添加Mo-Ti-Zr填充層的鉬鑭釔合金電子束焊接特性分析
2020-09-10 07:22:44蔡立輝于斌王廷蔣思遠
電焊機
2020年5期
蔡立輝 于斌 王廷 蔣思遠
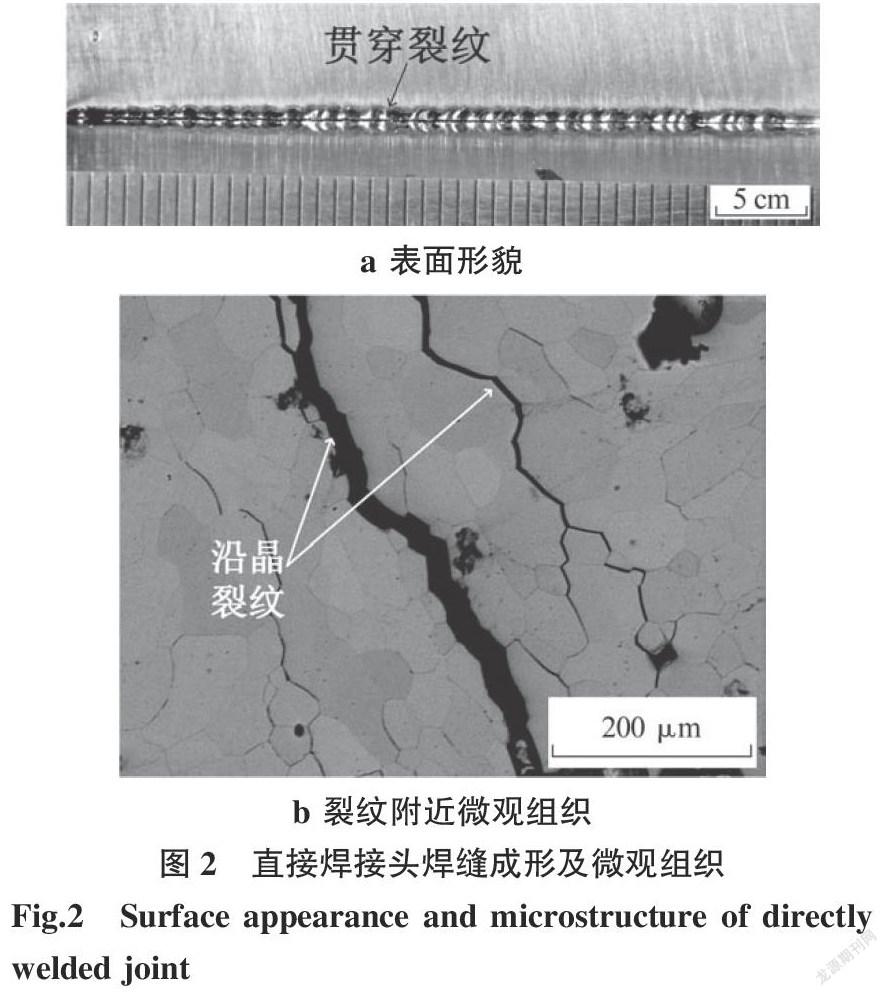
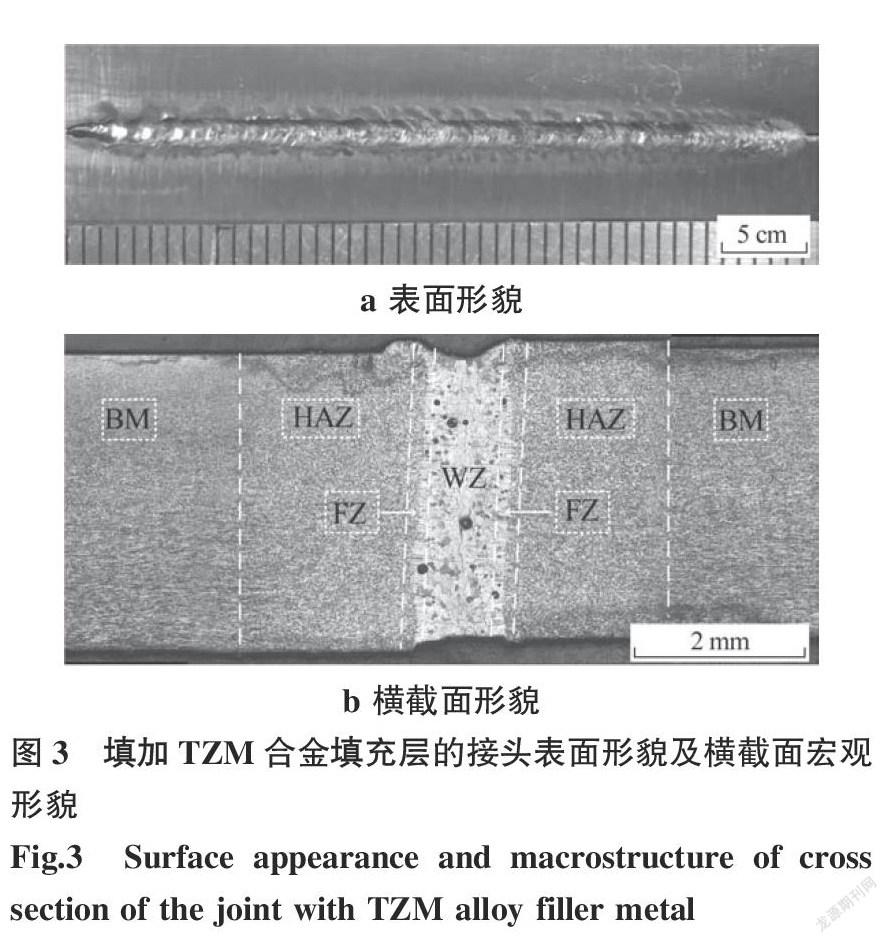
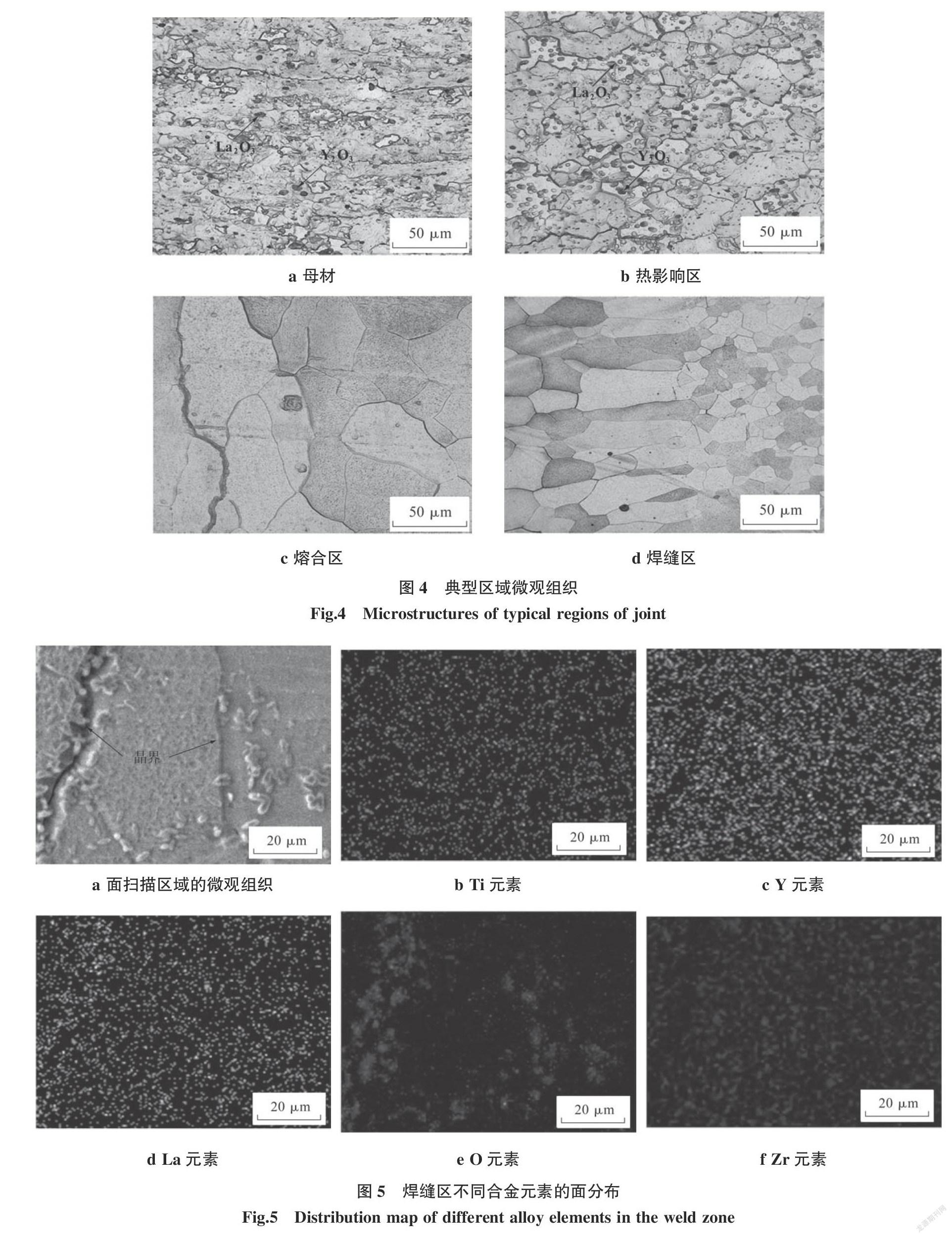
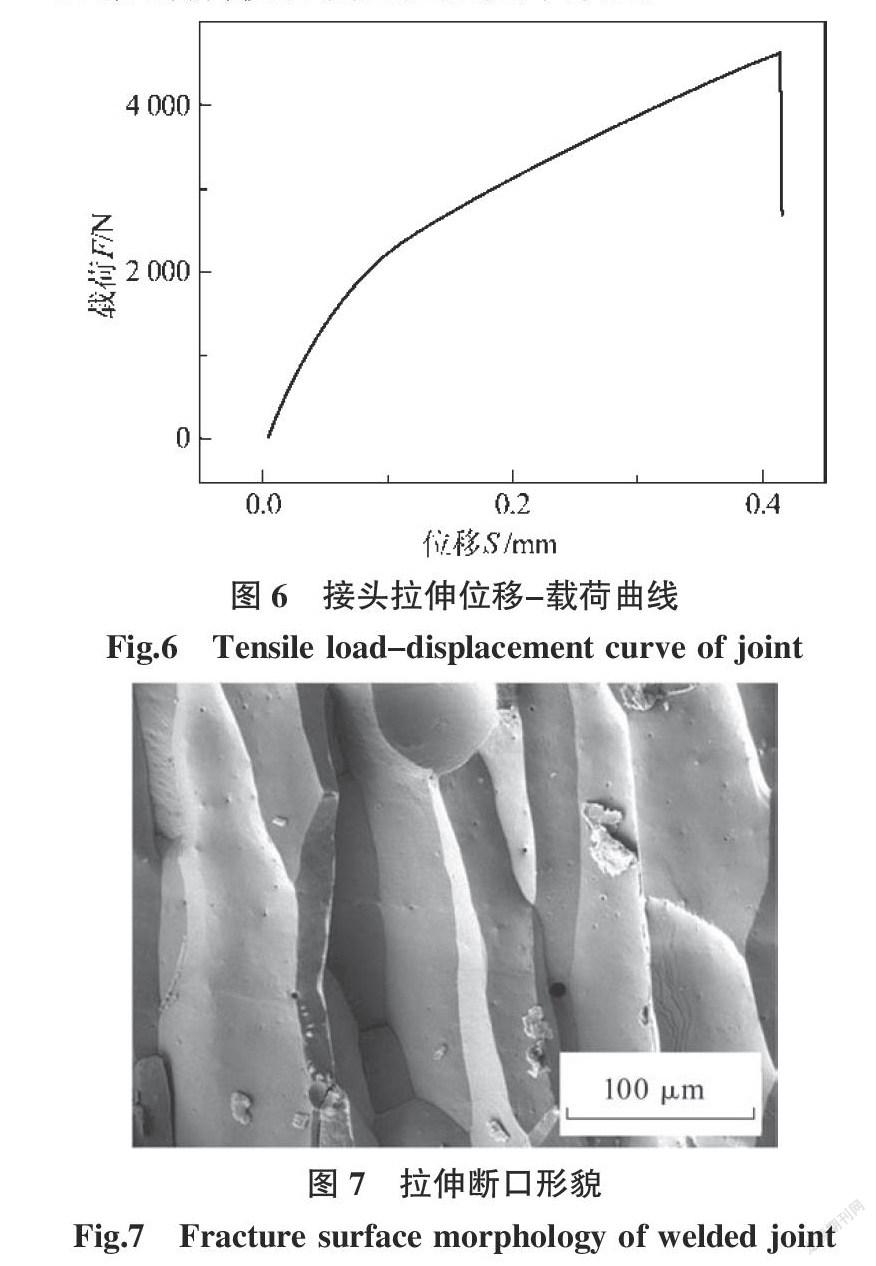
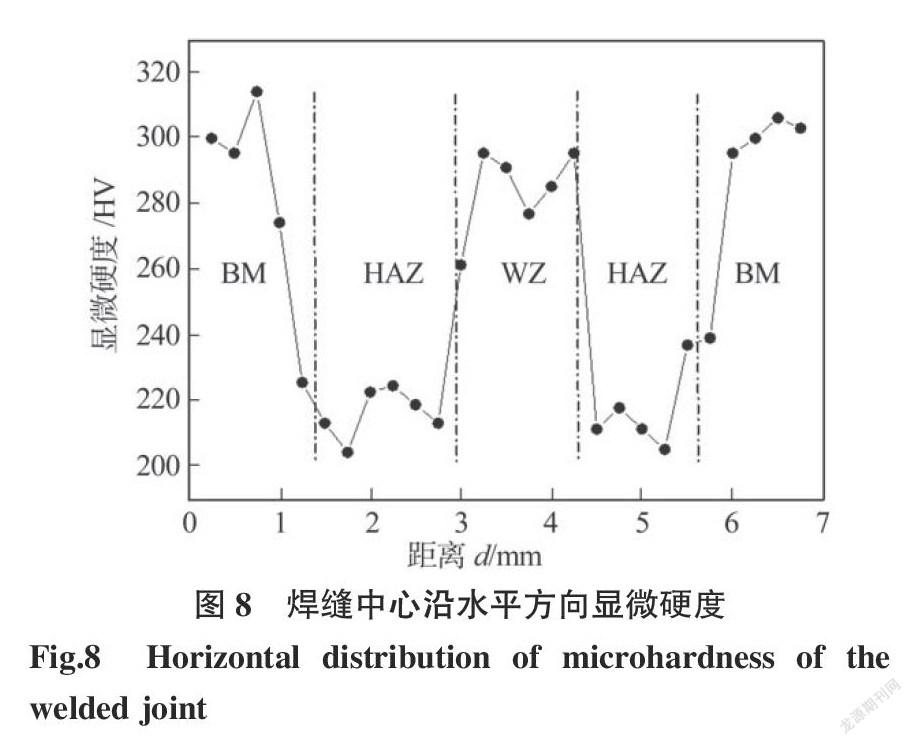
摘要:為了研究TZM合金(Mo-0.5Ti-0.1Zr)填充層對鉬鑭釔合金電子束焊接性的影響,分析了焊接接頭顯微組織和力學性能。結果表明,鉬鑭釔合金直接電子束焊接接頭焊后產生貫穿裂紋,而填加TZM合金后,實現了鉬鑭釔合金的有效焊接。Zr元素的加入降低了Mo的氧化物在晶界處的聚集程度,提高了晶界結合強度;接頭各區域顯微硬度不同,焊縫區顯微硬度與母材相當,為270~290 HV,兩側熱影響區顯微硬度最低。添加TZM合金后,鉬鑭釔合金電子束焊接接頭抗拉強度明顯提高,拉伸斷裂發生于焊縫區,為脆性沿晶斷裂模式。
關鍵詞:電子束焊接;鉬合金;合金元素;顯微硬度
中圖分類號:TG456.3文獻標志碼:A文章編號:1001-2303(2020)05-0041-05
DOI:10.7512/j.issn.1001-2303.2020.05.08
0 前言
鉬基難熔金屬具有膨脹系數小、導電和導熱性良好、高溫力學性能優良等優點[1]。添加彌散稀土氧化物的鉬鑭釔合金在1 400 ℃下仍能保持較高的強度和塑性,具有廣闊的應用前景[2]。
鉬合金的連接方法主要有電阻焊、鎢極氬弧焊、激光焊、電子束焊、摩擦焊、釬焊、擴散焊等[3]。電子束焊接具有能量密度高、焊接熱影響區小、真空保護氣氛等優點,在焊接鉬等難熔金屬時具有獨特優勢[4-5]。由于鉬在焊接時存在晶粒粗化、晶界脆化的問題,加入少量的Ti和Zr元素,可以起到固溶強化和彌散強化的效果[6]。加入Zr元素,可純化晶界,大幅提高接頭強度和韌性[7]。
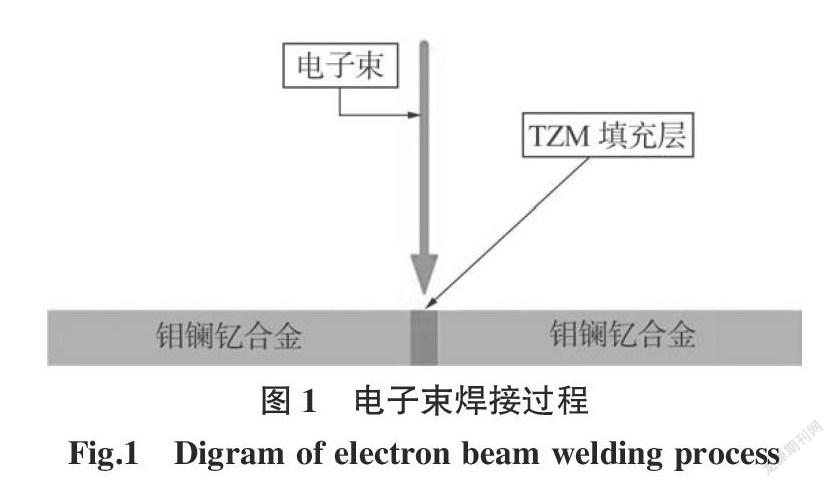
由于鉬鑭釔合金中含氧量較高,會給其熔化焊接帶來困難,選用熔焊焊接性較好的TZM合金[8]作為填充金屬,進行鉬鑭釔合金的電子束焊接試驗,分析其接頭組織與力學性能。……
登錄APP查看全文
