基于EtherNet/IP通訊的在線式變徑輪胎擰緊機
2020-09-10 07:22:44侯偉強張新震關欣
內燃機與配件 2020年11期
侯偉強 張新震 關欣

摘要:隨著國內各類汽車總裝車間生產線柔性化的逐步推進,對各工位的自動化設備提出了適應多品種的要求。本文描述了一種在線式可控輪胎擰緊機,通過伺服系統,可以實現多種中心距的快速切換,實現無極變徑功能,滿足多車型生產的需求,并具備與其它系統交互接口及功能,可以實現在線可控,避免因人為因素導致的質量問題。
關鍵詞:EtherNet/IP;伺服;NAT;擰緊機
0? 引言
國內各大重型汽車制造商已經逐步使用電動擰緊工具來代替以往的風扳機進行螺栓緊固,輪胎螺母擰緊機作為總裝線上重要的多軸擰緊設備,要適應多種車型實現柔性化生產,對于三種以上中心距,需要使用伺服滿足無級變徑的需求。
以往,線上的單軸、多軸設備僅僅作為工具,負責替代人工進行螺栓擰緊工作,對于工藝流程管理和數據可追溯性要求不高,容易造成返工和發生質量問題時無法追隨,而隨著工業4.0的推進,各大主機廠對于擰緊過程和擰緊數據的管理要求越來越嚴格[1],這也意味著擰緊設備需要提供各類的接口與MES系統、QCOS系統等進行對接。
本文針對目前主機廠對輪胎擰緊的需求,根據實際項目經驗設計了本方案,在實現多種工藝擰緊的同時,兼顧防漏、防錯、控線、數據上傳等功能。
1? 系統總體設計
機械部分采用吊掛設計方案,使用氣缸將變徑箱體懸掛于二層軌上面,二層軌安裝于一層軌上,通過減速電機拖動二層軌道實現自動返回功能。
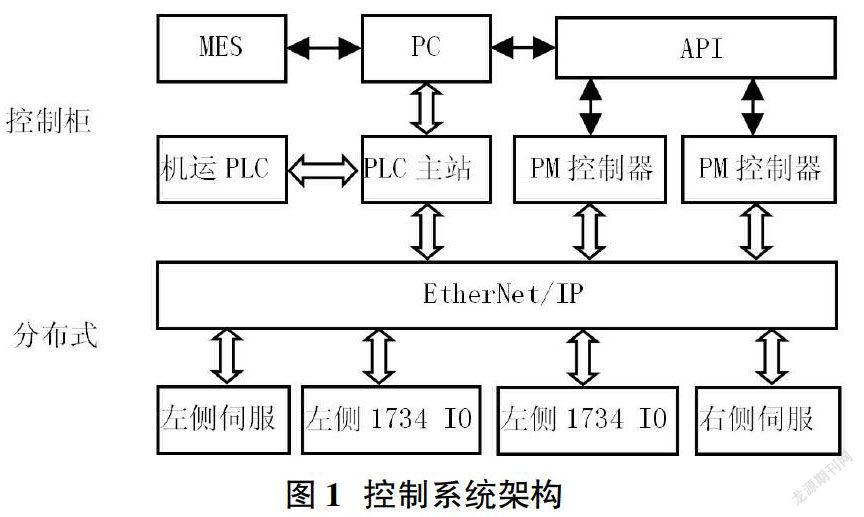
電氣控制部分包含擰緊控制系統以及變徑系統兩部分。擰緊控制系統部分,PLC通過EtherNet/IP總線與左右兩邊的控制器、分布式IO、伺服進行通訊,實現擰緊系統、IO信號的控制以及電機的變徑功能。系統架構圖如圖1所示。
2? 箱體結構
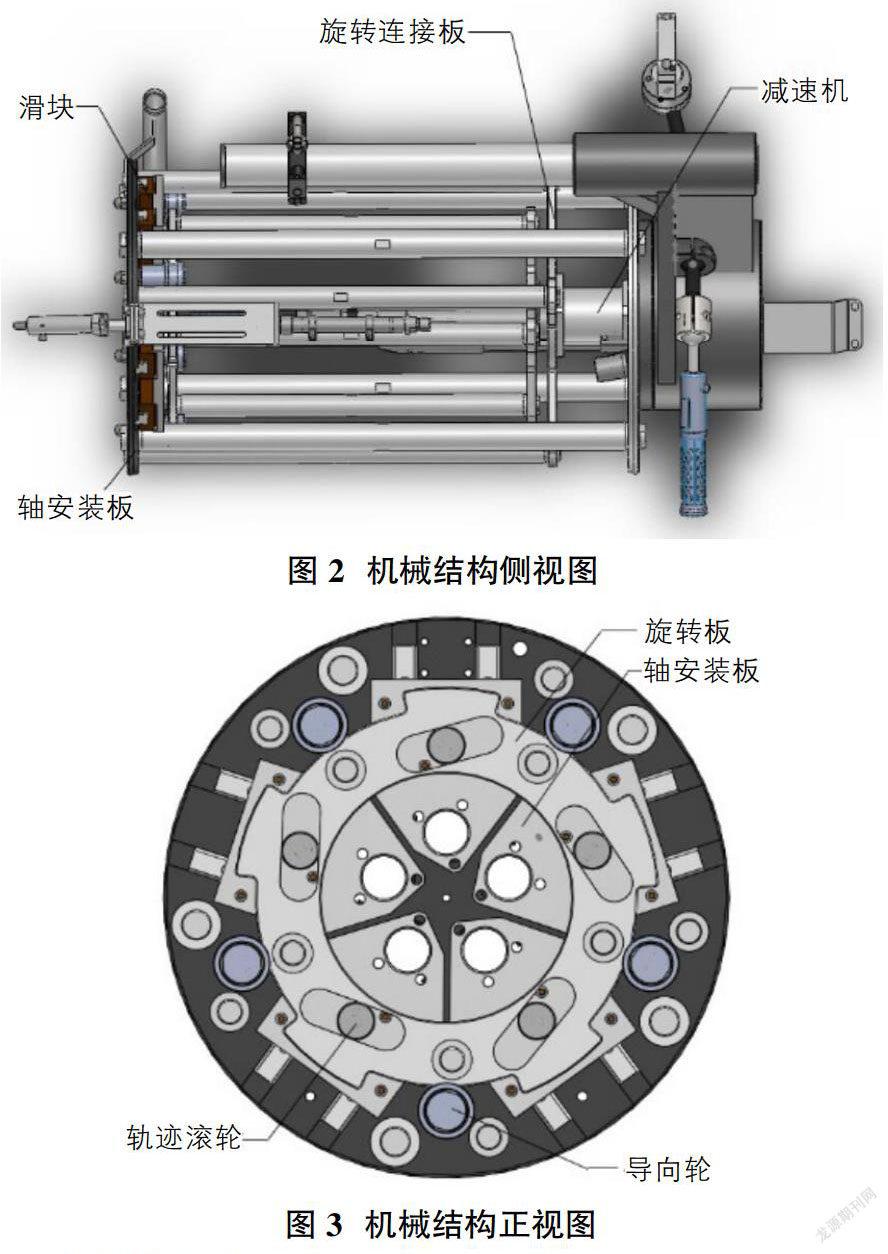
機械結構主要分為兩大部分:擰緊軸固定裝置以及電機旋轉變徑結構,擰緊軸固定裝置包含前后安裝板、軸安裝板;電機旋轉變徑結構包含滑軌、滑塊、變徑旋轉板、軌跡滾輪、導向輪、電機安裝板、連接桿等。
電機通過減速機帶動旋轉板轉動,軌跡滾輪在旋轉板滑槽內移動,驅動軸安裝板沿滑軌方向移動,實現變徑。
機械結構如圖2、圖3所示。
3? 伺服系統
由于控制柜與箱體距離最遠能達40米,采用脈沖方式控制無法實現,因此選用總線形式伺服控制器,將控制器安裝于箱體上方控制柜內,確保與電機距離最短,電機電源電纜和反饋電纜長度最長5米,最大程度減小信號衰減帶來的影響。
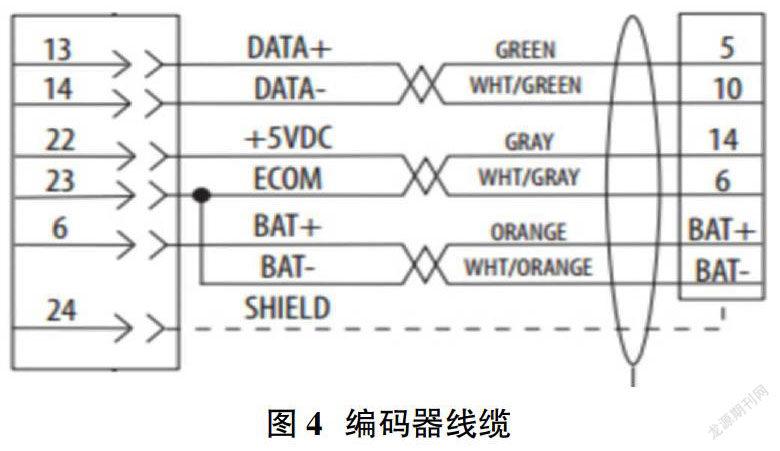
Kinetix 350單軸伺服驅動器適用于EtherNet/IP網絡上的ControlLogix控制器,與TLY伺服電機無縫集成,可以使用Studio 5000 Logix Designer應用程序進行編程、調試和維護[2]。為了避免設備斷電時導致位置變更,因此選擇使用支持Tamagawa 17位串行絕對值編碼器的TLY系列伺服電機,在保證性能滿足需求的前提下能夠最大程度減少成本。
編碼器接法如圖4所示。
4? PLC系統及網絡
本地PLC采用1769 CompactLogix系列產品,型號為1769-L33,搭配本地IO模塊,控制控制柜本體上安裝的IO信號;該產品集成了高性能和Logix平臺的優勢,具有通用的編程環境、通用的網絡、通用的控制引擎,非常適合中小型設備級控制應用[3];遠程I/O分站選用1734AENT以及POINT IO模塊,接入操作按鈕、閥、指示燈等IO信號。
PLC系統與QCOS系統進行信號交互,1769-L33無法擴展地址,為避免其它系統與本地系統進行交互,因此使用了網絡地址轉換(NAT)設備,采用ROCKWELL產品1783-NATR隔離兩個網絡并在該產品內部做網絡映射。整體網絡設置如圖5所示。
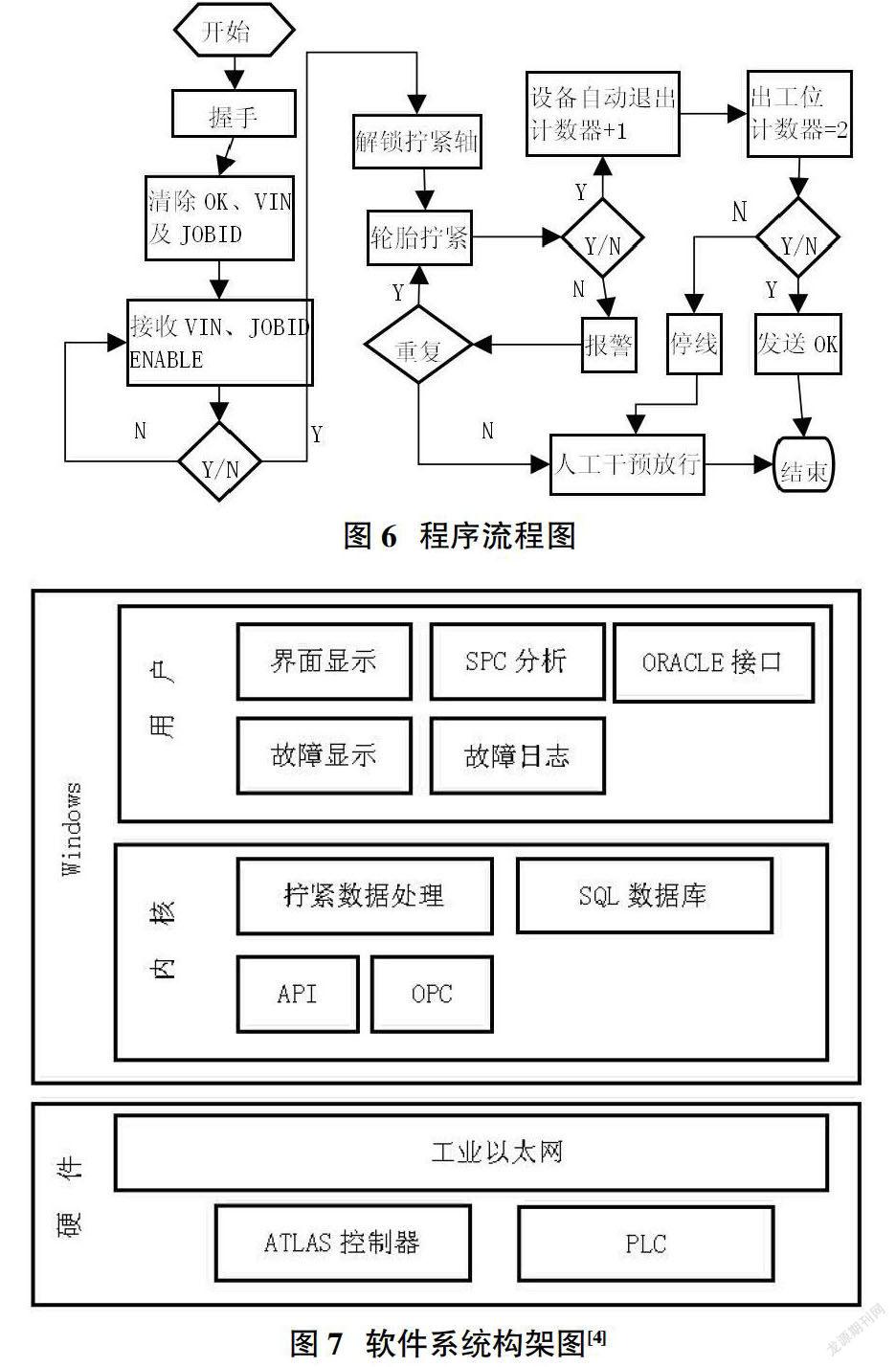
雙方PLC系統使用MSG進行通訊,交互的信號有:握手狀態、RESET、VIN、JOBID、ENABLE、OK,整套設備動作的控制流程為分為握手判定、接收信息及狀態、設備工作、上傳結果四個部分,具體程序流程圖如圖6所示。
5? 上位機軟件
上位機系統主要包含三項主要功能,一是可以采集扭矩、角度、狀態、曲線等數據并顯示在界面上,通過 SPC 對擰緊數據進行分析,供客戶分析擰緊工藝。上位機軟件與擰緊軸控制器采用 API 接口進行通信;二是顯示設備運行狀態以及設備故障歷史記錄,通過OPC接口與PLC通信,獲取程序內標簽對應的信號狀態并進行記錄,對應的故障記錄存儲于SQL數據庫中,供設備維修人員查看;三是將擰緊數據上傳到MES系統服務器ORACLE數據庫中。軟件采用C#開發,軟件系統架構如圖7所示。
6? 結語
本文針對使用ROCKWELL系列產品的變徑輪胎擰緊機,提出了一種可以適應多種中心距的在線式方案,能夠實現快速切換中心距,適合目前多種車型共線的汽車總裝車間。通過NAT設備將設備連接到QCOS系統中,實現車間對扭矩設備的管理,避免因為漏擰緊導致產品質量隱患,還能實時上傳擰緊數據實現全生命周期的追溯,在實際使用中取得了良好的效果。
參考文獻:
[1]張新震,徐駿升,關欣.一種汽車總裝線擰緊設備數據采集方案[J].內燃機與配件,2019(11):15-17.
[2]Kinetix350單軸Etherne/IP伺服驅動器用戶手冊[M].美國:羅克韋爾自動化公司,2012.
[3]劉彥偉,趙龍錄,耿欣,姚福江.基于Ethernet/IP的全自動立式壓濾機控制系統設計[J].制造業自動化,2014(7):23-26.
[4]陳凱,邊群星.柴油機缸蓋全自動擰緊機設計與應用[J].機床與液壓,2017(22):47-49.
[5]PowerMACS 4000 User Guide[M]. Atlas Copco, 2007.