松下焊接機(jī)器人在組合件中的應(yīng)用
2020-09-10 07:22:44繆輝王福林鐘俊林
電焊機(jī) 2020年10期
繆輝 王福林 鐘俊林


摘要:以松下焊接機(jī)器人焊接組合件為例,對(duì)試件結(jié)構(gòu)特點(diǎn)進(jìn)行分析,圍繞松下焊接機(jī)器人在小型組合件中遇到的咬邊、脫節(jié)、未熔合、焊角尺寸偏差大及焊瘤等焊接缺陷,制定了焊接工藝參數(shù)、焊接順序、編程方法及操作技能等措施。通過(guò)措施的制定和實(shí)施,保證了焊后對(duì)外觀質(zhì)量以及內(nèi)部質(zhì)量檢測(cè)綜合評(píng)分結(jié)果都能在85分以上。
關(guān)鍵詞:焊接機(jī)器人;焊接缺陷;編程
中圖分類(lèi)號(hào):TG456 文獻(xiàn)標(biāo)志碼:B 文章編號(hào):1001-2303(2020)10-0092-05
DOI:10.7512/j.issn.1001-2303.2020.10.19
0 前言
21世紀(jì)工業(yè)制造開(kāi)始高速發(fā)展,自動(dòng)化焊接技術(shù)的應(yīng)用對(duì)我國(guó)焊接行業(yè)的發(fā)展有著巨大的推動(dòng)作用。我國(guó)是制造業(yè)大國(guó),現(xiàn)代化高技能人才缺口較大,據(jù)近幾年的調(diào)查,隨著生活水平的提高,年輕一代愿投身到一線工作的較少,即使企業(yè)高薪聘請(qǐng)青年焊工也出現(xiàn)難招現(xiàn)象,工作幾年后,最終能留下的焊工更少[1-3]。在涉及焊接的領(lǐng)域,焊接機(jī)器人設(shè)備降低了企業(yè)成本,焊縫成形與效率明顯提升,勞動(dòng)強(qiáng)度更低,新的崗位——焊接機(jī)器人操作師受到年輕一代的追捧,有效緩解了招工難的問(wèn)題。
企業(yè)為推動(dòng)產(chǎn)品質(zhì)量的進(jìn)步,更需要高水準(zhǔn)的焊接機(jī)器人操作師,其中,競(jìng)賽平臺(tái)可實(shí)現(xiàn)這類(lèi)技術(shù)工的快速成長(zhǎng),所以現(xiàn)代化的企業(yè)會(huì)同焊接協(xié)會(huì)以及其他組織機(jī)構(gòu)定期舉行比賽,而比賽試題通常選取小型組合件容器進(jìn)行焊接,目的在于考核焊接操作師的焊接經(jīng)驗(yàn)與操作機(jī)器人的示教能力[4]。文中以中車(chē)集團(tuán)公司第二屆職業(yè)技能大賽焊接機(jī)器人項(xiàng)目試題為例,提出焊接機(jī)器人在小型組合件中遇到的問(wèn)題的解決方法,為今后解決此類(lèi)問(wèn)題提供參考。
1 組合件結(jié)構(gòu)及焊接性分析
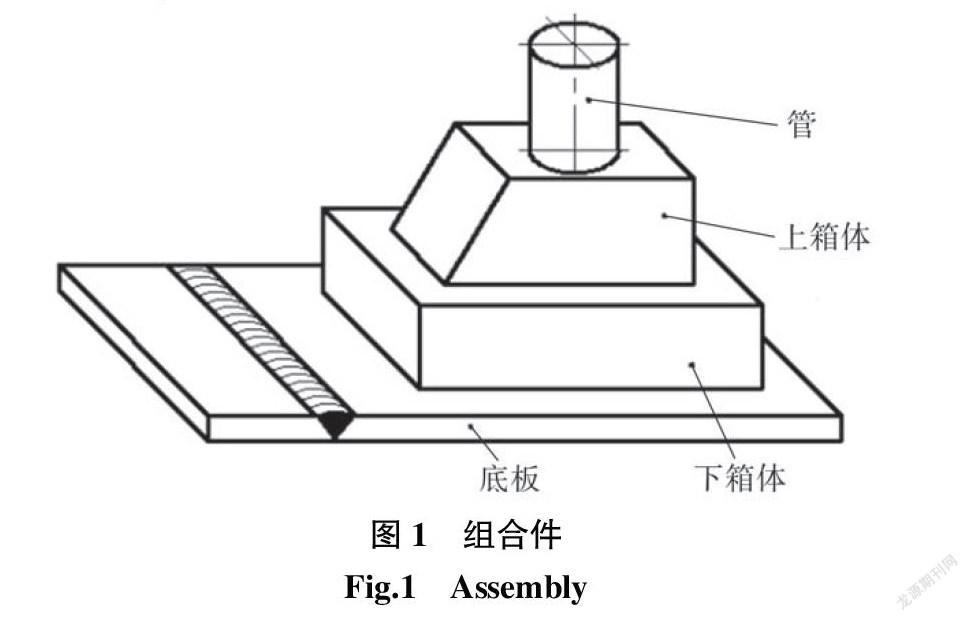
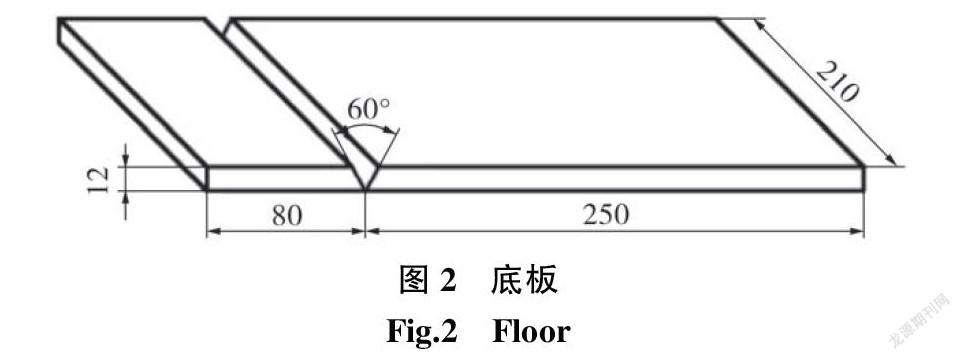
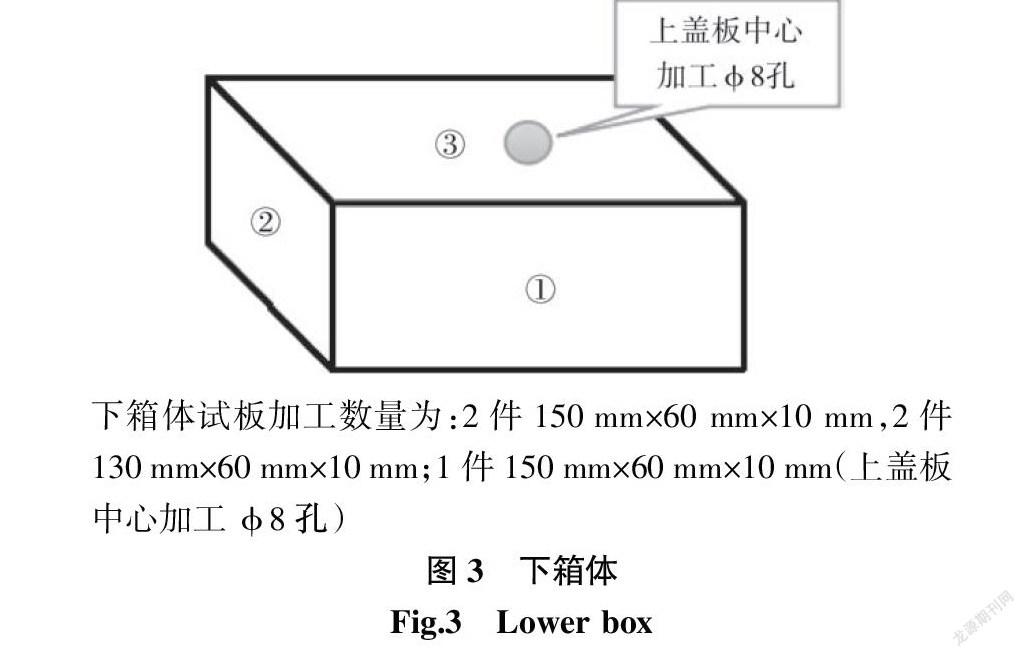
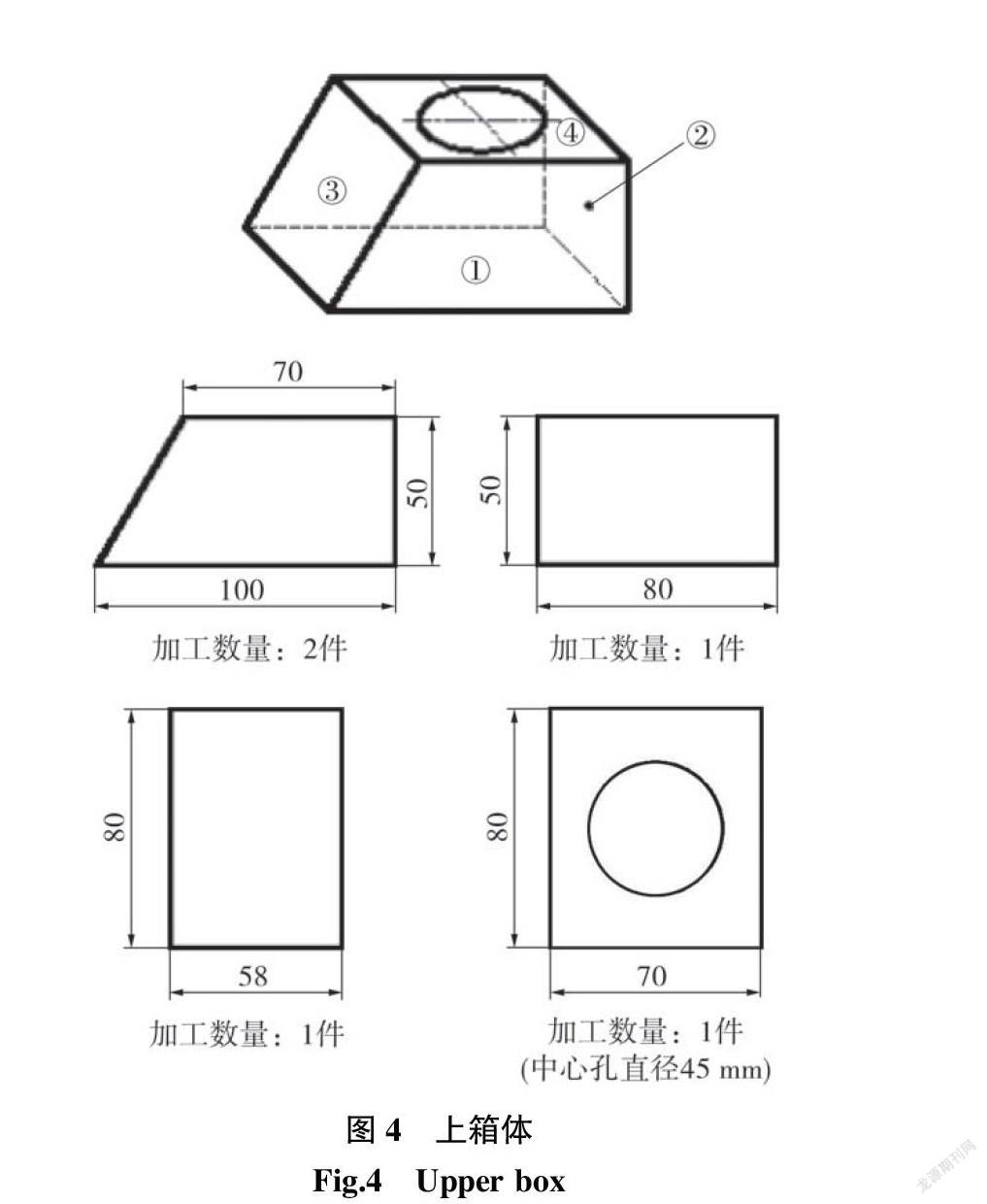
(1)組合件結(jié)構(gòu)分析。組合件如圖1所示,主要由4部分組成,從下向上依次為底板對(duì)接(見(jiàn)圖2)、下箱體(見(jiàn)圖3)、上箱體(見(jiàn)圖4)、管(見(jiàn)圖5)組成。其結(jié)構(gòu)特點(diǎn)有:
①組合件尺寸偏小,焊縫緊密,焊縫之間相互交叉,焊接變形較大,影響焊接程序的焊接再現(xiàn)性。
②為考查焊接機(jī)器人操作師的能力,工件定位夾緊后不準(zhǔn)移動(dòng)位置,結(jié)構(gòu)中形成平對(duì)接焊縫、平角焊縫、立角焊縫、角接焊縫和管板插入式焊縫等較多的焊縫接頭形式,且不同焊接位置交叉接頭易產(chǎn)生焊接缺陷。
③由于比賽時(shí)間的限定,組合件示教編程后必須連續(xù)焊接。連續(xù)焊接勢(shì)必造成箱體溫度越來(lái)越高,易產(chǎn)生焊縫咬邊;環(huán)焊縫要求整圈焊完,不準(zhǔn)許在拐角處接頭,轉(zhuǎn)角焊縫焊接易出現(xiàn)未熔合、脫節(jié)、焊角偏大或偏小情況[5];立焊縫易出現(xiàn)焊瘤或不飽滿;管板插入式焊縫存在平均1.5 mm間隙,容易焊穿管或板;對(duì)接焊縫根部產(chǎn)生焊不透或焊瘤等焊接缺陷。
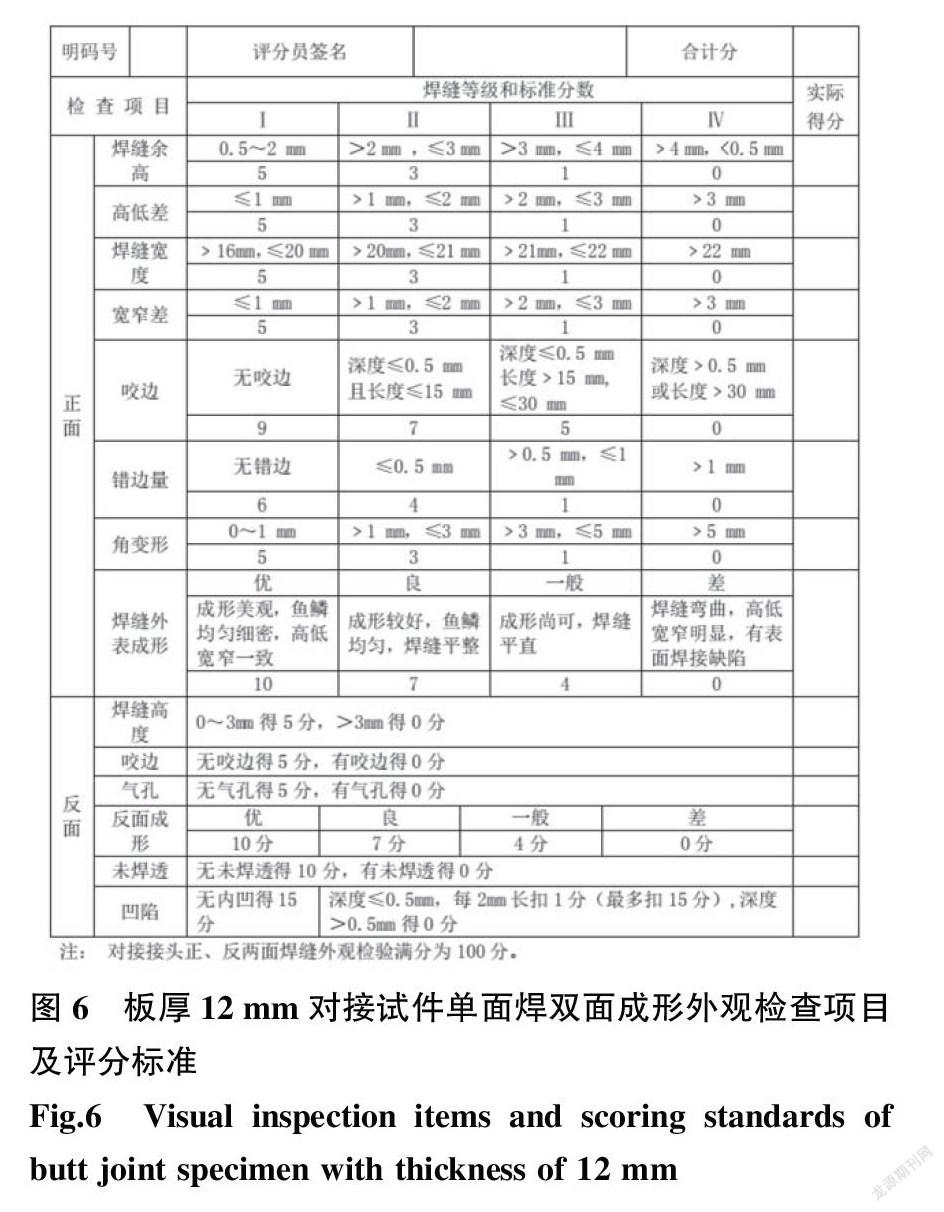
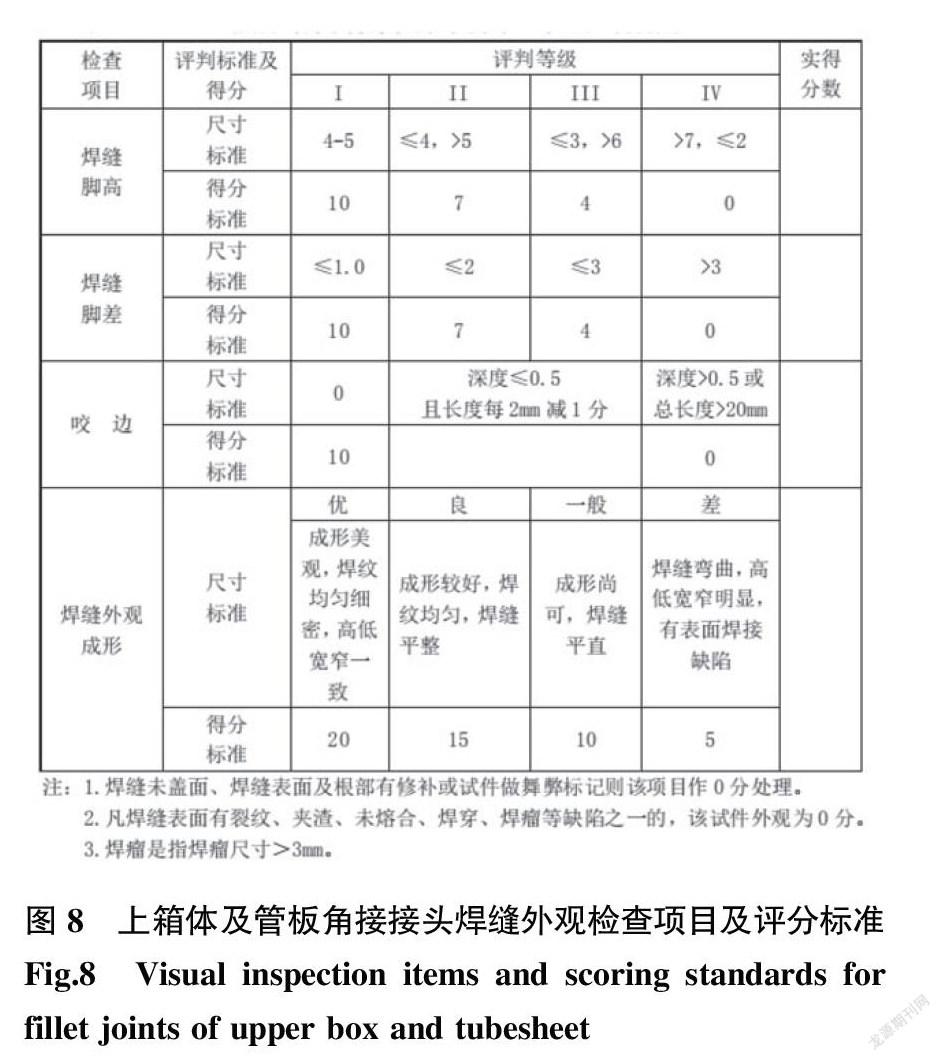
④箱體角接焊縫與平角焊縫按評(píng)分標(biāo)準(zhǔn)要求,合并評(píng)分焊縫角高、焊縫角差、咬邊及焊縫成形等。增大焊接程序編寫(xiě)難度,特別是在厚板角接焊縫的位置,因焊接順序較后,箱體溫度較高,整圈焊后焊角在8~9 mm的范圍困難,受焊接機(jī)器人TCP與焊接工藝參數(shù)因素較大,容易產(chǎn)生咬邊、燒邊、焊角偏差大等焊接缺陷,組合件焊后考評(píng)標(biāo)準(zhǔn)為焊縫外觀考評(píng)和水壓檢測(cè)兩部分組成,焊縫評(píng)分標(biāo)準(zhǔn)如圖6~圖8所示。
(2)焊接性分析。組合件采用Q235普通碳素結(jié)構(gòu)鋼材料,根據(jù)碳當(dāng)量計(jì)算公式Ceq≤0.22%,淬硬傾向非常小,室溫焊接時(shí)不易產(chǎn)生冷裂紋,焊接性較好[6]。
2 焊接工藝
(1)焊接設(shè)備:松下6軸關(guān)節(jié)工業(yè)機(jī)器人TM1400,全數(shù)字焊接電源YD-350GS4焊機(jī)。
(2)焊接材料根據(jù)等強(qiáng)度原則,焊絲選用ER50-6 φ1.2,保護(hù)氣體為φ(Ar)80%+φ(CO2)20%混合氣體。
(3)焊接機(jī)器人TCP要求。為保證組合件小圓弧與示教點(diǎn)軌跡精確焊接,TCP的準(zhǔn)確性起到關(guān)鍵作用。驗(yàn)證焊接機(jī)器人TCP的方法,通常采用焊絲干伸長(zhǎng)伸出15 mm的位置,要求六軸旋轉(zhuǎn)一周范圍內(nèi),偏離點(diǎn)距離原始點(diǎn)的位置誤差控制在1.5 mm以?xún)?nèi)。
(4)焊接順序。從整體結(jié)構(gòu)性考慮,焊接順序?yàn)椋旱装鍖?duì)接焊縫→管板焊縫→上箱體→下箱體。箱體結(jié)構(gòu)焊接時(shí)先焊立角焊縫再焊環(huán)焊縫。這樣可降低箱體焊接變形,避免后續(xù)編程點(diǎn)位置的偏移以及更好地熔合立角焊縫的起收弧焊接接頭。
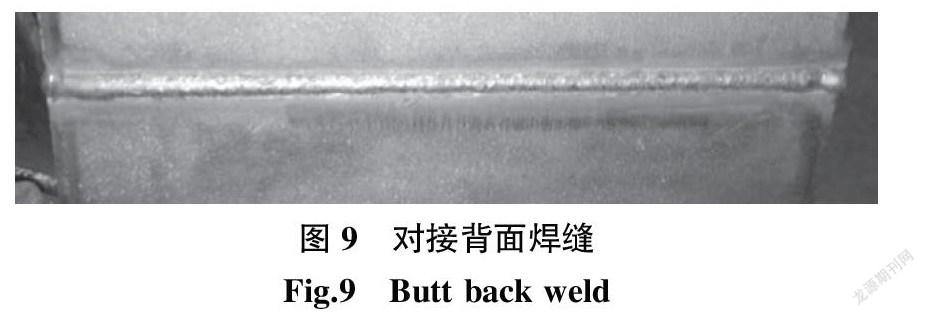
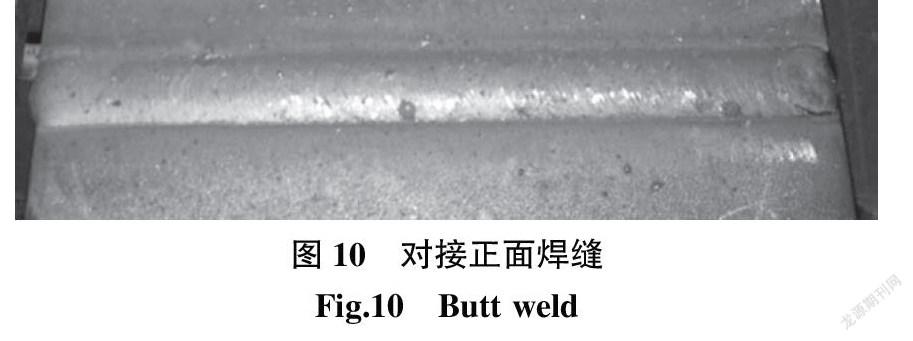
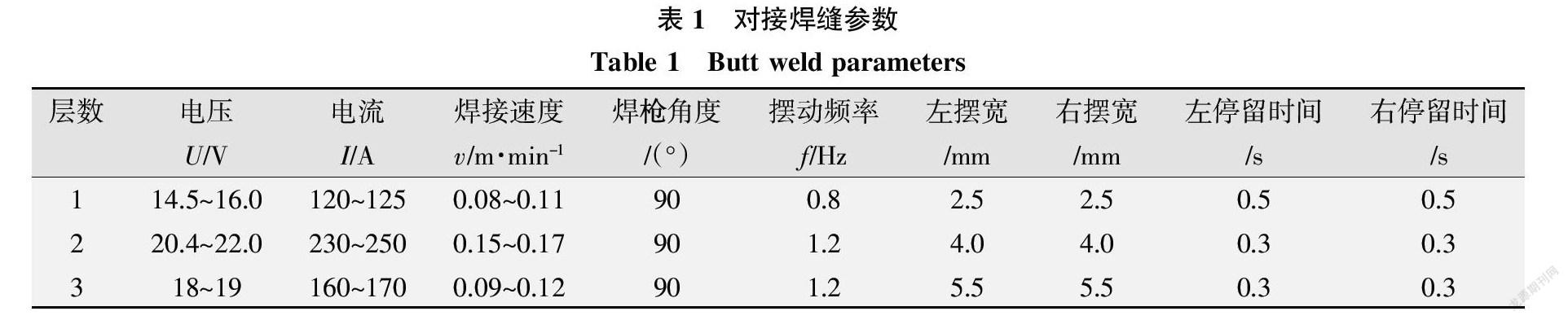
(5)對(duì)接焊縫的控制。為保證對(duì)接焊縫實(shí)現(xiàn)單面焊雙面成形,組裝時(shí)預(yù)留2~3 mm的間隙,使焊接電弧能到達(dá)根部。打底使用小電流焊接,層數(shù)為三層三道,焊接參數(shù)如表1所示;焊后打底背面成形如圖9所示;正面焊縫成形如圖10所示。
(6)箱體工件的組裝。各尺寸要求精準(zhǔn),板與板之間棱角裝配誤差控制在±0.3 mm之間,工件定位焊采用氬弧焊點(diǎn)固,長(zhǎng)度10~15 mm,定位焊位置盡量點(diǎn)固箱體內(nèi)側(cè),以避免箱體外觀焊縫尺寸超差問(wèn)題。
(7)箱體焊接工藝。
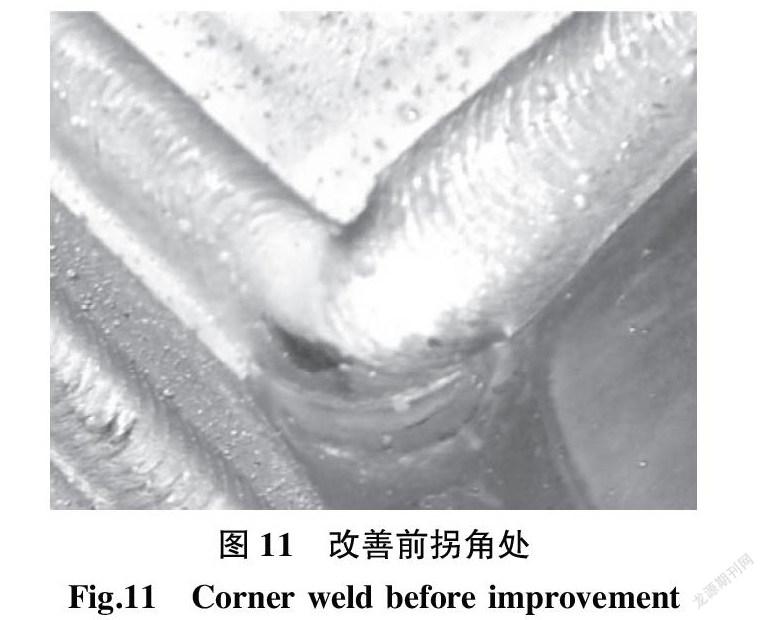
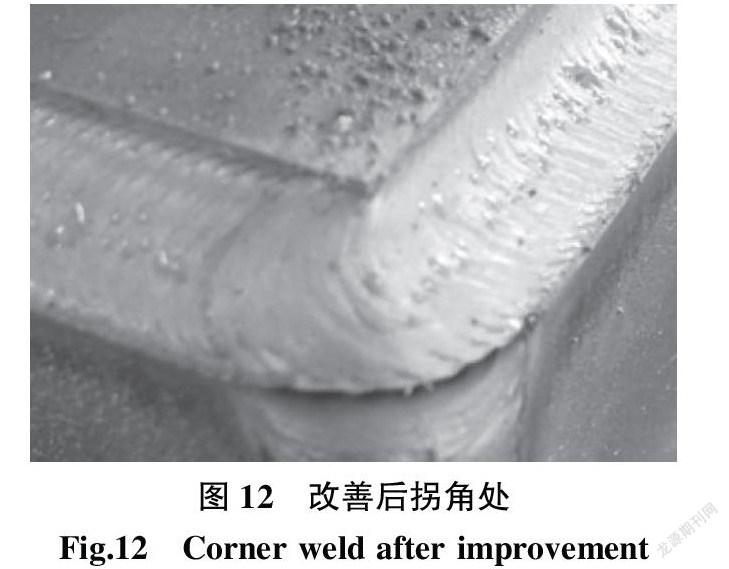
①上箱體所有焊縫采用單道直線運(yùn)條焊接,下箱體平角焊位置采用單道簡(jiǎn)單擺動(dòng)焊接,立角焊采用兩層兩道焊接,蓋面進(jìn)行擺動(dòng)運(yùn)條。為保障箱體拐角不出現(xiàn)咬邊缺陷和余高過(guò)大,通常每個(gè)拐角處附近添加3個(gè)焊接點(diǎn)的方式過(guò)渡拐角時(shí)焊槍姿態(tài)變化,以確保焊槍能緩慢順暢過(guò)渡,避免TCP偏差增大,點(diǎn)位偏移。在拐角處焊接參數(shù)試驗(yàn)中,前期已制定出兩套方案,一是拐角處焊接參數(shù)與直焊縫焊接參數(shù)一致,焊縫拐角出現(xiàn)燒邊現(xiàn)象(見(jiàn)圖11);二是拐角處焊接電流比直焊縫焊接電流低10%~20%。焊接參數(shù)的降低是為了避免在拐角處出現(xiàn)焊腳余高大和咬邊的現(xiàn)象(見(jiàn)圖12)。
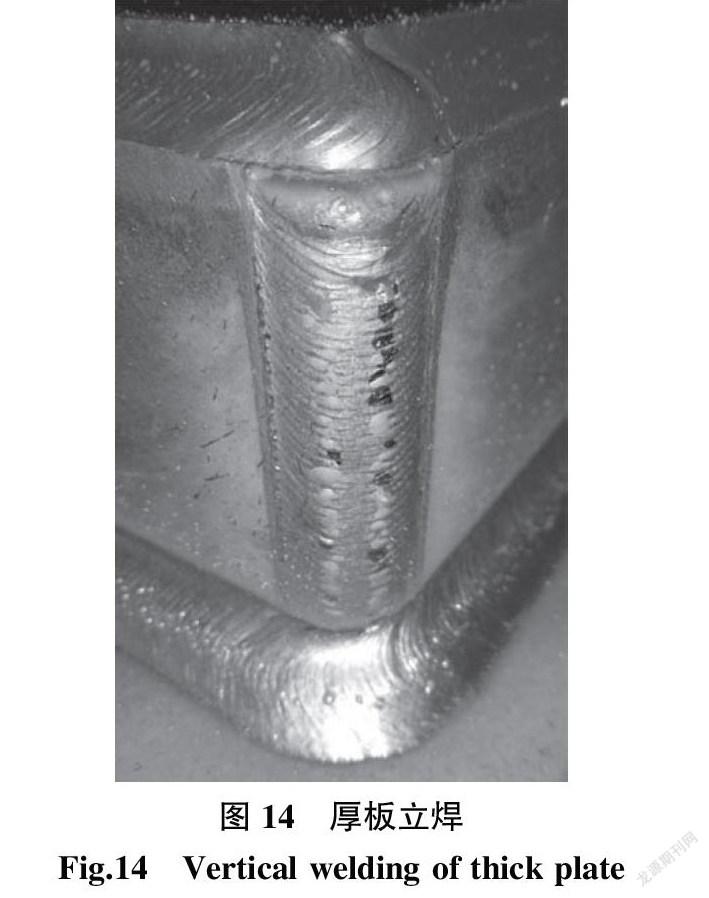
②箱體立角焊縫的焊接。薄板焊接方向采用立向下方式,小電流、快速焊,焊縫成形如圖13所示;厚板立焊分成兩層,打底為立向下焊接,小電流、快速焊,蓋面為立向上焊接,小電流、慢速焊,焊縫成形如圖14所示。這種焊接方向可避免薄板立角焊縫余高過(guò)高,厚板立焊縫內(nèi)凹填不滿的問(wèn)題。
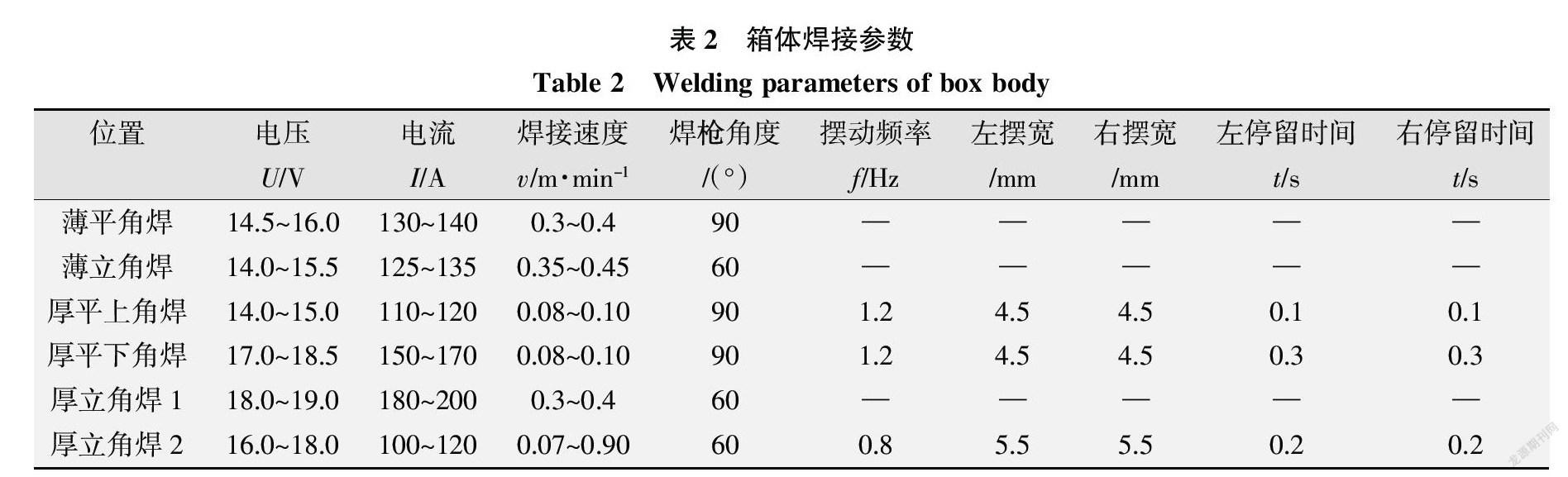
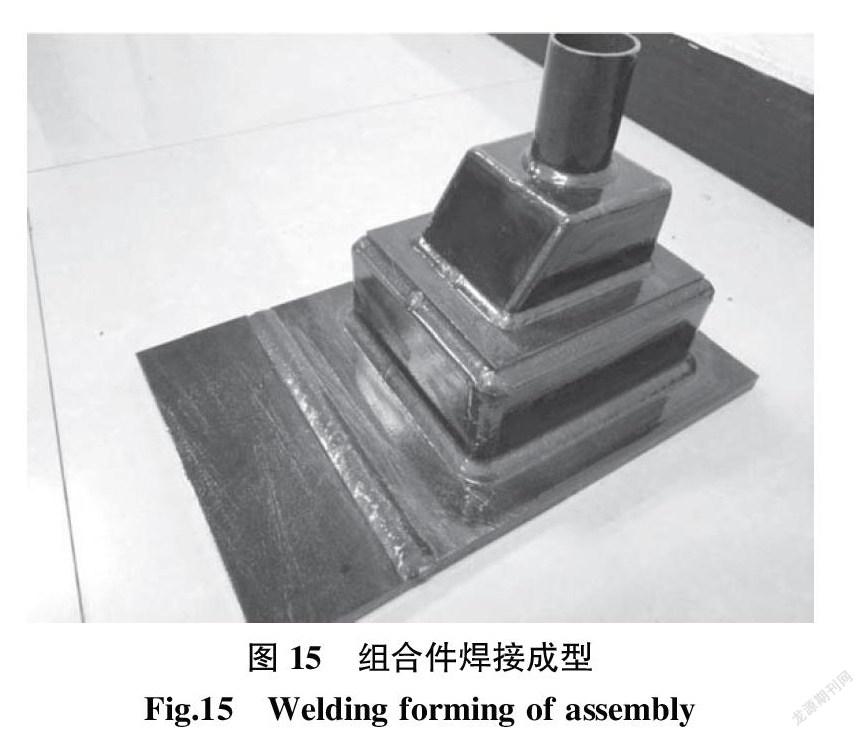
(8)為控制箱體焊縫整體質(zhì)量及溫度,工藝參數(shù)盡量選用小電流、低電壓的方式焊接,可避免焊縫咬邊、焊瘤或不飽滿等問(wèn)題。箱體焊接試驗(yàn)參數(shù)如表2所示;組合件焊后效果如圖15所示。
3 焊后檢測(cè)
依據(jù)試題外觀評(píng)分表進(jìn)行檢測(cè),上箱體焊腳尺寸為4~5 mm,下箱體焊腳尺寸為8~9 mm,箱體水壓試驗(yàn)壓力值達(dá)到0.25 MPa以上,并保持壓力20 min以上,組合件未出現(xiàn)水壓泄露現(xiàn)象,綜合評(píng)分成績(jī)高于85分,屬于Ⅰ類(lèi)成績(jī)。
4 結(jié)論
采用松下焊接機(jī)器人TM1400+350GS4電源,通過(guò)控制焊接機(jī)器人TCP的誤差,采用合理的焊接順序、焊接工藝參數(shù)及正確的編程操作,解決了組合件小圓弧焊縫成形、焊縫焊穿、咬邊、拐角焊縫脫節(jié)、焊角偏差大等焊接缺陷,使試件綜合評(píng)分成績(jī)?cè)?5分以上,達(dá)到Ⅰ類(lèi)成績(jī)。
參考文獻(xiàn):
[1] 萬(wàn)延臣,王蕾. 自動(dòng)焊接在機(jī)械焊接中的應(yīng)用[J]. 中國(guó)科?技博覽,2019(4):243.
[2] 譚一烱,周方明,王江超,等. 焊接機(jī)器人技術(shù)現(xiàn)狀及發(fā)?展趨勢(shì)[J]. 電焊機(jī),2006,36(3):6-10.
[3] 中華人民共和國(guó)人力資源和社會(huì)保障部. 中國(guó)勞動(dòng)統(tǒng)計(jì)?年鑒[M]. 北京:中國(guó)勞動(dòng)社會(huì)保障出版社,2007-2017.
[4] 王玉松. 中國(guó)中車(chē)焊接機(jī)器人競(jìng)賽精彩紛呈[J]. 金屬加?工,2018(2):2.
[5] 楊啟杰,李波,肖勇,等. 中厚板T形接頭拐角焊縫機(jī)器?人焊接工藝的研究[J]. 金屬加工,2017(12):10-13.
[6] 邱友勝,繆輝,石兵,等. AB100空鐵構(gòu)架主梁的IGM焊?接機(jī)械手焊接工藝[J]. 金屬加工,2017(16):7-10.
