301L不銹鋼激光填絲焊接頭腐蝕性能研究
2020-09-10 07:22:44曹春鵬呂衛群單清群房相國
電焊機
2020年5期
關鍵詞:不銹鋼
曹春鵬 呂衛群 單清群 房相國


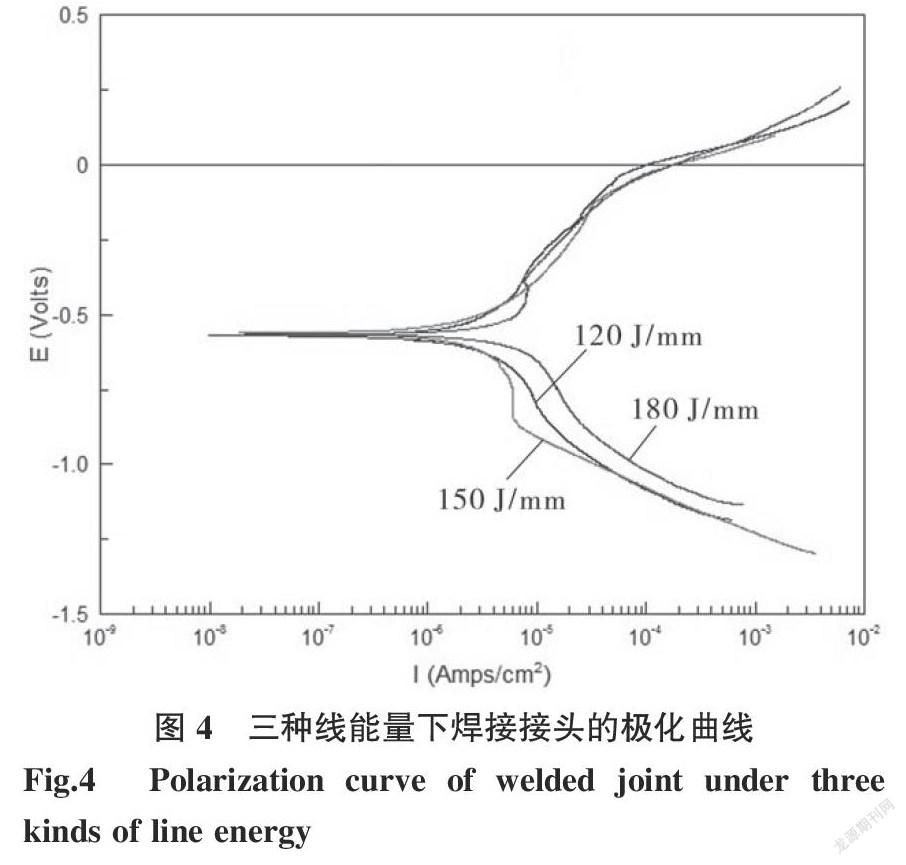
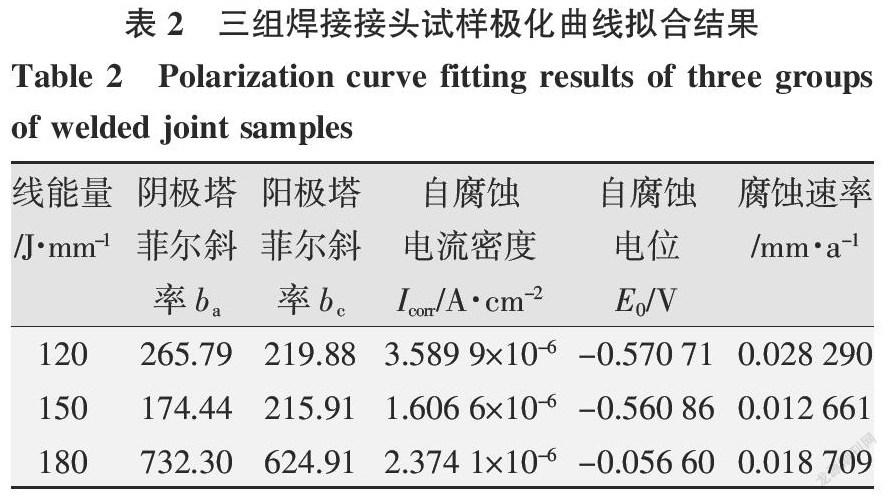
摘要:不銹鋼的車體部件的腐蝕主要是晶間腐蝕,結合不銹鋼自身的組成成分以及焊接過程中的相關工藝參數,研究線能量在窄間隙激光填絲焊中對焊接接頭腐蝕性能的影響,設計了不銹鋼焊接接頭的腐蝕試驗方案,并從貧鉻理論出發闡述其對于焊接接頭腐蝕行為的影響機理。以6 mm厚301L不銹鋼板材作為基體材料,以ER308L焊絲為填充材料,研究線能量分別為120 J/mm、150 J/mm、180 J/mm時窄間隙激光填絲焊焊接接頭的腐蝕行為。對三組不同線能量下窄間隙激光填絲焊焊接接頭進行電化學測試,并在浸泡腐蝕之后進行電鏡掃描,表征對比腐蝕形貌,得出線能量為150 J/mm時接頭的腐蝕性能最佳。
關鍵詞:301L;激光填絲焊;腐蝕行為;微觀組織
中圖分類號:TG456.7文獻標志碼:A文章編號:1001-2303(2020)05-0050-04
DOI:10.7512/j.issn.1001-2303.2020.05.10
0 前言
隨著軌道交通的飛速發展,高質量、高速度、輕量化的軌道車輛已經成為發展主流。在滿足車體剛度、強度的使用條件下,隨著列車工作環境的多樣性日益增加,對列車車體的耐腐蝕性也提出了更嚴格的要求。秦麗雁[1]利用電化學動電位再活化法(EPR)研究了典型的鐵素體不銹鋼和奧氏體不銹鋼在不同溫度下晶間腐蝕的敏感性。研究結果表明,鐵素體不銹鋼和奧氏體不銹鋼具有不同的敏感溫度區間。保溫時間和冷卻方式的差異對晶間腐蝕敏感性的影響程度很高[2-3]。不銹鋼在低溫下進行熱處理可以避免發生晶間腐蝕[4]。當加熱溫度為500~800 ℃時,不銹鋼會產生貧鉻現象,并且在650 ℃左右最為嚴重[5]。……
登錄APP查看全文
猜你喜歡
趣味(數學)(2022年3期)2022-06-02 02:32:52
山東冶金(2022年1期)2022-04-19 13:40:20
小哥白尼(軍事科學)(2021年12期)2021-03-29 00:49:18
山東冶金(2019年1期)2019-03-30 01:35:32
中國特種設備安全(2018年10期)2018-12-18 02:17:18
酒·飲料技術裝備(2018年1期)2018-04-28 09:09:10
制造技術與機床(2017年8期)2017-11-27 02:10:21
商洛學院學報(2017年2期)2017-05-17 05:19:50
石油化工建設(2016年4期)2016-02-27 15:03:16
焊接(2016年7期)2016-02-27 13:05:04
