VVER核電工程焊接材料不確定問題的處理
2020-09-10 07:22:44馬新朝
電焊機
2020年5期
關鍵詞:處理
摘要:對VVER壓水堆核電站由中俄轉換設計、施工過程中典型的焊接技術問題進行分析,提出了解決俄羅斯供材料、中國供材料及第三國材料及母材分類不確定無法確定焊接工藝材料進行評定問題的流程、措施,對俄羅斯供設備缺陷及材料焊接過程中缺陷的處理提出了解決意見和經驗反饋,對缺少焊接工藝及焊工資質的困難的施工技術優化也提出了整改意見,有效落實整改方法可促進中俄技術轉換,可促進工程建設進度。
關鍵詞:VVER核電機組;焊接技術;焊接材料;不確定問題;處理
中圖分類號:TG42文獻標志碼:B文章編號:1001-2303(2020)04-0118-06
DOI:10.7512/j.issn.1001-2303.2020.05.25
0 前言
田灣核電3#、4#工程是中俄合作在建VVER-1000/428型雙殼壓水堆核電機組。在建設過程中涉及到俄羅斯供材料、中國廠商供材料、非俄國的第三國供金屬材料,高、中、低碳鋼,不銹鋼,鑄鋼,鑄件、鍛件復合型鋼等材料品種齊全,是目前我國在建核電工程中應用材料種類最多、標準最復雜的一個核電項目,焊接難度和工程量巨大,技術問題突出:涉及到工程焊接缺陷的處理、焊接工藝評定管理、焊工資格管理及其有效性、材料轉換、俄供設備缺陷的處理、焊接檢驗及標準的應用等各方面,需要綜合能力強的焊接管理人員進行現場管理,一方面要保證施工進度,另一方面要符合焊接管理基本要求,更要符合核電質量保證要求,對焊接技術問題的處理至關重要。
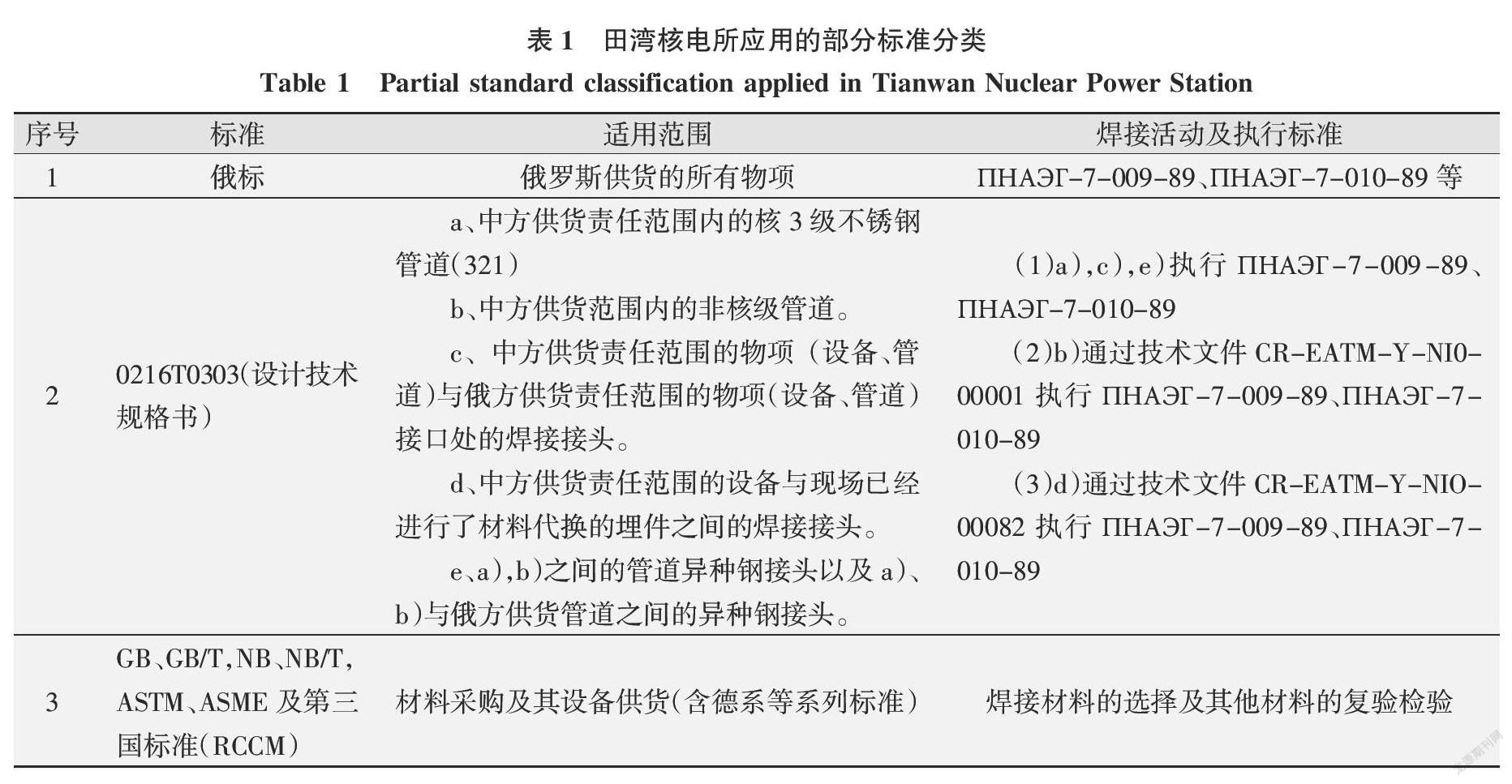
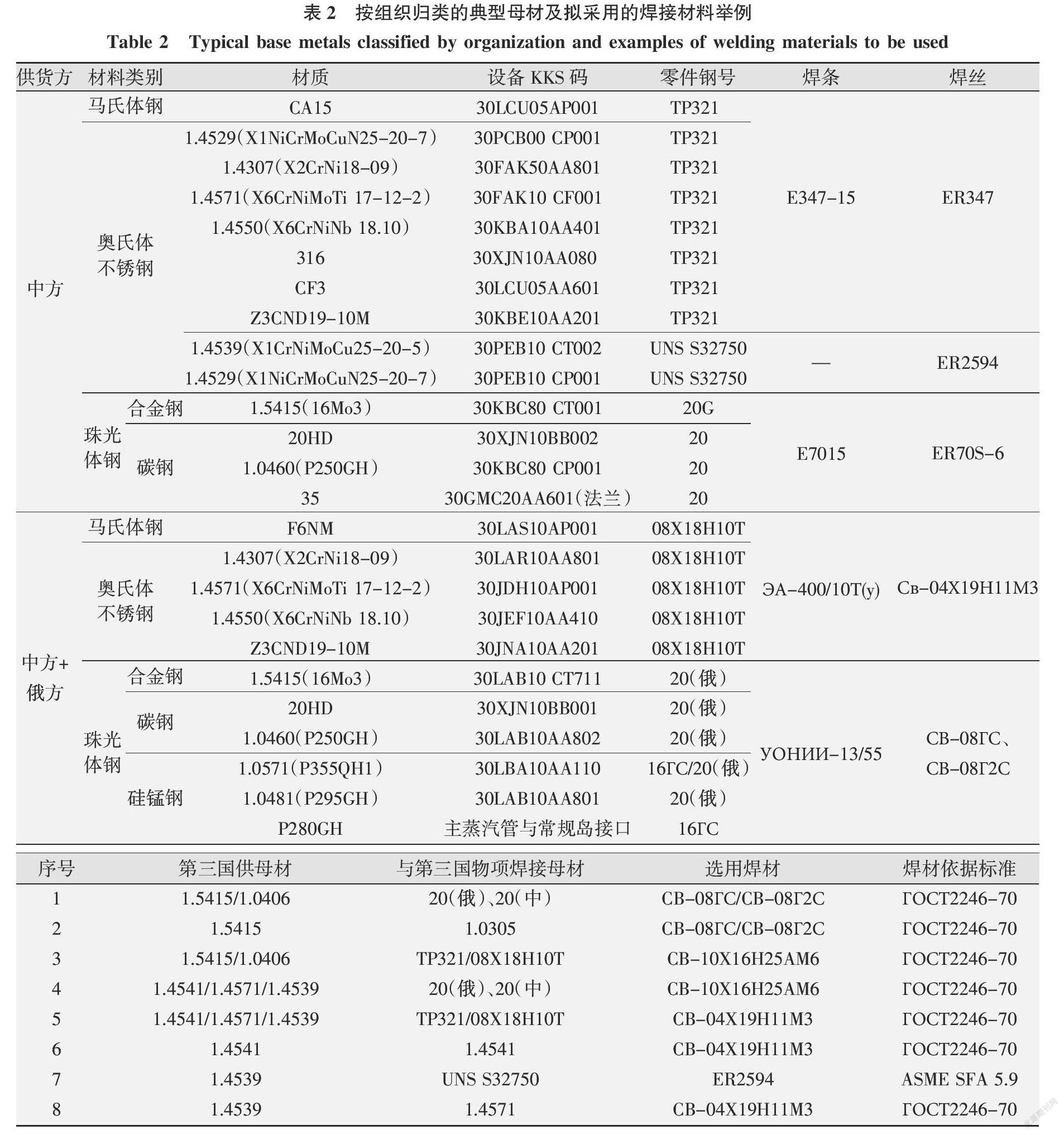
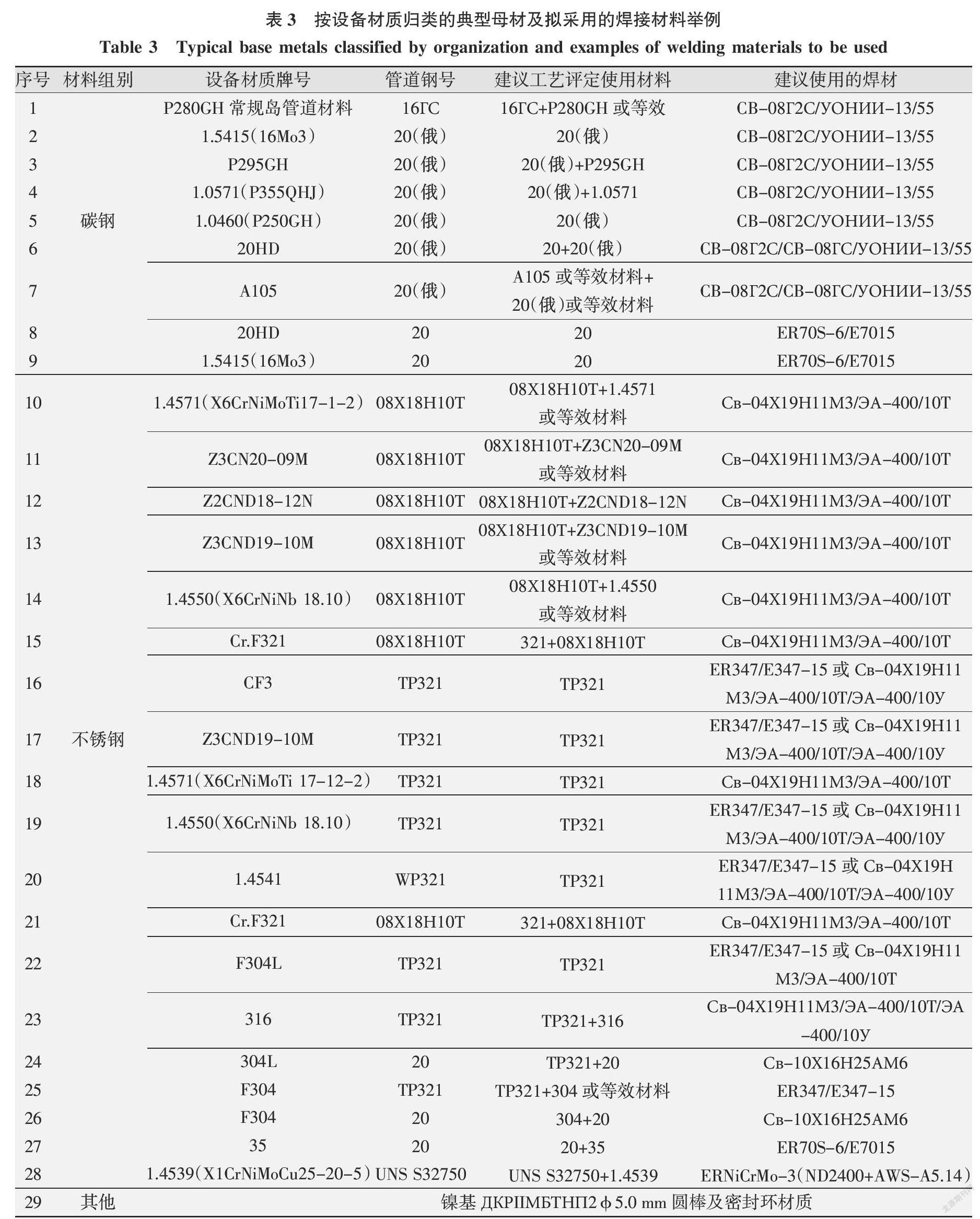
1 焊接材料分類不確定
俄方的焊接標準未更新,如表1所示;國內的焊接……
登錄APP查看全文
猜你喜歡
大經貿(2016年9期)2016-11-16 15:36:09
教育(2016年38期)2016-11-15 17:52:07
科技資訊(2016年19期)2016-11-15 08:24:00
科技資訊(2016年19期)2016-11-15 08:13:38
中國科技博覽(2016年22期)2016-11-01 14:19:18
戲劇之家(2016年19期)2016-10-31 18:38:40
戲劇之家(2016年19期)2016-10-31 18:04:18
中國科技博覽(2016年19期)2016-10-19 12:24:58
科學與財富(2016年28期)2016-10-14 01:31:36
企業導報(2016年5期)2016-04-05 15:00:44
