燃氣輪機旋轉失速機理及防范對策
2020-09-10 00:35:08席亞賓張帥蔡青春李洪濤紀運廣
內燃機與配件 2020年4期
關鍵詞:防范對策
席亞賓 張帥 蔡青春 李洪濤 紀運廣


摘要:燃氣輪機在工業領域發揮著重要的作用。隨壓氣機向著高平均級壓比、高效率和高喘振裕度方向的發展,簡單葉片失速及旋轉失速成為壓氣機不得不考慮的問題,其中,旋轉失速不僅影響機器的穩定工作范圍和運行可靠性,還可導致災難性事故。因此,本文對燃氣輪機常見失速機理及防范對策進行了分析,可為燃氣輪機及壓氣機的進一步改進提供技術支持。
關鍵詞:燃氣輪機;壓氣機;旋轉失速;防范對策
0? 引言
壓氣機作為高效率燃氣輪機發展進程中的關鍵零部件之一,在提供高壓比的同時也限制了發動機的穩定工作范圍[1],關系著燃氣輪機的效率和安全、穩定運行。圖1為某軸流式渦輪噴氣發動機示意圖。若壓氣機發生氣流旋轉失速,其后果極為嚴重,其中局部喘振也可誘發旋轉失速團[2],從而導致壓氣機葉片受到一種或多種周期性變化的氣流脈動沖擊[3],造成葉片機械性損傷。因此,為減少旋轉失速的發生,有必要分析發生機理和研究需采取的應對措施。
1? 燃氣輪機旋轉失速機理分析
1.1 旋轉失速理論分析
旋轉失速,是一種限制在壓氣機葉片附近的沿周向傳播的非軸對稱氣流脈動,是附面層分離的結果。陳振等[4]在流體模擬中說明了旋轉失速的控制主要是為了消除遲回效應。由于葉片結構容差或流場擾動,某一個或者幾個葉片分離范圍增大致使流道形成氣塞,一側葉片沖角增大一側減小[5],其機理如圖2所示。當壓氣機流量較小時,進氣沖角增大,氣流在葉輪流道內形成與葉輪旋轉方向相同的一個或幾個失速團,失速團的繞軸角速度較低,從而在葉片非工作面產生邊界層分離,形成旋轉失速現象[6]。這種加劇的氣流分層脫離最終造成壓氣機某級或某幾級葉片旋轉失速。
1.2 旋轉失速的主要原因
燃氣輪機啟動后,轉速逐漸提升,在達到其額定轉速之前,壓氣機會經歷旋轉失速階段,但一般不足以引起軸承的強烈振動和出口壓力的下降。在運行過程中,燃氣輪機壓氣機發生旋轉失速主要有以下幾個原因:
①葉片質量影響。葉片加工質量缺損、運輸安裝過程對葉片造成的磨損破壞以及污損等,都可能造成轉子葉尖的負荷達到極值,葉片通道尾緣逆壓力梯度過大,出現倒流等情況。
②壓氣機總體設計水平和加工裝配精度影響。在設計階段就要考慮采取仿真、試驗等必要措施以減少旋轉失速發生的可能性;壓氣機轉子及其部件加工和裝配精度不足等均會增加壓氣機啟動過程中旋轉失速的概率。
③負載換流逆變器出力不足的影響。負載換流逆變器出力不足會引起機組在升速過程中動力不足,導致升速過慢。為提高機組升速,只能加大燃燒器燃料投入,這樣會造成葉片通道溫度上升,氣流沖角變化,致使氣流脫離葉片,最終產生旋轉失速。
④進氣壓力損失的影響。壓氣機進口必須安裝空氣過濾系統以濾去空氣中的顆粒雜質,防止顆粒雜質在通流部分產生侵蝕和形成積垢。當空氣過濾系統堵塞時,進氣壓力損失將顯著增加,燃氣輪機的功率和效率降低,也會造成旋轉失速現象。
2? 旋轉失速防范對策
基于對壓氣機升速過程中的轉速、壓力等參數的綜合分析,在設計階段采取措施,以及在轉子及其部件加工、裝配階段嚴格控制精度都可減少或避免旋轉失速現象。旋轉失速的具體防范措施主要有:
2.1 采用優化結構
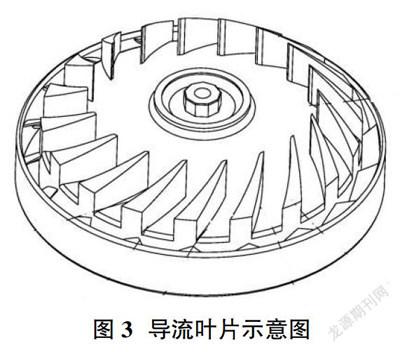
如調整啟動過程中的中間防喘放氣閥的開度,采用雙轉子方法,或者采用旋轉進口導流葉片和靜葉片的方法,都可防止壓氣機進口空氣流量減少,避免或緩解氣流脫離現象。進口導流葉片如圖3所示。
2.2 引入濕壓縮
在干壓縮失速邊界進行加濕能顯著提高壓氣機進口空氣質量流量、壓比以及效率,并可提升低速流動區域的速度。加濕顆粒尺寸越小,加濕量越大,進口空氣質量流量、壓比以及效率增加的趨勢會越大;而加濕顆粒尺寸越小,加濕量越大,低速流動區域范圍越小,速度提升越高。雖然加濕后使得阻塞邊界左移,縮小了整個工況下的邊界流量范圍,但加濕有明顯的抑制回流效果,使回流削弱甚至消除,從而壓氣機從失速狀態回歸到正常工作狀態[7]。
2.3 等離子體激勵
張海燈等[8]通過非定常數值仿真發現,來源于轉子葉頂流動分離的龍卷風式分離渦是所研究的高負荷壓氣機失速的主要驅動力,其形成與近失速點轉子葉頂泄漏流的發展密切相關。在壓氣機動態失速的起始階段,施加定常等離子體激勵可以有效阻斷壓氣機動態失速過程,但在轉子葉頂流動分離發展到一定程度之后,定常等離子體激勵則失去了對壓氣機失速抑制的能力。
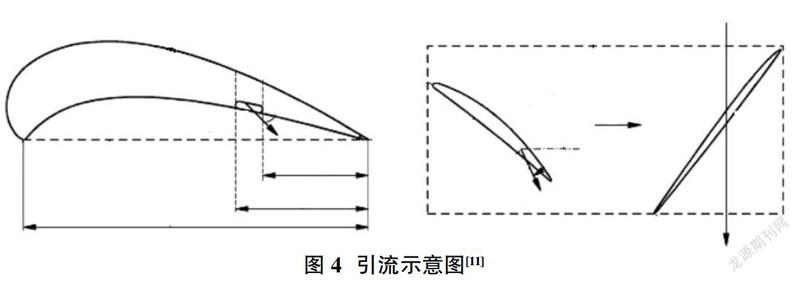
2.4 引流噴射
流噴射經由流噴射口而被引入到壓氣機的軸向空氣流路中,流噴射口位于壓氣機中的導流靜葉的壓力側,并且將流噴射朝向位于靠近導流靜葉下游的壓氣機轉子動葉的前緣引導,如圖4所示。在檢測到旋轉失速和/或在壓氣機以低于其滿載速度運行時,引入流噴射。流噴射減小了壓氣機空氣在下游轉子動葉的前緣上的入射角,并使轉子經歷更有利的速度。有利速度通過減輕和/或減少旋轉失速而使得轉子的運行范圍擴大,進而使得壓氣機的運行范圍擴大。
3? 結語
旋轉失速現象廣泛地存在于旋轉葉輪機械,深入研究旋轉失速的發生機理,進而實現對其控制,對于改善葉輪機械性能,拓寬穩定工作范圍具有重要的理論意義和工程價值。燃氣輪機壓氣機的旋轉失速是一種葉片附近區域沿周向傳播的非軸對稱氣流脈動。當進口流量減少到某個極限時,進氣沖角增大,壓氣機葉輪流道內會形成與葉輪旋轉方向相同的失速團,氣流在葉片非工作面發生邊界層分離,從而形成旋轉失速現象。本文分析了導致旋轉失速的主要原因,給出了降低和避免旋轉失速現象的具體措施,可為解決燃機壓氣機旋轉失速缺陷問題提供參考。
參考文獻:
[1]孫海鷗,馬婧媛,王忠義,等.船用燃氣輪機壓氣機自適應機匣處理設計[J].哈爾濱工程大學學報,2020,41(1):1-7.
[2]潘天宇,宋西鎮,李志平,等.局部喘振現象物理本質的研究[J].推進技術,2015,36(9):1317-1323.
[3]富兆龍,萬洪軍,焦鵬,等.PG9171E型燃氣輪機振動原因分析及處理[J].發電設備,2017,31(5):367-371.
[4]陳振,徐鑒.軸流壓氣機旋轉失速和喘振的非線性反饋控制[J].振動與沖擊,2013,32(4):106-110.
[5]傅文廣.非軸對稱靜葉對畸變條件下壓氣機流場影響研究[D].大連海事大學,2019.
[6]王洪祥,郭貴喜,陸軍,等.軸流壓氣機失速與喘振的發生與對策分析[J].電子制作,2013,15(37).
[7]羅銘聰.進口加濕的跨音速壓氣機級氣動性能研究[D].哈爾濱工程大學,2011.
[8]張海燈,吳云,李應紅,等.高負荷壓氣機失速及其等離子體流動控制[J].工程熱物理學報,2019,40(2):289-299.
猜你喜歡
中國科技博覽(2016年25期)2016-12-20 19:23:15
中國科技博覽(2016年25期)2016-12-20 18:15:37
現代經濟信息(2016年27期)2016-12-16 21:53:51
對外經貿(2016年8期)2016-12-13 03:39:36
合作經濟與科技(2016年24期)2016-12-07 03:40:42
職工法律天地·下半月(2016年10期)2016-11-30 11:47:45
財會學習(2016年19期)2016-11-10 03:46:31
時代金融(2016年23期)2016-10-31 13:54:53
中國科技博覽(2016年19期)2016-10-19 12:03:31
中國科技博覽(2016年18期)2016-10-19 06:47:57