水工鋼結(jié)構(gòu)雙面坡口機(jī)器人焊接工藝
2020-09-10 07:22:44蔡云秀李斗李飛
電焊機(jī)
2020年5期
蔡云秀 李斗 李飛
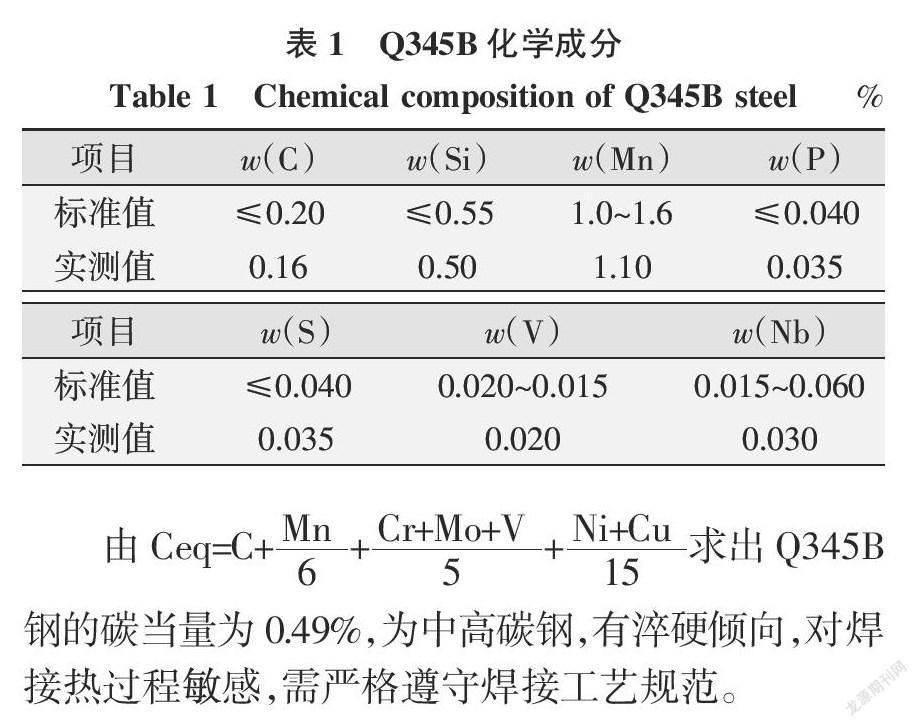
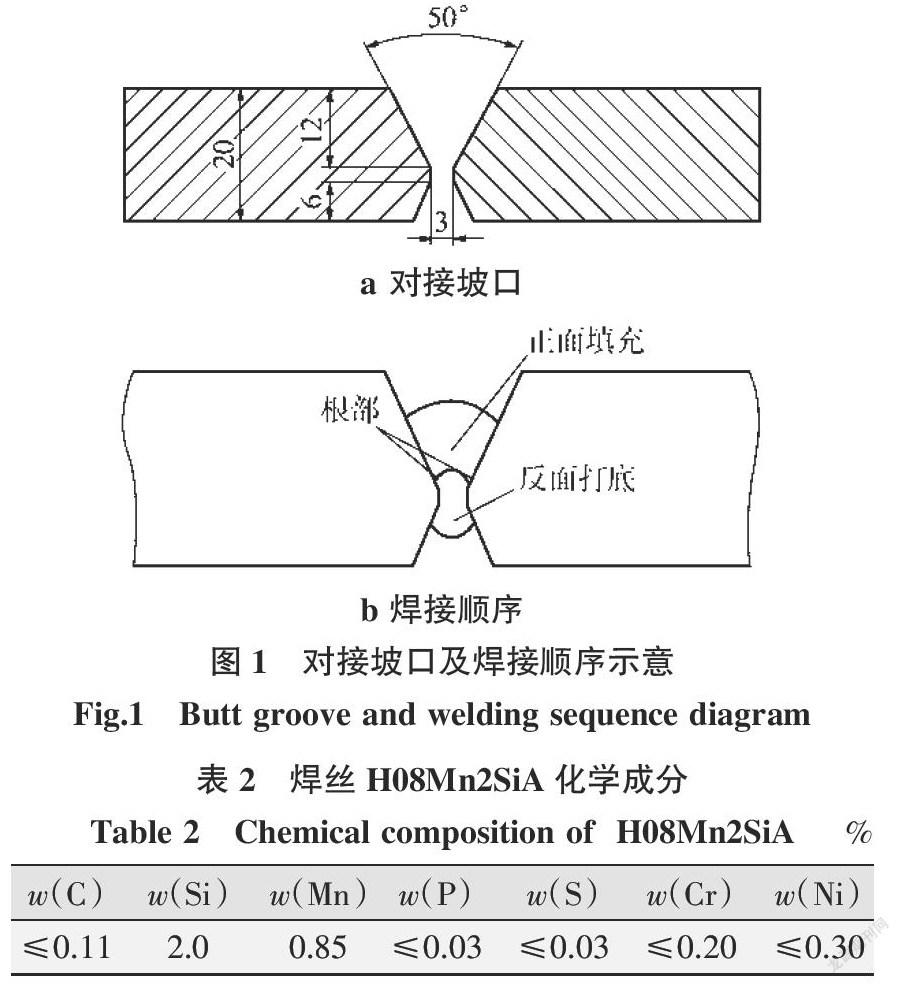
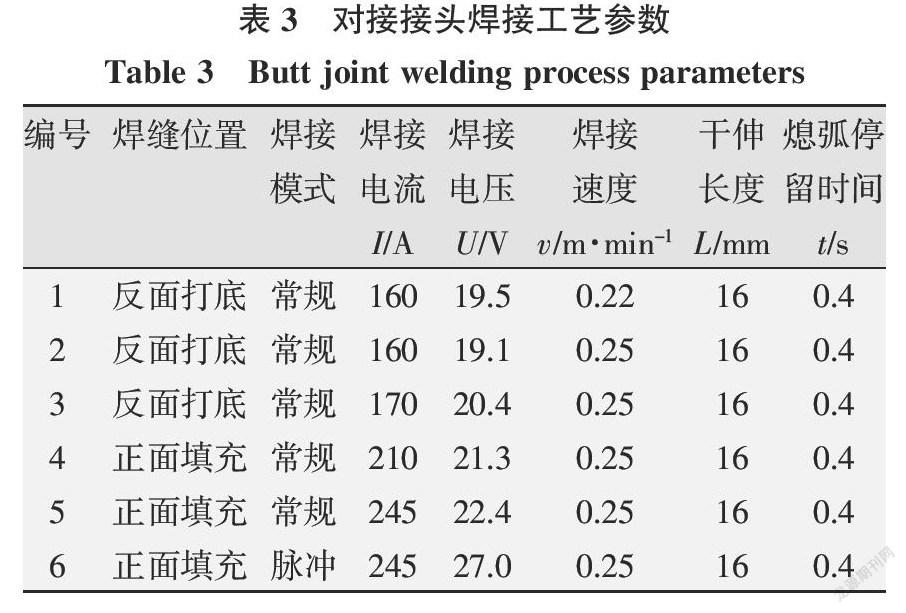
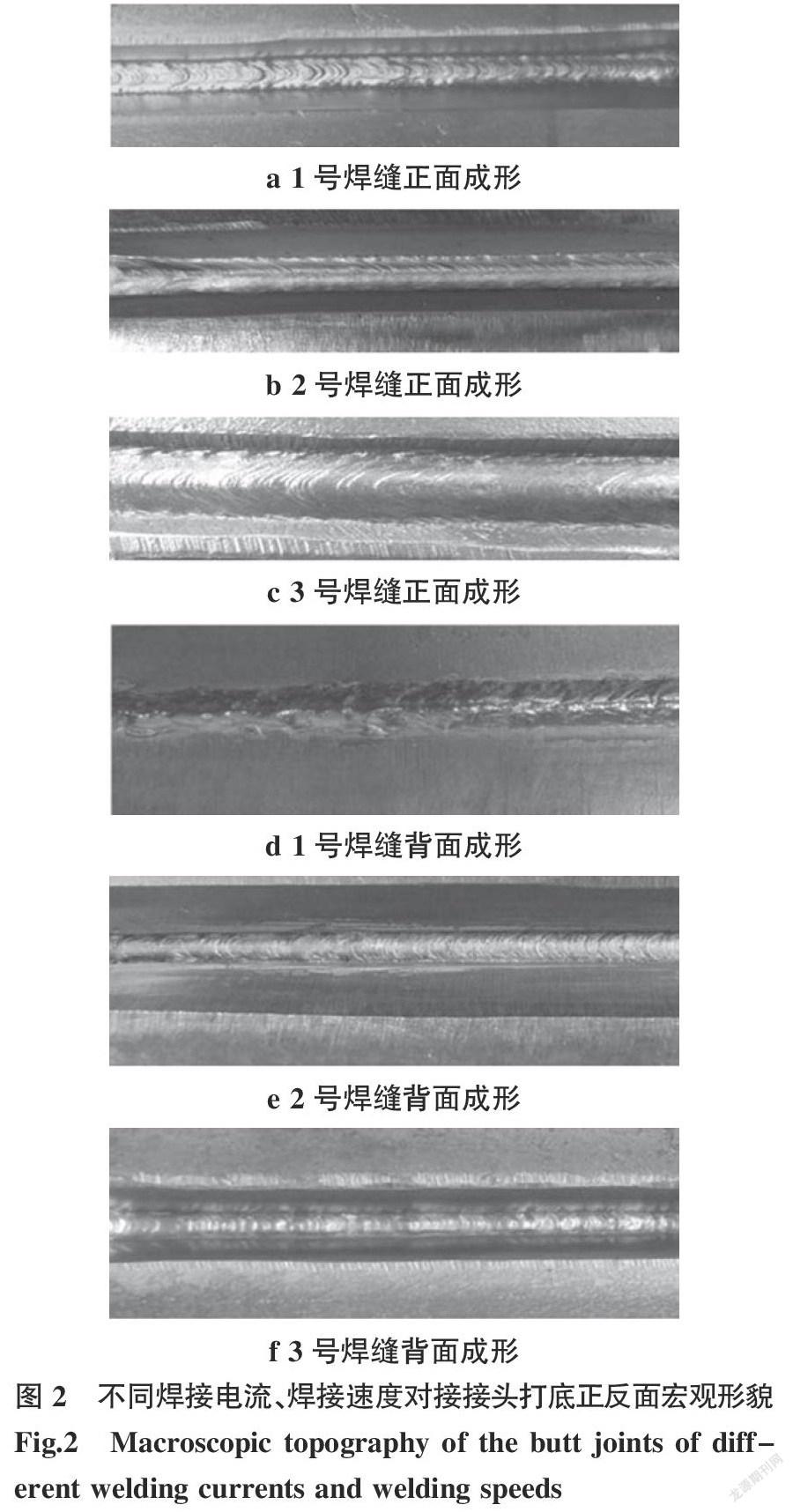
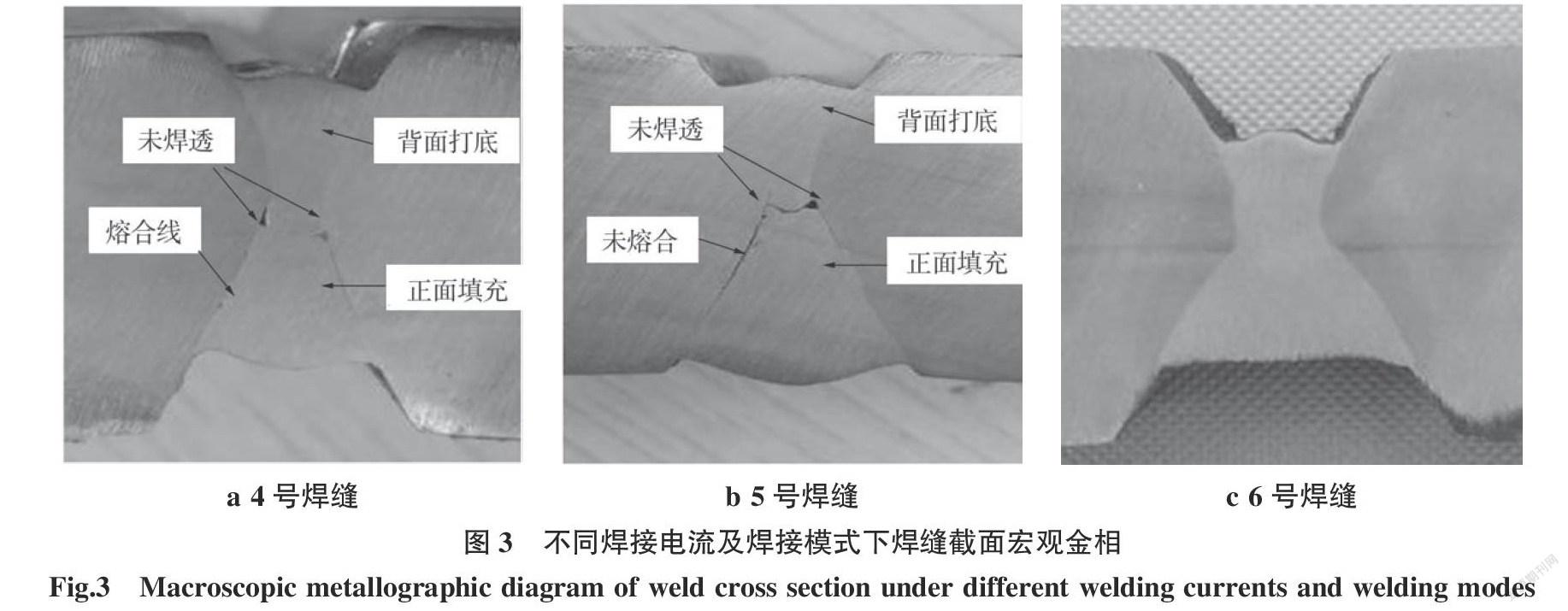
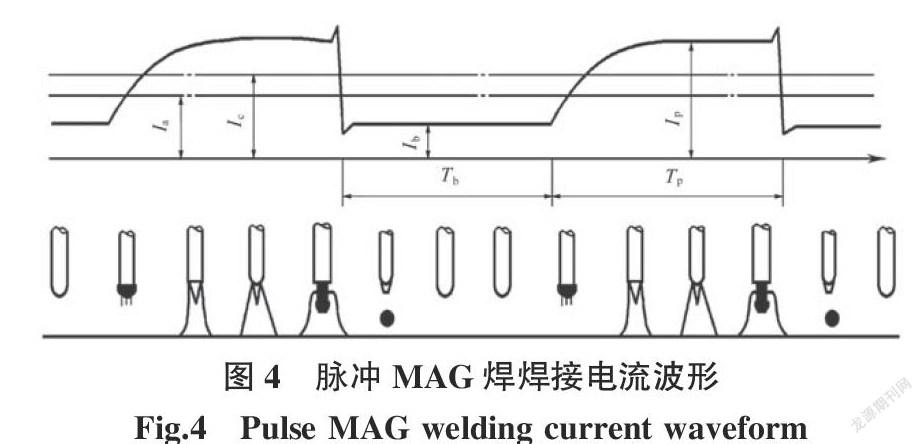
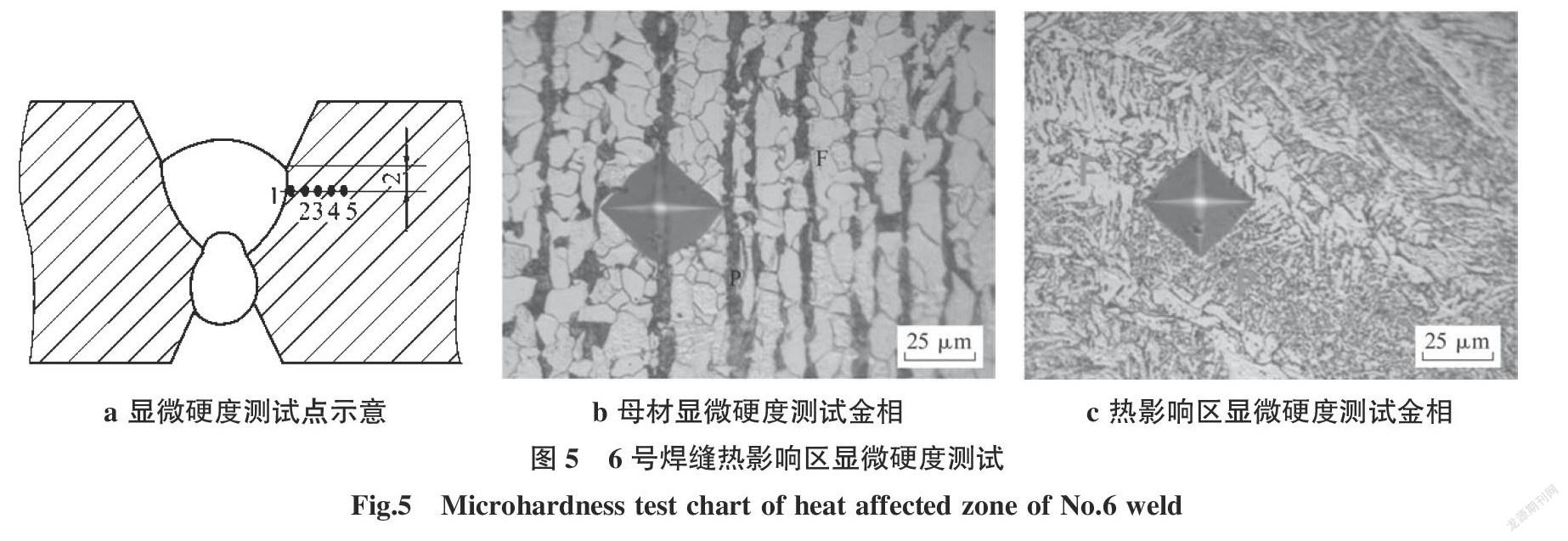
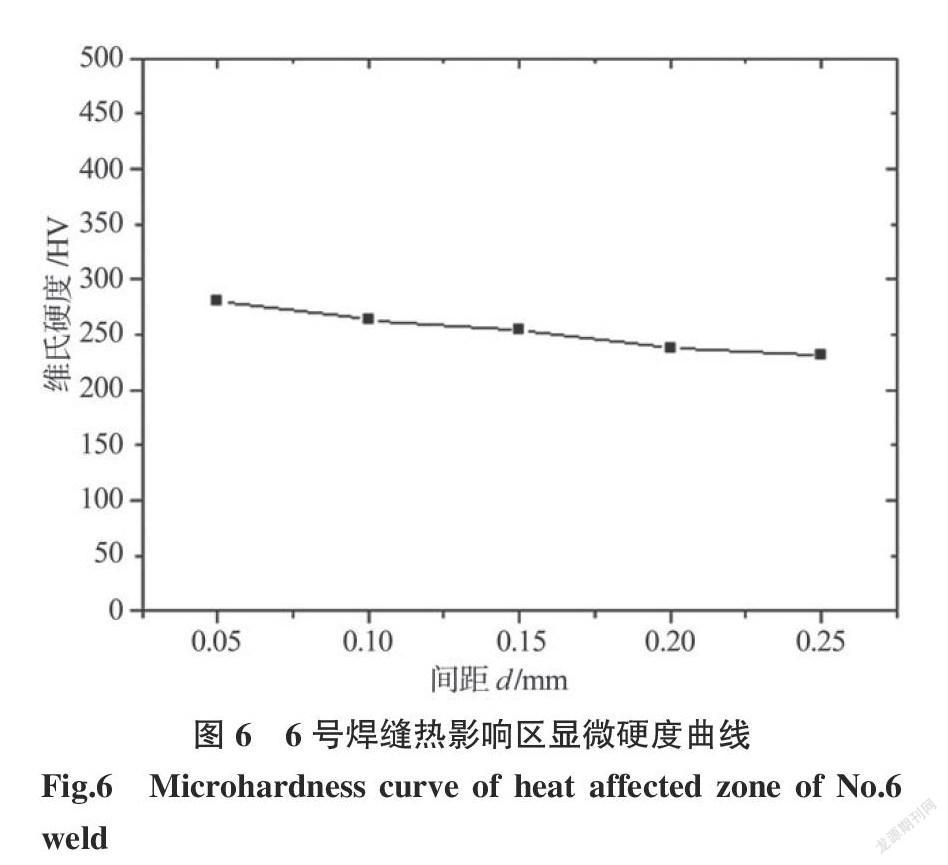
摘要:基于弧焊機(jī)器人對(duì)接平焊雙面不對(duì)稱坡口焊接工藝,通過試驗(yàn)研究焊接電流、焊接速度等工藝參數(shù)對(duì)焊接質(zhì)量的影響。結(jié)果發(fā)現(xiàn):針對(duì)20 mm厚Q345B熱軋鋼板不對(duì)稱雙邊坡口,打底采用電流170 A、焊接速度0.25 m/min時(shí),焊縫成形良好,填充高度合適,焊縫背面根部成形良好;采用脈沖MAG焊接,電流245 A、焊接速度0.25 m/min時(shí),背面焊縫根部完全熔透,焊縫熱影響區(qū)未出現(xiàn)淬硬組織,且鈍邊處的熔寬由常規(guī)MAG焊的3 mm增加至5 mm,解決了水電水工鋼結(jié)構(gòu)行業(yè)焊接自動(dòng)化應(yīng)用不清根難以實(shí)現(xiàn)的工藝難題。
關(guān)鍵詞:弧焊機(jī)器人;脈沖MAG焊;中厚板;不清根;雙面不對(duì)稱坡口
中圖分類號(hào):TG444+.7文獻(xiàn)標(biāo)志碼:A文章編號(hào):1001-2303(2020)05-0107-04
DOI:10.7512/j.issn.1001-2303.2020.05.22
0 前言
隨著先進(jìn)制造技術(shù)的發(fā)展,實(shí)現(xiàn)焊接產(chǎn)品制造的自動(dòng)化、柔性化及智能化已成為必然趨勢(shì)。風(fēng)電設(shè)備、機(jī)械工程、鐵路車輛和航空航天等領(lǐng)域廣泛引入機(jī)器人焊接技術(shù),大大提高了生產(chǎn)過程的自動(dòng)化程度。既很好地保證了焊件質(zhì)量,提高了生產(chǎn)效率,又降低了工人的勞動(dòng)強(qiáng)度,改善了焊接生產(chǎn)環(huán)境[1-2]。
在常規(guī)中厚板焊接中,一般鋼板開V型或雙邊V型坡口,機(jī)器人焊接工藝尚不成熟,使得其在很多領(lǐng)域仍處于空白[3]。在水電水工鋼結(jié)構(gòu)焊接領(lǐng)域,水電水工鋼結(jié)構(gòu)水閘門的生產(chǎn)過程中涉及大量中厚板的焊接,一般是對(duì)鋼板開雙邊V型坡口,先進(jìn)行打底焊,對(duì)背面焊縫清根之后再進(jìn)行填充和蓋面焊[4-5]。但是對(duì)焊縫的清根處理限制了弧焊機(jī)器人自動(dòng)化焊的應(yīng)用。因此解決中厚板焊接時(shí)背面清根的問題,對(duì)于實(shí)現(xiàn)高效的機(jī)器人自動(dòng)化焊接具有重要的意義。……
登錄APP查看全文
