Q620鋼藥芯焊絲氣體保護(hù)焊接頭組織與性能的研究
2020-09-10 07:22:44邢珂李博文
電焊機(jī)
2020年5期
關(guān)鍵詞:力學(xué)性能
邢珂 李博文
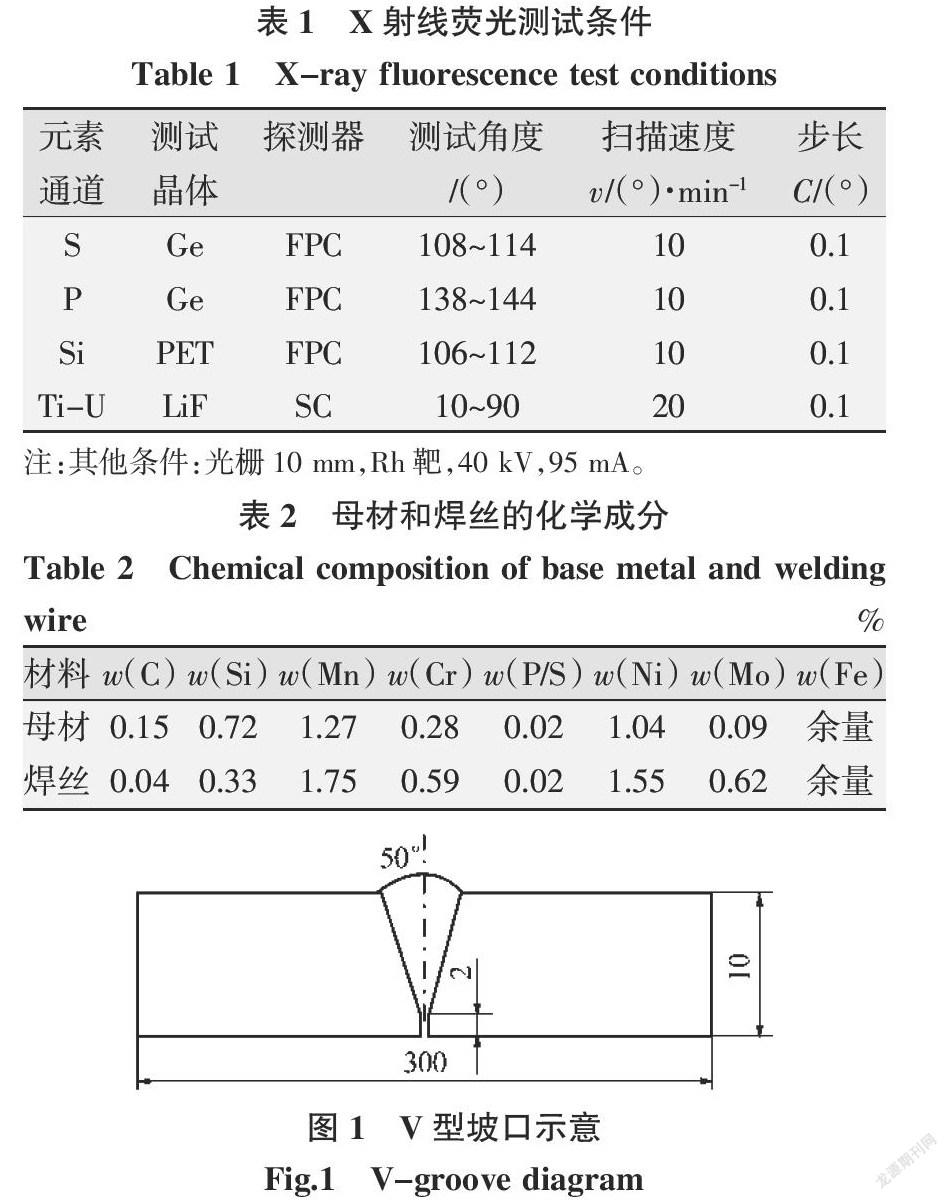
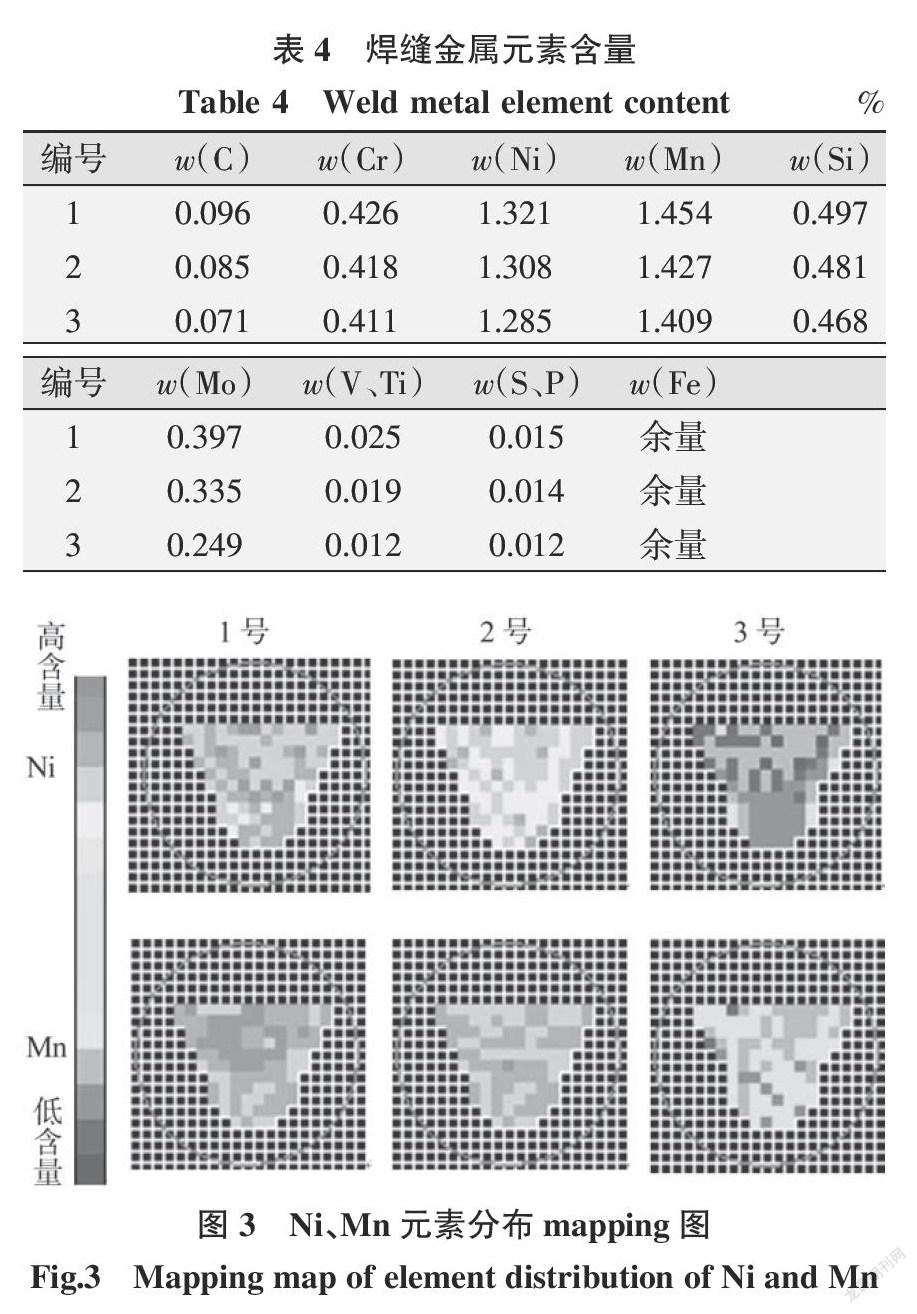
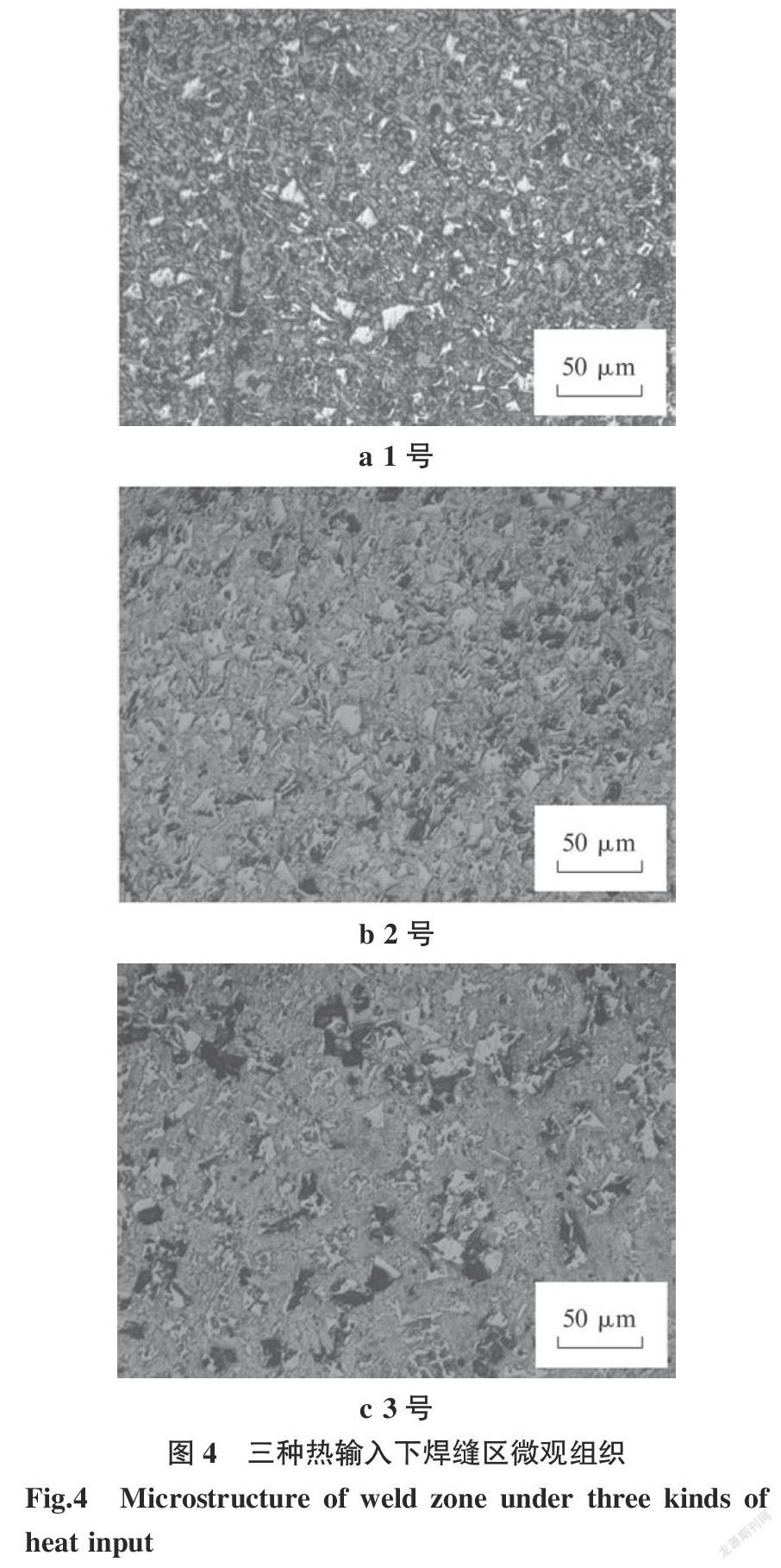
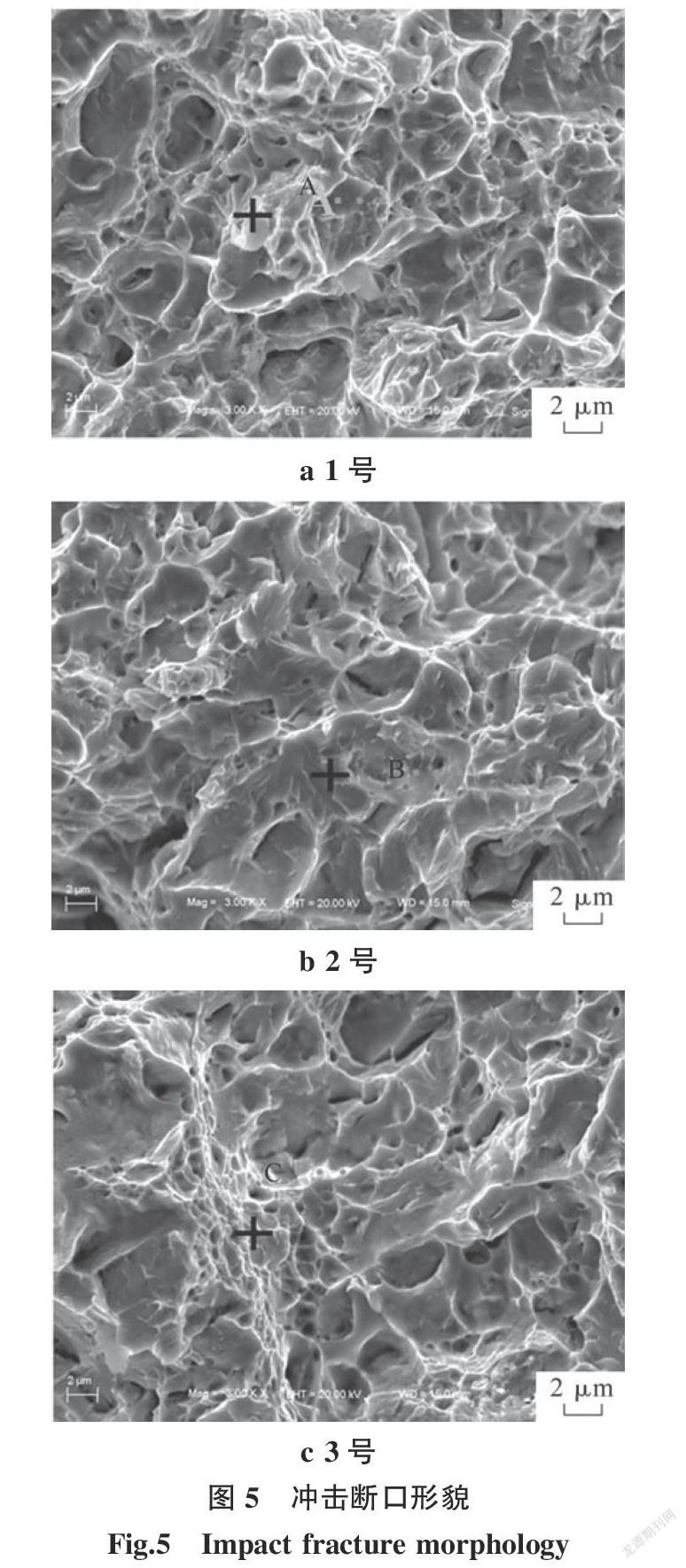
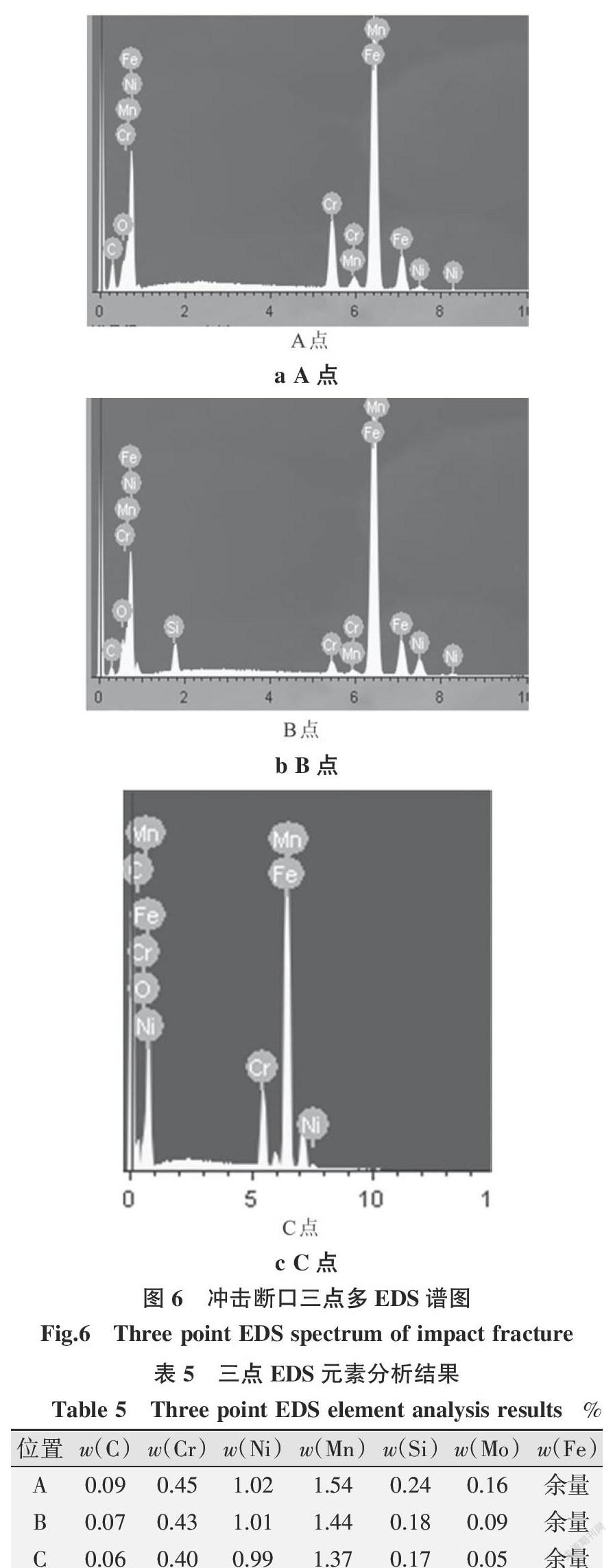
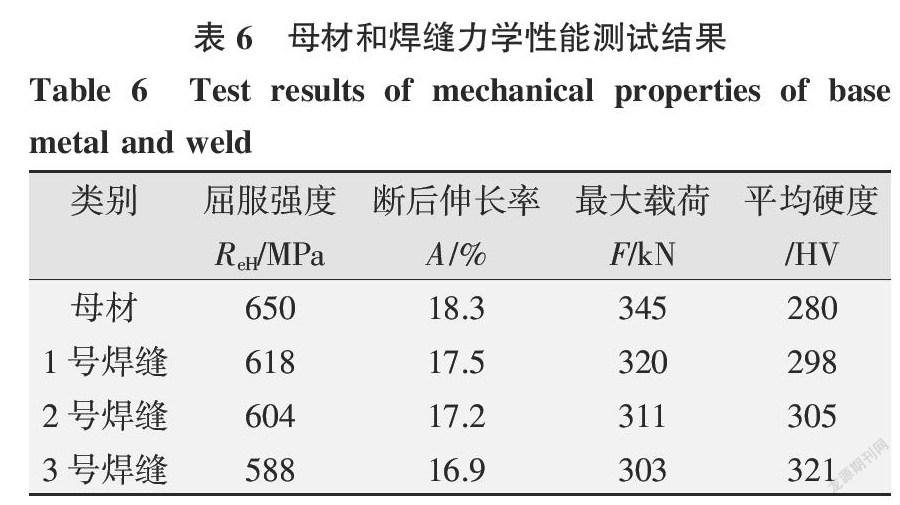
摘要:在非預(yù)熱狀態(tài)下,采用Ar+CO2混合氣體保護(hù)焊方法,選擇低合金系堿性渣系藥芯焊絲,在三種熱輸入下對(duì)Q620鋼進(jìn)行焊接。通過(guò)進(jìn)行焊接接頭質(zhì)量分析、焊縫金屬化學(xué)成分分析、顯微組織觀察和力學(xué)性能測(cè)試,研究了Q620鋼的可焊性和工程使用性。結(jié)果表明,Q620鋼常溫下可焊接性良好,焊縫區(qū)合金元素分布均勻,當(dāng)焊接熱輸入由低向高變化時(shí),焊縫區(qū)組織由鐵素體+珠光體向貝氏體+馬氏體組織轉(zhuǎn)變,并且焊縫區(qū)強(qiáng)度下降,硬度上升。隨著熱輸入的增大,焊縫區(qū)沖擊斷口形貌由韌性斷裂向著韌窩+準(zhǔn)解理的混合斷裂方式轉(zhuǎn)變。
關(guān)鍵詞:藥芯焊絲氣體保護(hù)焊;Q620高強(qiáng)鋼;力學(xué)性能;焊縫組織;可焊性
中圖分類號(hào):TG454文獻(xiàn)標(biāo)志碼:A文章編號(hào):1001-2303(2020)05-0084-05
DOI:10.7512/j.issn.1001-2303.2020.05.17
0 前言
低合金高強(qiáng)鋼因具有強(qiáng)度高、塑韌性好的優(yōu)點(diǎn),廣泛應(yīng)用于壓力容器、車輛制造、采煤、建筑橋梁和船舶工程等領(lǐng)域[1-6]。根據(jù)碳當(dāng)量公式可知,Q620鋼的碳當(dāng)量大于0.5%[8],焊接時(shí)易出現(xiàn)淬硬傾向,形成馬氏體組織,降低接頭的塑性和韌性。傳統(tǒng)的弧焊工藝導(dǎo)致過(guò)熱區(qū)晶粒粗大脆化,在焊接時(shí)易產(chǎn)生應(yīng)力集中,增加了裂紋敏感性[2,8],這些因素都會(huì)降低Q620鋼焊后的綜合性能,無(wú)法滿足工程中實(shí)際應(yīng)用,同時(shí)也損失了低合金高強(qiáng)鋼原本的優(yōu)勢(shì)。以往的研究多采用焊前預(yù)熱來(lái)消除冷裂紋和淬硬組織。但焊前預(yù)熱一是對(duì)工件尺寸有限制,二是增加了成本,耗費(fèi)時(shí)間。若能采用合理的焊接方法和工藝參數(shù)使得不預(yù)熱也能滿足工程實(shí)際要求將是一件非常有益的事情。……
登錄APP查看全文
猜你喜歡
材料與冶金學(xué)報(bào)(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國(guó)鑄造裝備與技術(shù)(2017年3期)2017-06-21 11:33:46
中國(guó)塑料(2016年6期)2016-06-27 06:34:16
西安工程大學(xué)學(xué)報(bào)(2016年2期)2016-06-05 12:25:17
中國(guó)塑料(2015年12期)2015-10-16 00:57:14
中國(guó)塑料(2015年9期)2015-10-14 01:12:26
中國(guó)塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
