高精度易變形計量活門的工藝方法研究
2020-09-10 07:22:44劉楊
內燃機與配件 2020年11期
劉楊
摘要:本文主要針對高精度細長骨架結構計量活門的工藝方法進行分析,針對該零件的技術難點進行簡單介紹與剖析,通過試驗加工確定工藝路線,并對零件加工制造過程中的裝夾方法、刀具選擇、加工過程控制、測量方法等幾大難點進行詳細介紹和闡述。
關鍵詞:高精度;細長;活門;骨架結構;工藝路線;裝夾方法;刀具選擇;加工過程控制;測量方法
0? 引言
精密閥不僅廣泛用于航空航天領域,而且廣泛應用于鐵路、醫療工程、現代建筑和其他行業。許多大型軍事和民用項目以及需要精密通風組件的項目才能實現其特定的功能。由于特殊的結構,一些特殊的精密閥(例如本文介紹的眾所周知的框架型高精度計量閥)在大量拆卸后特別容易釋放應力。減輕熱處理后材料的應力。在加工過程中,有時會由于各種因素(如加工過程中的裝夾受力和刀具的擠壓影響)而發生大變形,因此可能無法滿足較高的要求。在本文中,主要應用了新技術,通過處理和消除內部材料應力來控制精密閥門零件的加工的工藝流程,有效地解決了結構零件容易變形的問題,保證了加工尺寸的穩定,零件合格率提升,確保公司能按期交付。
1? 概況
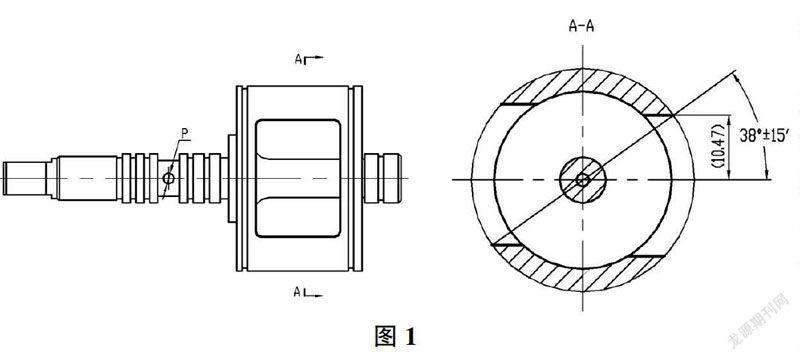
①計量活門的結構圖(見圖1):從圖中可以看出,該零件的結構非常復雜,具有一定的厚度,高精度的特點。
2? 技術難點
②活門零件屬于中空閥,屬于高精度零件,加工和周轉過程易于潤滑。在對正方形的孔進行加工之后,同時加工每個孔的機械加工量會增加,并且在釋放應力后,零件不可避免地會發生明顯變形。由于組成部分是氮化物的一部分,因此該機器可以確保土壤硝酸鹽層的深度。當小零件的變形較大時,會使零件易于報廢;還有在工具選擇、加工方法和工藝流程都較難選擇和控制時,冷加工和熱加工過程中的應力釋放都會導致零件產生較大變形,且這種變形是無規律的。
3? 相應采取的解決措施
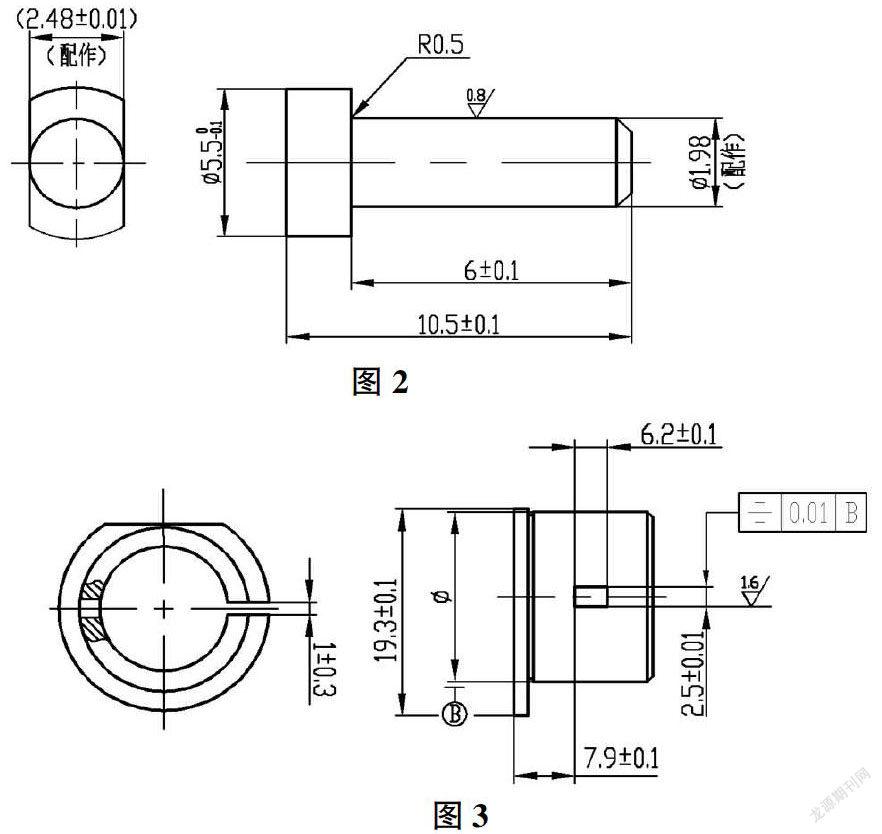
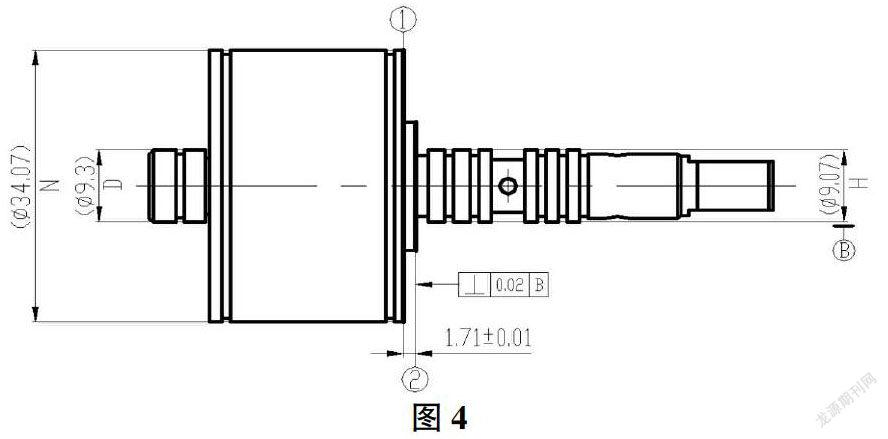
①采用如圖2和圖3自制輔助工裝進行試加工后解剖測量得到合格零件,證明該工裝可行。
②該計量活門零件屬于高精度薄壁零件,易變形,加工、定位較難,尺寸因應力釋放而改變,而且不規律。根據零件的加工過程可知,應該對方孔進行粗加工,以最大程度地減少應力釋放對部件的影響并確保部件的最終裝配合格(可在左側放置0.5到1的加工位置)對零件進行去應力后,氮化處理前應上光并讓電火花進行最終處理,以確保設計尺寸和技術達到要求。
③由于零件為細長桿骨架結構空心零件,在零件的加工和周轉過程中都容易產生變形。在每道工序周轉都使用專用零件盒,垂直擺放,將零件周轉過程產生的變形控制到最小。
4? 取得的效果
采用先在鉆攻中心上進行粗加工后進行去應力,之后再進行磨削精密加工后電火花打方孔保證最終方孔相關尺寸要求和滲氮深度要求的工藝流程,將零件最終可能產生的變形量控制到最低;采用自行創新設計的輔助工裝很好地保證角度尺寸要求,該工裝采用定位銷子扁和襯套方孔配合,且方孔和襯套上的找正扁一次裝夾加工,將工裝可能產生的誤差降到最低。采取新的工藝技術方法后,從工藝流程方面,通過有效地控制加工方法并消除內應力,解決了作為框架結構一部分空心閥的變形問題,并大大提高了零件的指標質量。通過應用新技術和新工藝,為未來零件的加工增加了一定的技術經驗,值得廣泛的推廣。使該類高精度復雜零件能更好的滿足市場對該類高精度產品的質量要求,以及對產品高效率生產節奏的要求,開辟和擴大新市場,同時也積累了一些寶貴經驗,為其它類似產品的加工提供了有益經驗依據。
5? 結束語
采用先在鉆攻中心上進行粗加工后進行去應力,之后再進行磨削精加工后電火花打孔保證最終方孔相關尺寸要求和滲氮深度要求的工藝流程,將零件最終可能產生的變形量控制到最低;采用自行創新設計的輔助工裝很好地保證角度尺寸要求,該工裝采用定位銷子扁和襯套方孔配合,且方孔和襯套上的找正扁一次裝夾加工,將工裝可能產生的誤差降到最低;滿足市場的高精度產品的質量要求,以及對產品高效率生產節奏的要求,開辟和擴大新市場,同時也積累了一些寶貴經驗,為其它類似產品的加工提供了有益經驗依據。
參考文獻:
[1]張文麗,著.活門骨架空心尺寸的加工及檢測[M].南京:機電液壓工程研究中心,2013.
[2]楊江河,程繼學編著.精密加工實用技術[M].北京:機械工業出版社,2006.
[3]谷春春.高精度內孔測量系統的改善研究[J].內燃機與配件,2020(05):107-109.
猜你喜歡
中學生數理化·自主招生(2024年6期)2024-06-24 11:15:29
中學生數理化(高中版.高考理化)(2022年4期)2022-05-25 13:05:50
中華詩詞(2020年1期)2020-09-21 09:24:52
中學生數理化·高一版(2020年2期)2020-04-21 07:42:50
小學生作文(中高年級適用)(2018年5期)2018-06-11 01:22:56
數學小靈通·3-4年級(2017年10期)2017-11-08 08:42:59
中學生數理化·七年級數學人教版(2017年11期)2017-04-23 07:18:00
數學大王·中高年級(2016年12期)2016-12-26 21:37:36
求學·理科版(2016年1期)2016-02-29 15:34:46
中國工程咨詢(2014年12期)2014-02-16 06:18:34