焊粉受潮對等離子弧堆焊層氣孔的影響
2020-09-10 07:22:44劉金湘陳銳宋磊許云飛孫凡俞增強賀彥鵬
電焊機
2020年5期
劉金湘 陳銳 宋磊 許云飛 孫凡 俞增強 賀彥鵬



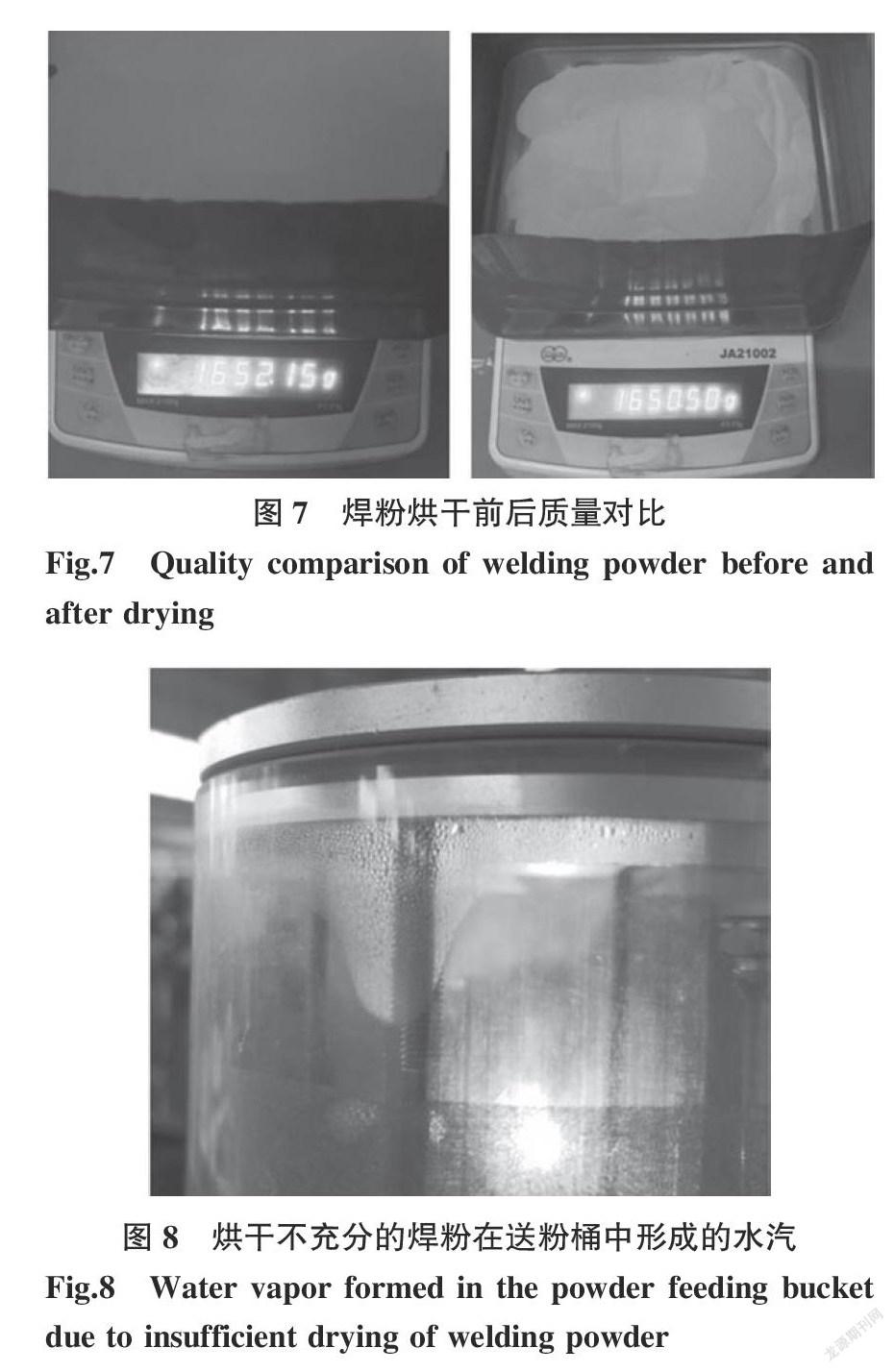



摘要:某先進堆型高溫液態金屬泵的靜壓軸承內壁需大面積堆焊司太立合金,由于司太立合金硬度高、韌性差,堆焊過程中預熱溫度高,熔池冷卻速度慢,且連續堆焊時間長,堆焊層易出現裂紋、未熔合、氣孔等問題。針對堆焊層內部出現的氣孔,逐一排查可能原因,確定主要原因是焊粉受潮。對焊粉進行烘干試驗和烘干前后的堆焊試驗,再現了焊接缺陷,由此規定焊粉使用前必須進行250 ℃×2 h的烘干處理,避免氣孔產生。
關鍵詞:司太立合金;等離子弧堆焊;氣孔;焊粉受潮
中圖分類號:TG445文獻標志碼:A文章編號:1001-2303(2020)05-0124-04
DOI:10.7512/j.issn.1001-2303.2020.05.26
0 前言
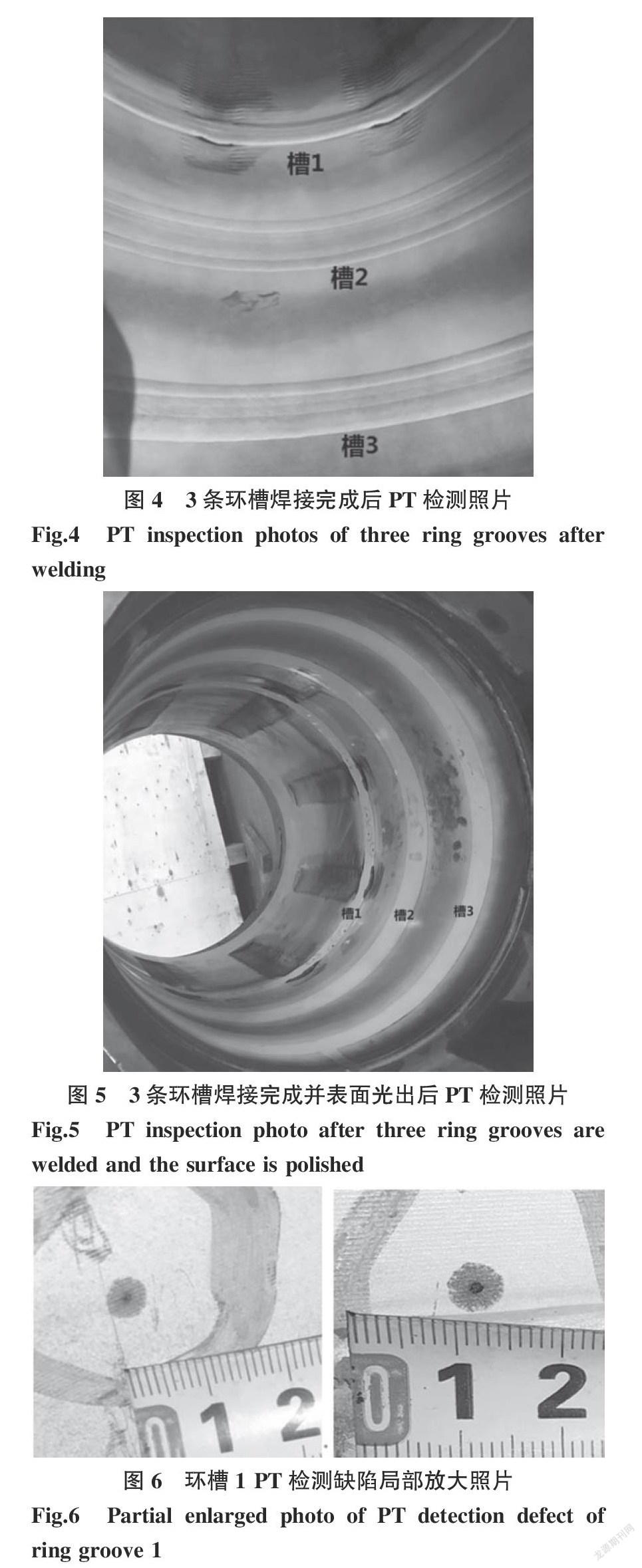
司太立合金因其優良的高溫耐磨性能,在各種閥門、軸套、軸瓦等零件中得到了廣泛應用[1]。某先進堆型高溫液態金屬泵的靜壓軸承內壁需大面積堆焊司太立合金,總堆焊面積接近2 m2。堆焊完成后需對堆焊層表面進行PT檢測,不得有任何線性顯示,圓形顯示的直徑不能超過3 mm。由于司太立合金硬度高、韌性差,堆焊過程中預熱溫度高,熔池冷卻速度慢,連續堆焊時間長,因此最終堆焊層很容易出現裂紋、未熔合、氣孔等問題。根據零件形狀及工藝要求選用焊粉作為填充材料,采用等離子弧堆焊工藝,將焊粉堆焊在母材表面[2]。等離子弧堆焊具有熱量集中,稀釋率低、焊接效率高的優點。能夠較好地實現半自動堆焊,可以在高溫條件下連續作業,進行大面積堆焊。
本項目制作的靜壓軸承內圓直徑約φ600 mm,長度約1 000 mm,壁厚約80 mm。……
登錄APP查看全文
