檢測、宏觀金相、沖擊試驗、微觀金相組織觀察等各項檢測內容均合格,可用于指導后續新鋼種的實際應用。
關鍵詞:坡口;工藝評定;同步同向焊接;高速脈沖壓縮電弧
中圖分類號:TG444+.72文獻標志碼:A文章編號:1001-2303(2020)05-0027-04
DOI:10.7512/j.issn.1001-2303.2020.05.05
0 前言
隨著我國高層鋼結構建筑和重點工程的發展建設,建筑結構用鋼高強度、長壽命和安全性等方面的需求越來越迫切。發展高強度級別,同時兼備抗震、耐蝕及耐火特征的高性能建筑鋼,攻克保障鋼材性能與質量穩定一致的關鍵技術,解決應用配套難題,是實現新一代建筑結構鋼研發、推廣與應用的重點。
隨著國家重點研發計劃“建筑結構用抗震耐蝕耐火鋼”課題深入研究,460 MPa級建筑結構用抗震耐蝕耐火鋼板(以下簡稱SQ460FRW)和配套的焊材得到了一定的量產。為了加快新鋼種在實際工程中的推廣應用,需深入研究新鋼種可焊性、與焊接材料的匹配性,與新型脈沖焊機(高速脈沖壓縮電弧技術)、已有焊接小坡口、雙面雙弧單熔池同步同向焊接等多項高效焊接技術的適應性。同時,摸索驗證新鋼種各個焊接位置及接頭形式的焊接參數也是研究重點。
針對28 mm厚新型鋼種,采用新研制的氣體保護焊焊絲進行CO2氣體保護焊試驗。通過一系列焊接試驗[3],得到了新鋼種合理的焊接參數;解決了高效焊接方法及技術的適應問題;同時,結合新鋼種在各焊接位置的焊縫無損檢測、力學性能檢測、宏觀金相、沖擊試驗、微觀金相組織觀察等合格檢測數據,確定了合理的工藝參數,編制出新鋼種焊接工藝評定,為后續新鋼種的實際應用提供參考。
1 試驗材料和設備
試驗用SQ460FRW鋼板板件尺寸為300 mm×600 mm×28 mm(厚度),焊接設備為新型脈沖氣保焊機,焊絲為鋼鐵研究總院研究的新型高強焊絲G2。
2 鋼板和焊絲復驗
針對鋼板及焊接材料首先進行進場復驗[5],鋼板進場復驗內容主要為力學性能[抗拉強度、屈服強度等均略高于質保書,-40 ℃沖擊略低于質保書測試值(平均280 J),屈強比為0.84,硬度值為209~219 HV],鋼板各向性能均優、化學成分與質保單基本一致(Ceq=0.41)。
焊絲進場復驗內容主要為熔敷金屬試驗,抗拉強度、屈服強度均高于質保書測試值,延伸率略低于質保書,低溫沖擊韌性高于質保書;化學成分中C含量略低于質保書,其他元素含量均略高于質保書,焊接材料匹配為等強匹配或超強匹配。
3 高速脈沖壓縮電弧技術
新型脈沖氣保焊機采用高速脈沖壓縮電弧技術,與常規氣保焊相比具有以下優勢:無飛濺、焊接HAZ熔深大、焊接效率高、焊接接頭力學性能優良、可靠等。
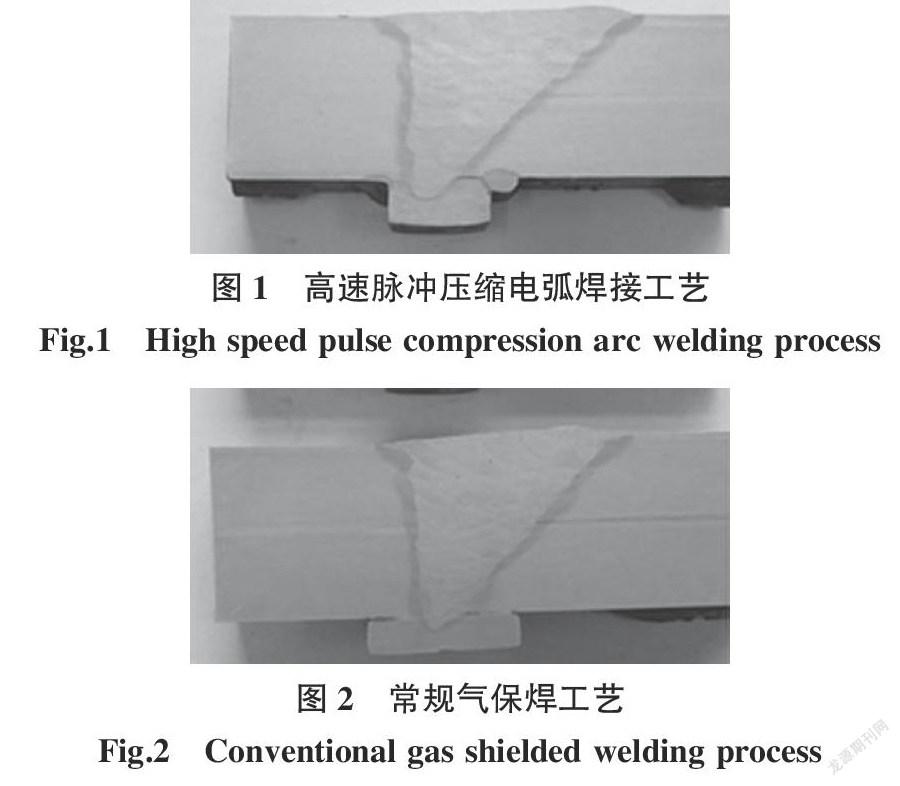
關于45 mm厚度板件新型脈沖氣保焊與常規氣保焊對比試驗,新型脈沖氣保焊焊接28道(見圖1),常規氣保焊焊接32道(見圖2);新型脈沖氣保焊(高速脈沖壓縮電弧技術)焊接工藝相比傳統常規氣保焊焊接工藝,熔敷效率提高了12.5%[4]。
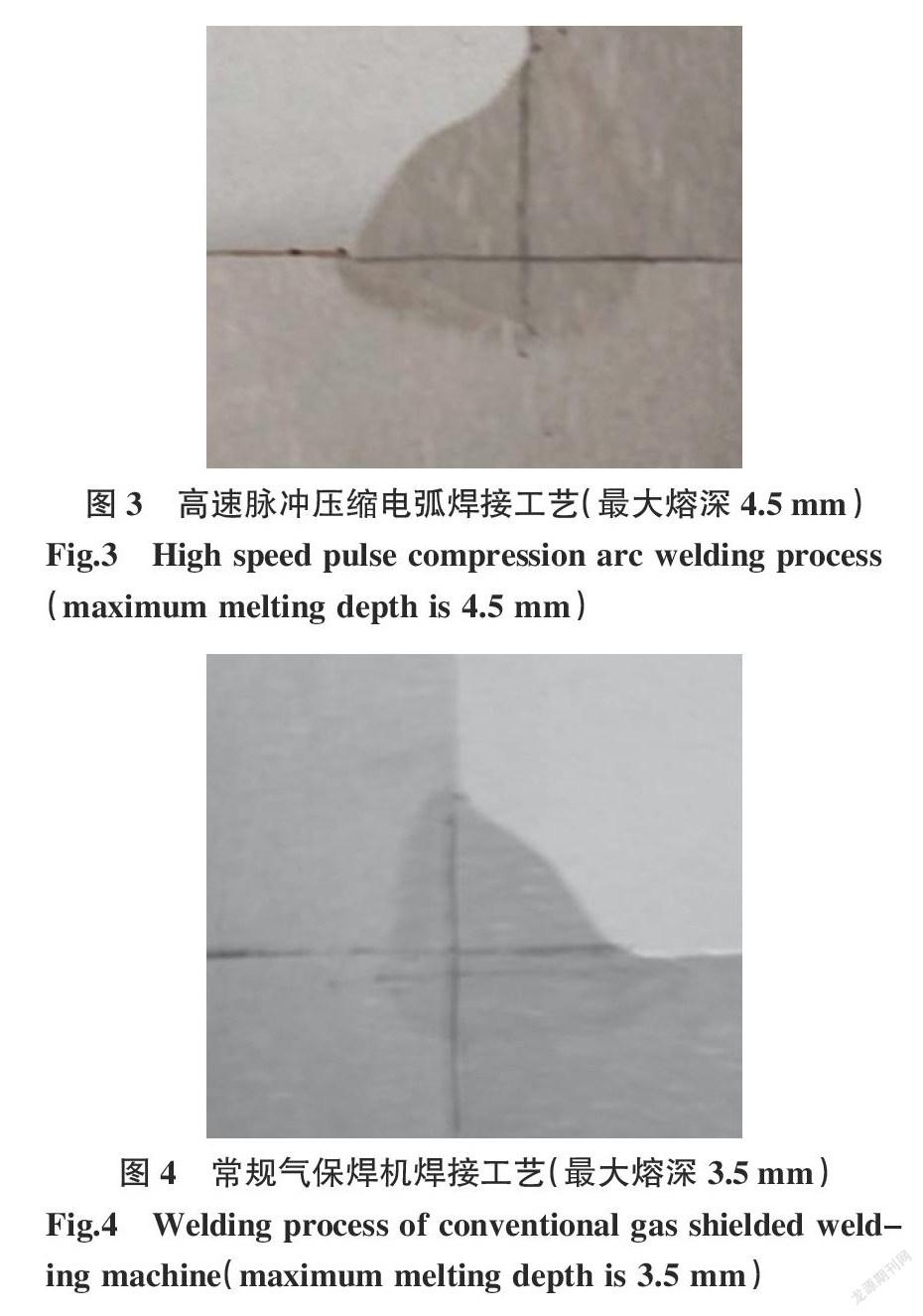
針對高速脈沖壓縮電弧和常規氣保焊工藝進行焊接HAZ熔深對比試驗分別如圖3、圖4所示,高速脈沖壓縮電弧焊接工藝熔深明顯優于常規氣保焊工藝。
4 氣保焊小坡口試驗
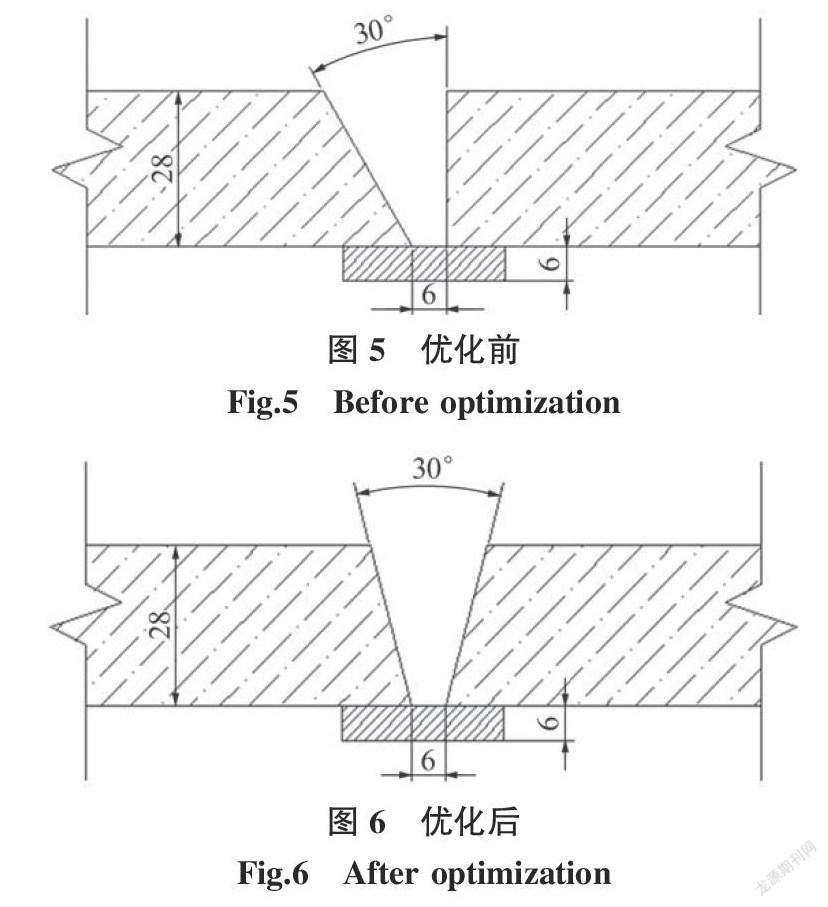
氣保焊平焊保護氣體為φ(CO2)20%+φ(Ar)80%,坡口選擇30°+6 mm間隙單面坡口(見圖5),氣保焊焊接完成后,進行UT探傷發現直邊厚度25 mm處有缺陷,反復焊接后仍測出類似缺陷,后續對坡口進行優化,選擇雙面坡口30°+6 mm間隙坡口(見圖6),焊接后UT和射線探傷合格。
5 氣保焊保護氣體對比試驗
為保證鋼板在工廠的適應性,對純CO2和混合氣體φ(CO2)20%+φ(Ar)80%進行平焊對比試驗。
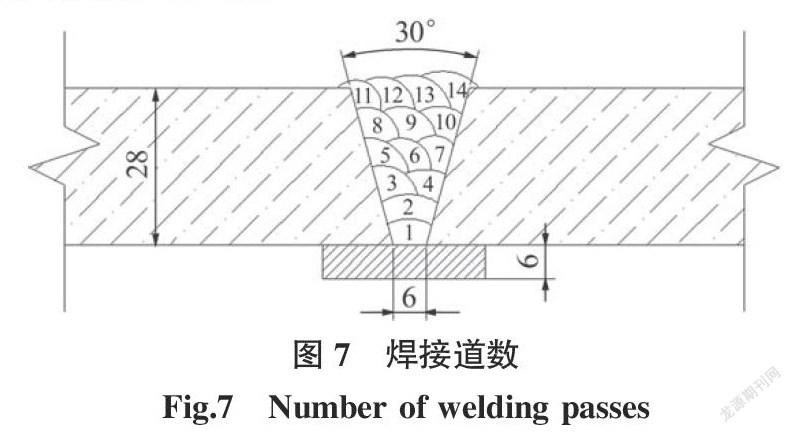
28 mm厚Q460抗震耐蝕耐火鋼平焊對接接頭,采用新型脈沖焊機,V型坡口,坡口角度30°+6 mm間隙(見圖6),焊接道數如圖7所示,焊后進行外觀、射線(RT)檢測、沖擊(-40 ℃)、拉伸(2件)、彎曲(4件)試驗以及宏觀形貌及微觀金相組織觀察(焊縫區、熱影響區)。
結果表明,相同條件下混合氣體φ(CO2)20%+φ(Ar)80%焊縫質量各檢測參數均合格,純CO2焊后焊縫中心區域低溫沖擊韌性明顯下降,焊縫中心和熱影響區-40 ℃沖擊均不合格。原因是純CO2焊接過程中合金元素燒損嚴重,導致焊縫金屬低溫沖擊韌性不合格。
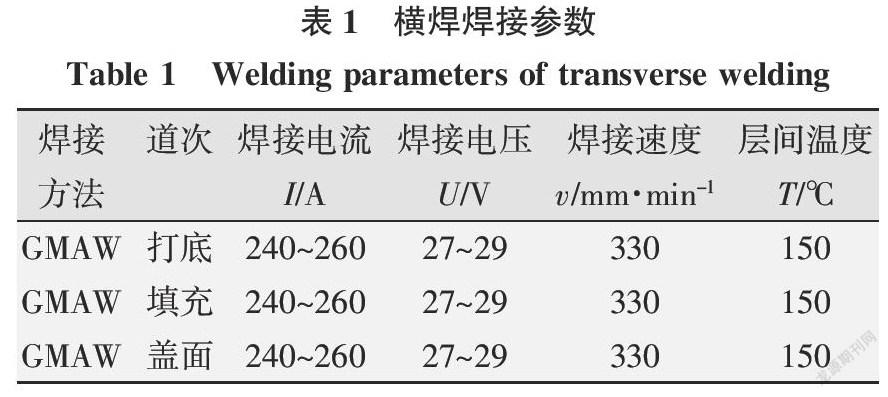
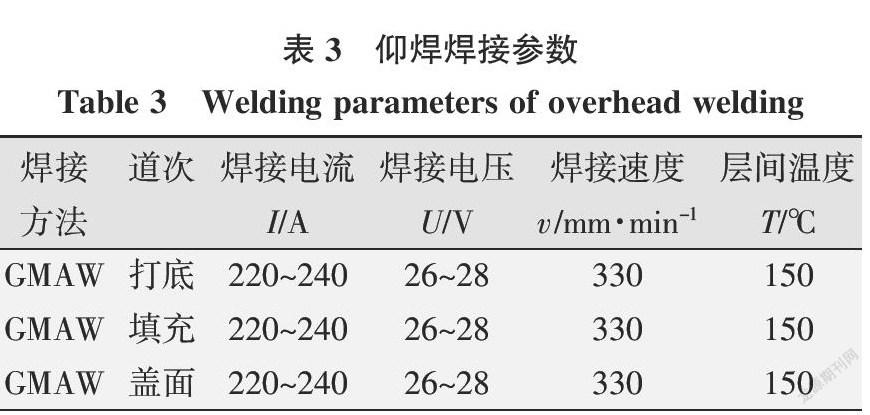
6 氣保焊(混合氣體)橫焊、立焊、仰焊對接接頭工藝評定[2]
對接形式橫焊、立焊、仰焊進行了工藝評定,采用V型坡口+墊板30°+6 mm間隙、CO2氣體保護焊機(新型脈沖焊機)混合氣體進行焊接,如圖8~圖10所示。對焊縫進行了無損檢測、力學性能檢測及宏觀微觀金相組織觀察等,均合格,確定了對接形式下不同焊接位置的工藝參數,如表1~表3所示。
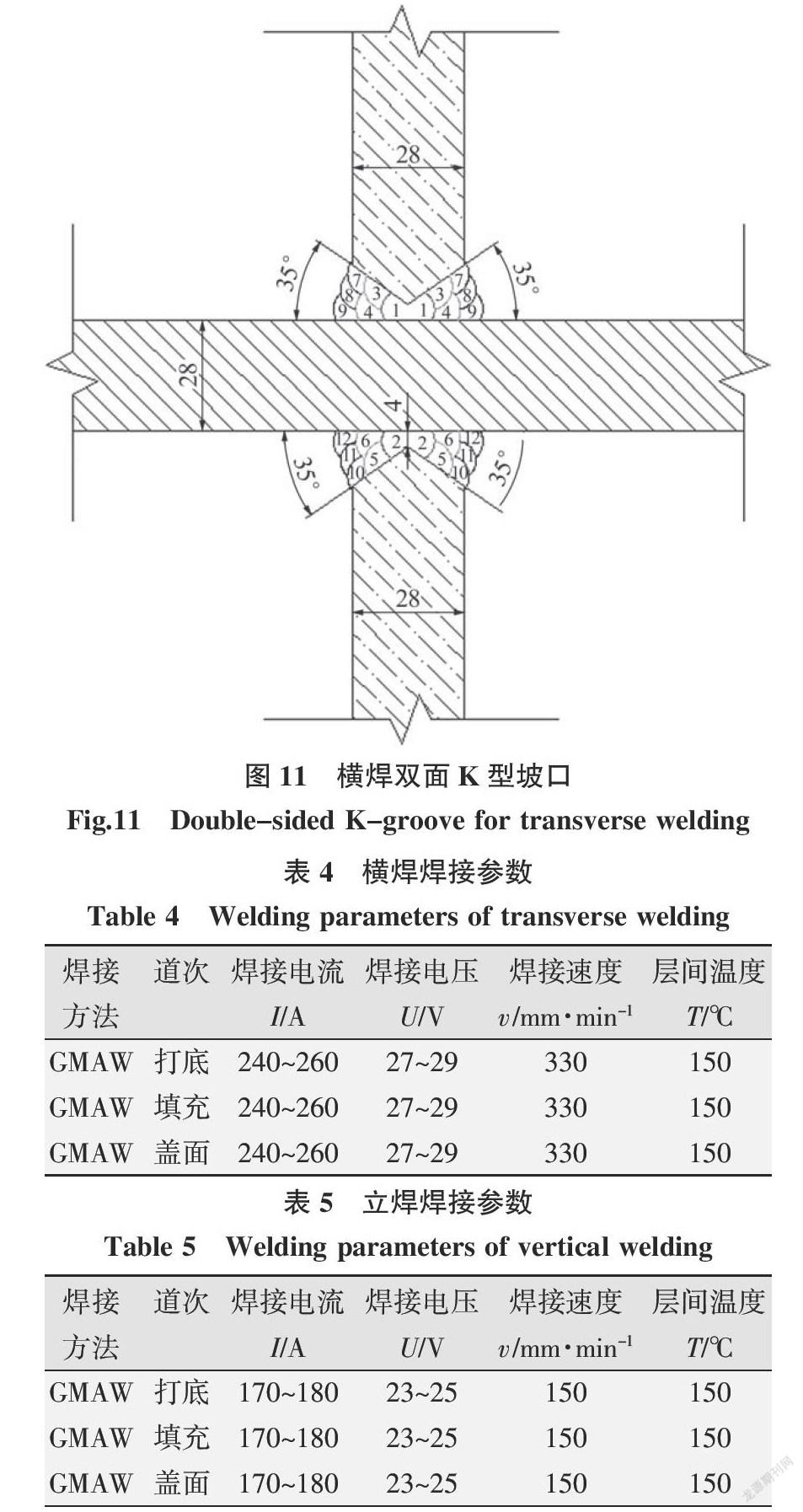
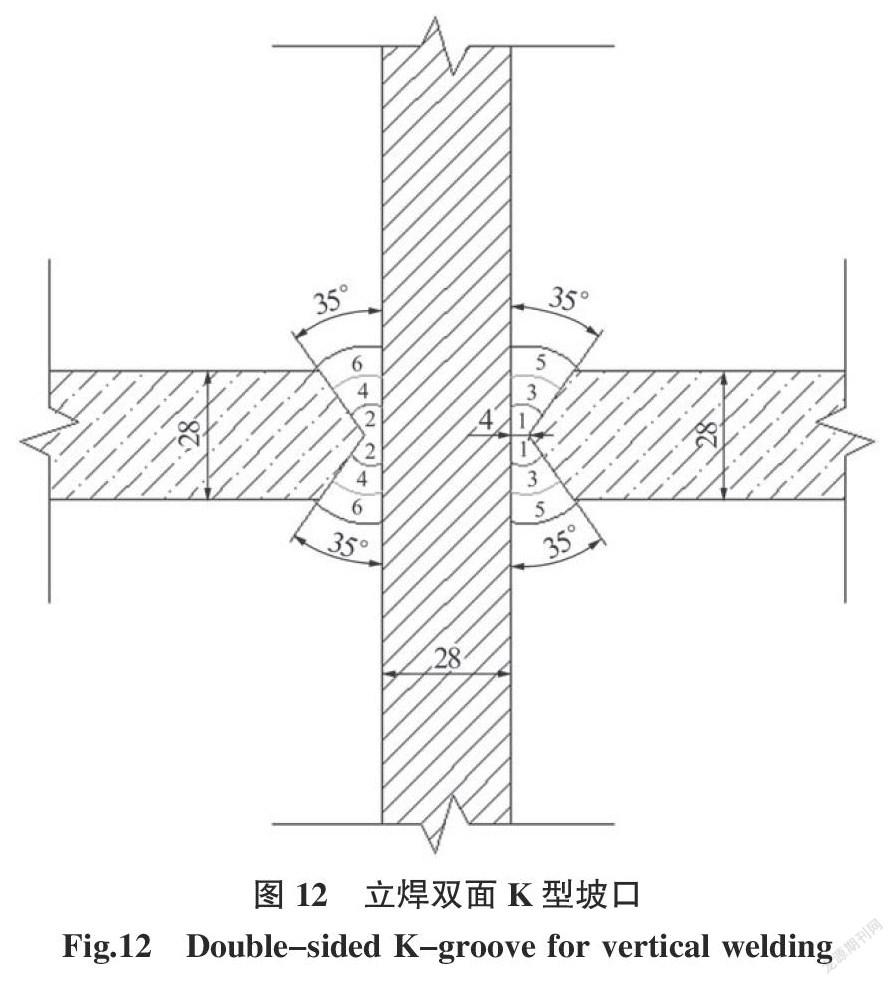
7 氣保焊(混合氣體)橫焊、立焊十字接頭工藝評定
對十字形式橫焊、立焊進行了工藝評定,采用雙面雙弧單熔池同步同向焊接[1]、雙面K型坡口35°+4 mm間隙、GMAW+混合氣體等進行焊接,如圖11、圖12所示。進行了焊縫無損檢測、力學性能檢測及宏觀微觀金相組織觀察等,均合格,確定了十字接頭形式下幾種不同焊接位置的焊接工藝參數,如表4、表5所示。
8 結論
對28 mm厚SQ460FRW抗震耐蝕耐火鋼進行了一系列焊接工藝試驗研究,得出結論如下:
(1)單V坡口易在直邊處中出現缺陷,建議采用V型坡口。(2)高強鋼使用高速脈沖壓縮電弧技術焊接HAZ熔深大、焊接效率高、焊接接頭力學性能優良、可靠。(3)純CO2氣體焊接后焊縫中心區域沖擊韌性明顯下降,焊縫中心和熱影響區沖擊均不合格,相同條件下采用φ(CO2)20%+φ(Ar)80%混合氣體焊接的焊縫質量各檢測參數均合格。(4)采用V型坡口+墊板30°+6 mm間隙及新型脈沖混合氣體保護焊在對接形式平焊、橫焊、立焊、仰焊的工藝評定均為合格。(5)采用雙面K型坡口35°+4 mm間隙、GMAW+混合氣體雙面雙弧單熔池同步同向焊接技術在對接形式為十字形式橫焊、立焊的工藝評定為合格。
參考文獻:
[1] 滕氄,張建平,曾祥文,等. 厚板高強鋼雙面雙弧單熔池同步同向焊接成形技術及應用[J]. 電焊機,2015,45(11):97-101.
[2] GB/T 50661-2011,鋼結構焊接規范[S]. 中華人民共和國住房與城鄉建設部,2011.
[3] 戴為志,黃明鑫,蘆廣平,等. 國家體育場(鳥巢)鋼結構安裝工程焊接技術[J]. 電焊機,2008,38(4):51-76.
[4] 戴為志,李華,何喬生,等. 高強鋼焊接前言技術的開發研究[J]. 電焊機,2014,44(5):42-50.
[5] 戴為志,高良. 鋼結構焊接技術培訓教程[M]. 北京:化學工業出版社,2009.
