超厚爆炸復(fù)合板覆層裂紋分析
2020-09-10 07:22:44韓玉改劉寶劍孫靖東李二興
電焊機(jī)
2020年5期
關(guān)鍵詞:裂紋
韓玉改 劉寶劍 孫靖東 李二興

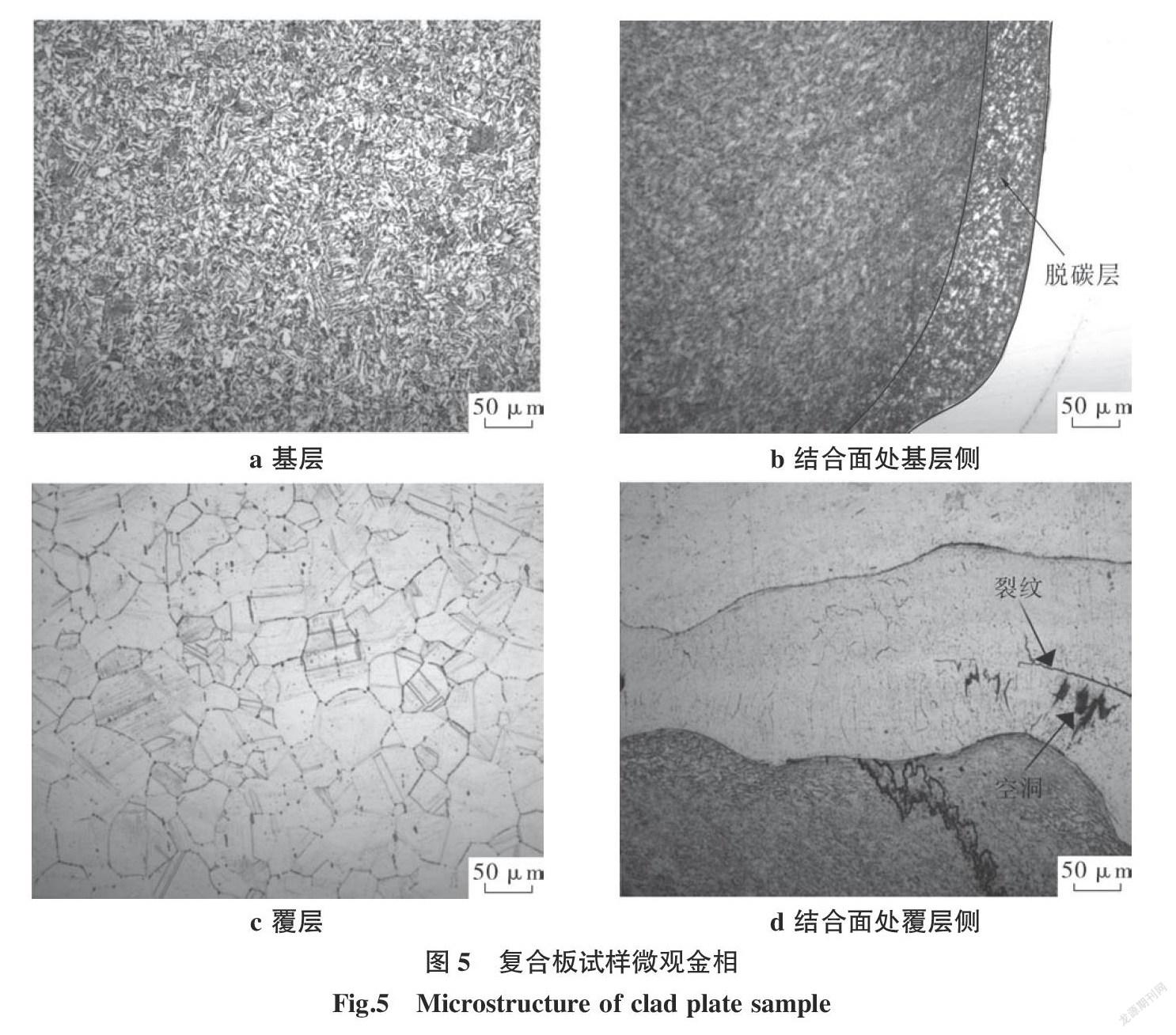
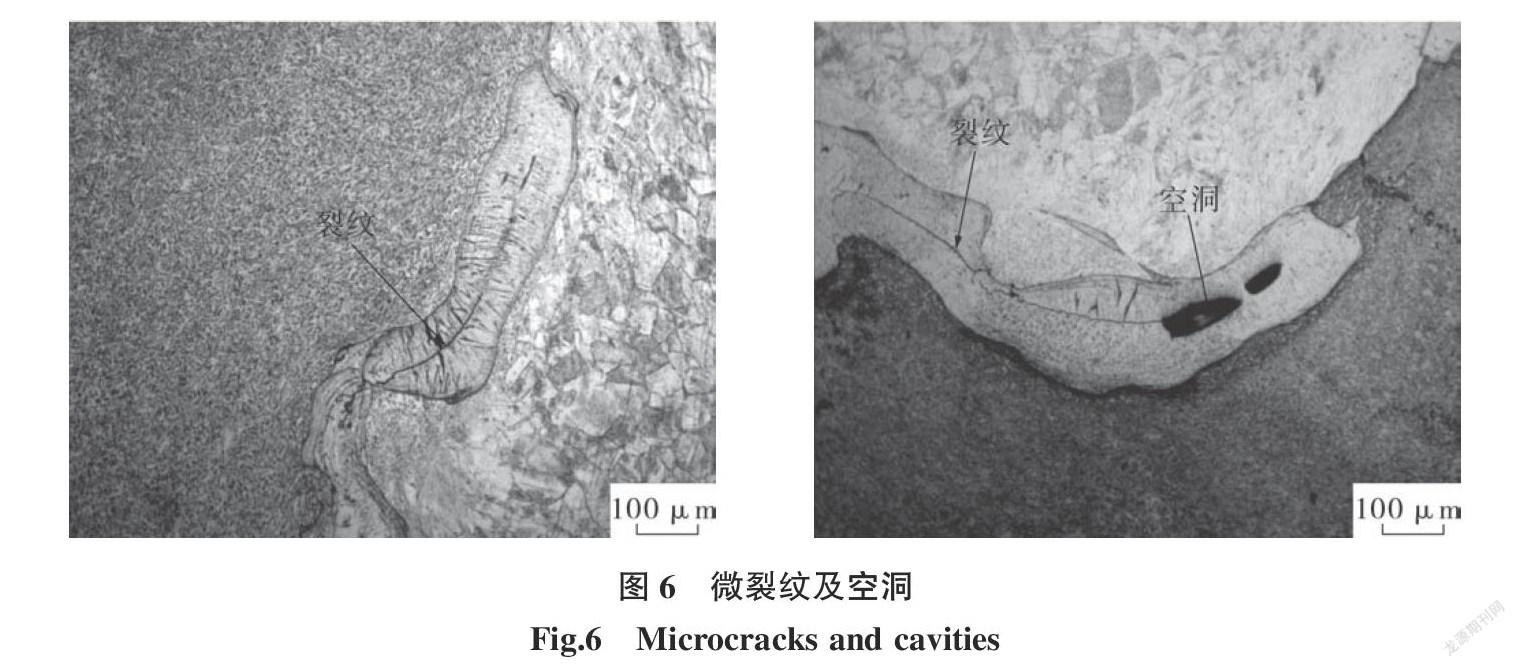
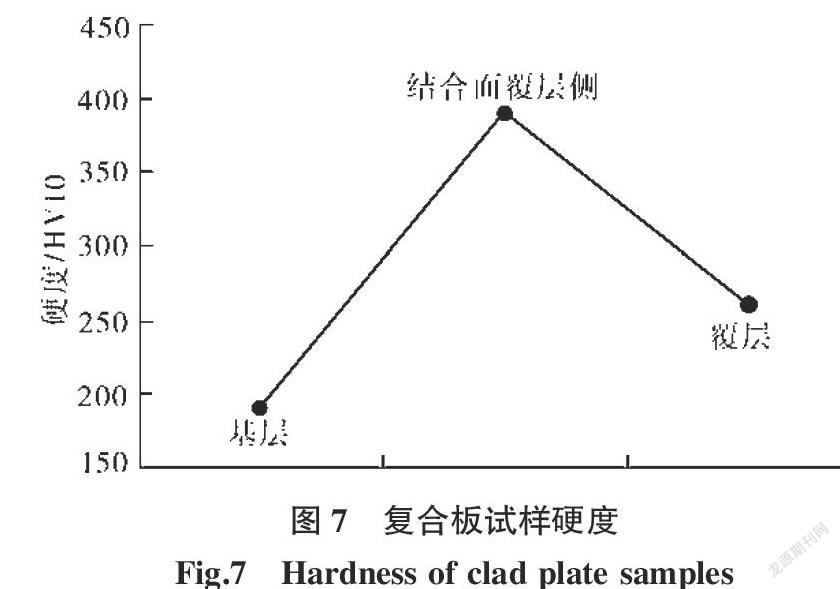
摘要:針對超厚爆炸復(fù)合板在卷制過程中覆層產(chǎn)生裂紋的情況,通過對復(fù)合板試樣進(jìn)行金相觀察,確定裂紋源產(chǎn)生于復(fù)合板結(jié)合面。通過微觀金相及硬度分析,復(fù)合板覆層產(chǎn)生裂紋的原因主要是復(fù)合板爆炸焊參數(shù)設(shè)計(jì)不佳,其結(jié)合面強(qiáng)度、韌性均較低,并且超厚板材在復(fù)合后的校平過程中校平次數(shù)增多、壓力增大,導(dǎo)致復(fù)合板結(jié)合面覆層側(cè)存在尺寸較大的裂紋、空洞缺陷,且缺陷較為集中,裂紋向多方向擴(kuò)展。另外,復(fù)合板經(jīng)爆炸復(fù)合后熱處理參數(shù)設(shè)計(jì)不佳,導(dǎo)致復(fù)合板結(jié)合面覆層硬度值遠(yuǎn)高于基層和覆層處硬度值。
關(guān)鍵詞:超厚復(fù)合板;結(jié)合面;爆炸焊;裂紋;覆層
中圖分類號:TG456文獻(xiàn)標(biāo)志碼:B文章編號:1001-2303(2020)05-0054-03
DOI:10.7512/j.issn.1001-2303.2020.05.11
0 前言
近年來,隨著石油化工等行業(yè)的發(fā)展,壓力容器呈現(xiàn)大型化發(fā)展趨勢,伴隨著各類大型復(fù)合板壓力容器的制造,超厚復(fù)合板得到了廣泛應(yīng)用[1-2]。
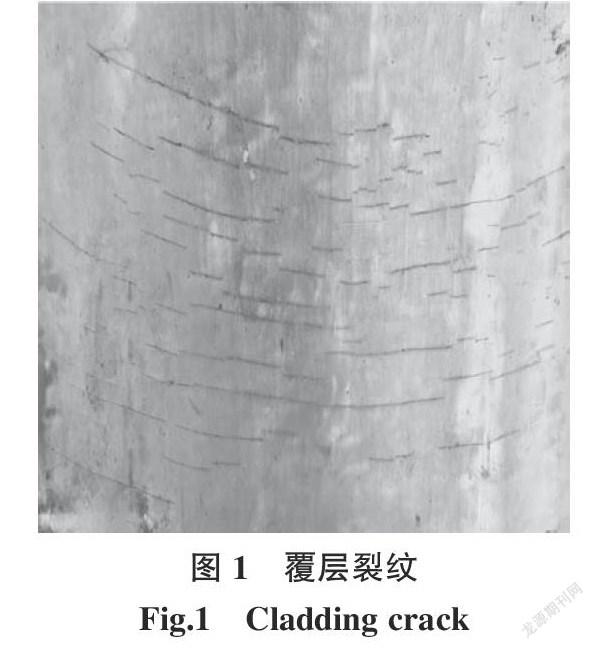
某壓力容器主體材料采用了正火態(tài)復(fù)合板(S30403+SA516Gr70),其規(guī)格為(5+170) mm,在筒體卷制過程中發(fā)現(xiàn)復(fù)合板覆層表面存在大量肉眼可見裂紋,如圖1所示。
1 裂紋分析
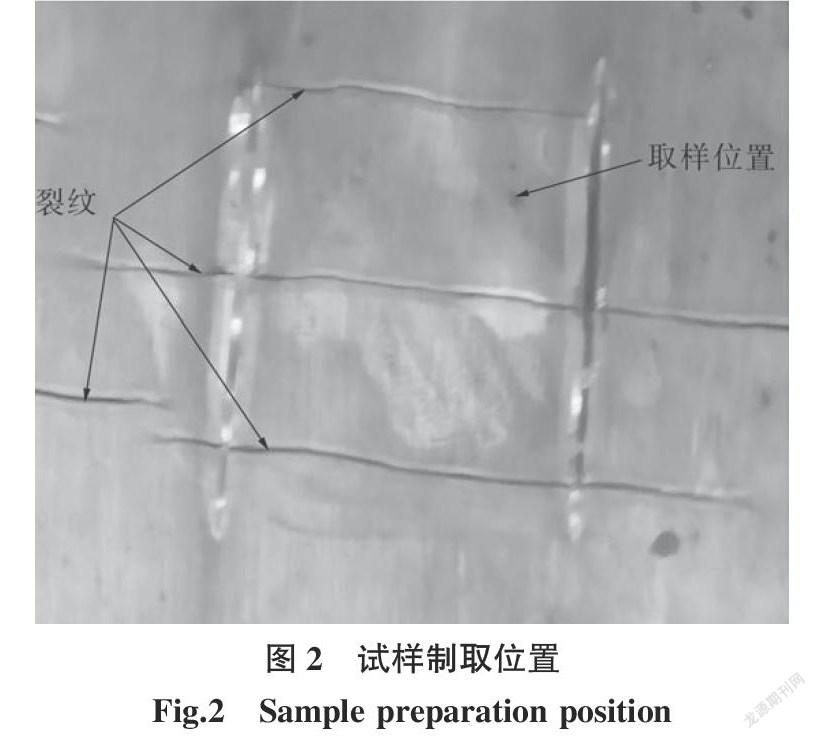
為分析復(fù)合板覆層裂紋產(chǎn)生原因,在裂紋附近切取復(fù)合板試樣,如圖2所示。對復(fù)合板橫截面進(jìn)行宏觀及微觀檢測,以確定裂紋源。
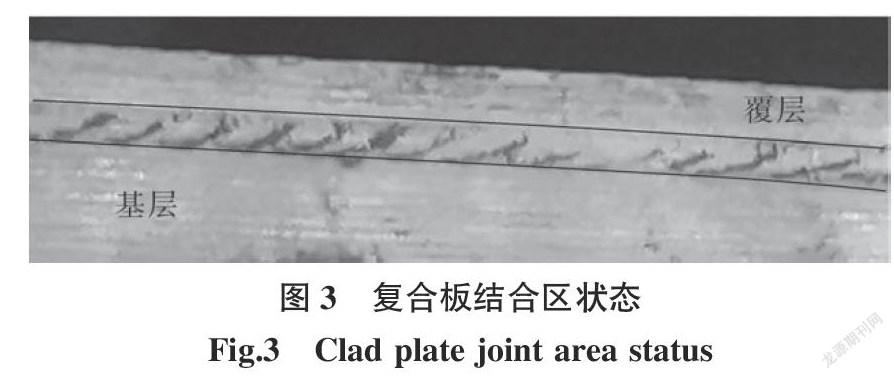
由文獻(xiàn)[3-5]可知,復(fù)合板結(jié)合區(qū)應(yīng)呈正弦波形或規(guī)律鋸齒結(jié)合界面。試樣宏觀檢測如圖3所示,結(jié)合區(qū)波形并非正弦或規(guī)律鋸齒結(jié)合界面,且存在微裂紋,說明在爆炸復(fù)合焊接過程中,實(shí)際碰撞角度、炸藥的爆速、碰撞的基復(fù)板間距等爆炸參數(shù)設(shè)計(jì)存在不足。……
登錄APP查看全文
猜你喜歡
艦船科學(xué)技術(shù)(2022年20期)2022-11-28 08:19:18
艦船科學(xué)技術(shù)(2022年13期)2022-08-11 09:29:16
艦船科學(xué)技術(shù)(2022年6期)2022-04-19 11:01:32
成都信息工程大學(xué)學(xué)報(bào)(2021年4期)2021-11-22 07:44:46
山東冶金(2019年6期)2020-01-06 07:45:58
World Journal of Diabetes(2019年7期)2019-07-23 11:52:08
山東冶金(2019年3期)2019-07-10 00:54:06
揚(yáng)子江(2019年1期)2019-03-08 02:52:34
四川輕化工大學(xué)學(xué)報(bào)(自然科學(xué)版)(2017年3期)2017-06-29 12:00:57
焊接(2015年2期)2015-07-18 11:02:38
