吊籃筒體用ER308L埋弧焊絲焊劑研制
2020-09-10 07:22:44王國佛陳波王健賈玉力張勝鵬畢沿蘋
電焊機 2020年10期
關鍵詞:力學性能
王國佛 陳波 王健 賈玉力 張勝鵬 畢沿蘋


摘要:為實現核電設備制造安裝過程中焊接材料的國產化,研制核電吊籃筒體用埋弧焊焊絲和焊劑。通過控制308L埋弧焊絲關鍵元素C、N,研制出符合核電要求的HS308LH焊絲及配套的SJ601H焊劑,測試其化學成分、力學性能、晶間腐蝕及金相組織等項目。焊絲/焊劑具有焊縫成形良好、脫渣容易、焊接工藝性優良的特點,其熔敷金屬的力學性能、鐵素體含量、晶間腐蝕性能均滿足三代核電技術要求,且有一定的裕量,特別是熔敷金屬350 ℃高溫拉伸性能明顯提高,裕量較大。所研制的焊材通過了國內主要核一級設備生產廠商的評定。
關鍵詞:埋弧焊焊絲;焊劑;力學性能;核電;國產化
中圖分類號:TG422.3 文獻標志碼:A 文章編號:1001-2303(2020)10-0103-05
DOI:10.7512/j.issn.1001-2303.2020.10.21
0 前言
核電用ER308L焊絲主要用于反應堆堆內構件、主管道、某些泵和閥壓力容器與一回路冷卻劑接觸的低合金鋼表面堆焊,如反應堆壓力容器、蒸發器下封頭、穩壓器和某些主泵殼體等[1]。目前在建的各大型核電機組中,核島安裝焊接材料市場幾乎被國外大焊材廠家壟斷,較為有名的有瑞典Sandvik公司、瑞典ESAB公司、德國伯樂蒂森焊接技術集團等公司。目前,國家核電在引進吸收AP1000技術基礎上發展我國的三代核電技術[2-5],包括開展三代核電設備用焊接材料的研發工作,力爭在三代核電設備的制造和安裝過程中實現焊接材料的國產化,其中包括ER308L奧氏體不銹鋼焊材的研發工作,文中主要介紹了研制焊接材料性能及部分研究結果。
1 埋弧焊焊材的研制
1.1 焊絲的研制
核電用308L焊絲研制的關鍵是提高其熔敷金屬室溫和350 ℃抗拉強度。在奧氏體不銹鋼中,間隙原子C、N的強化效果遠大于其他元素。由于碳含量會降低奧氏體不銹鋼抗晶間腐蝕性能,而加入適量的氮含量能在提高鋼的強度和抗氧化性的同時不降低不銹鋼的抗晶間腐蝕性能,因此確定308L 埋弧焊絲的強化元素為n元素。
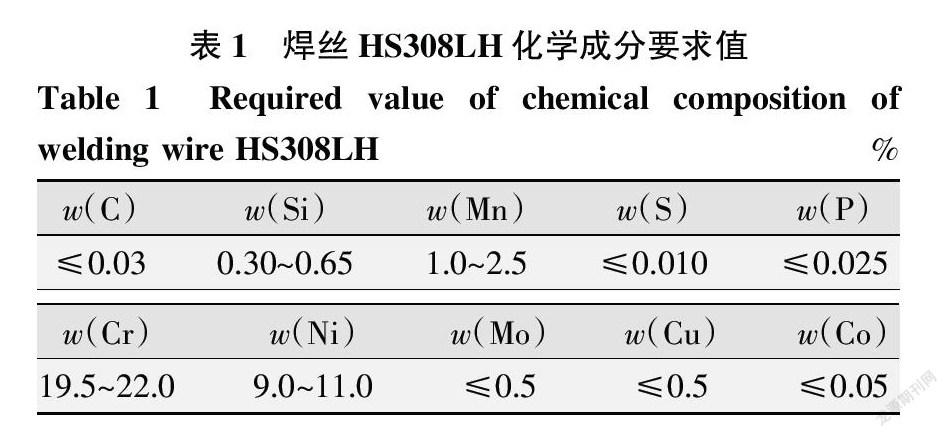
碳含量會影響不銹鋼耐晶間腐蝕性能,控制w(C)≤0.020%;S和P等有害元素會增加熔敷金屬的熱裂傾向,控制w(S)≤0.010%,w(P)≤ 0.020%。因為提高了氮含量,熔敷金屬鐵素體含量需通過控制Cr和Ni含量來控制[6-9]。根據以上分析確定研制的埋弧焊絲化學成分如表1所示,命名為HS308LH。
1.2 焊劑的研制
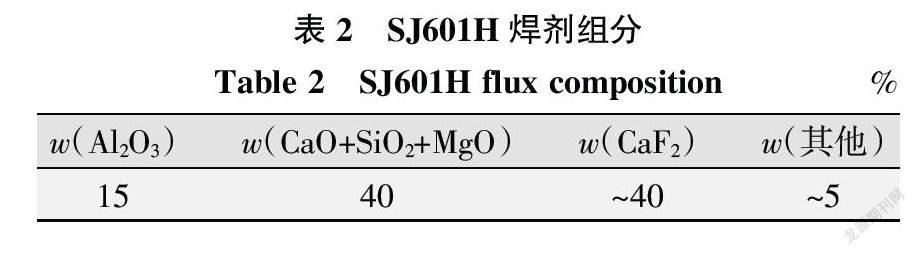
奧氏體不銹鋼埋弧焊劑不僅要有良好的焊接工藝性能,還要具有良好的冶金性能。焊劑的焊接工藝性能包括脫渣性、潤濕性和電弧穩定性等,需要通過各種粉料的組合來保證其具有合適的熔點、粘度、透氣性和電弧穩定性等。焊劑的冶金性能主要是由焊劑渣系來保證,一般情況下高堿度焊劑的合金元素燒損較小,并且可以凈化焊縫金屬,且更易控制焊縫的鐵素體含量[10-13]。因此,確定研制焊劑渣系為CaF2-Al2O3-MgO堿性渣系,加入少量金屬Cr來微調熔敷金屬的鐵素體含量。焊劑組分如表2所示,命名為SJ601H。
1.3 試驗材料及方法
試驗焊絲為HS308LH,規格φ4.0 mm;焊劑為SJ601H。焊接電源采用林肯DC-1000及林肯NA-3N控制系統。
按AWS B4.0M標準進行室溫全焊縫金屬拉伸試驗,按ASTM E21標準進行350 ℃全焊縫金屬拉伸試驗,試樣直徑φ12.5 mm。室溫沖擊試樣尺寸為ASTM A370圖11A型,按AWS B4.0M標準要求在室溫進行夏比V型缺口沖擊試驗。按照ASME第Ⅲ卷NB-2433要求使用磁性法測定焊態焊縫金屬的δ鐵素體含量。晶間腐蝕試驗按ASTM A262“E”法執行。按照AWS B4.0試驗方法進行側彎試驗。試驗分別在焊態和尺寸穩定化熱處理態下進行,尺寸穩定化處理溫度為408 ℃×24 h。
試板焊接參數如表3所示。
1.4 技術要求
核電焊材采購技術要求對熔敷金屬的C、S、P含量有嚴格控制,未稀釋熔敷金屬的鐵素體含量要求為5~15 FN。焊態和408 ℃×24 h熱處理態下的熔敷金屬的力學性能要求如表4所示;側彎試驗要求拉伸面上不允許出現任何明顯的開裂,單個裂紋、氣孔和夾渣的長度均不得大于1.5 mm。
2 熔敷金屬試驗及結果
2.1 焊接工藝性
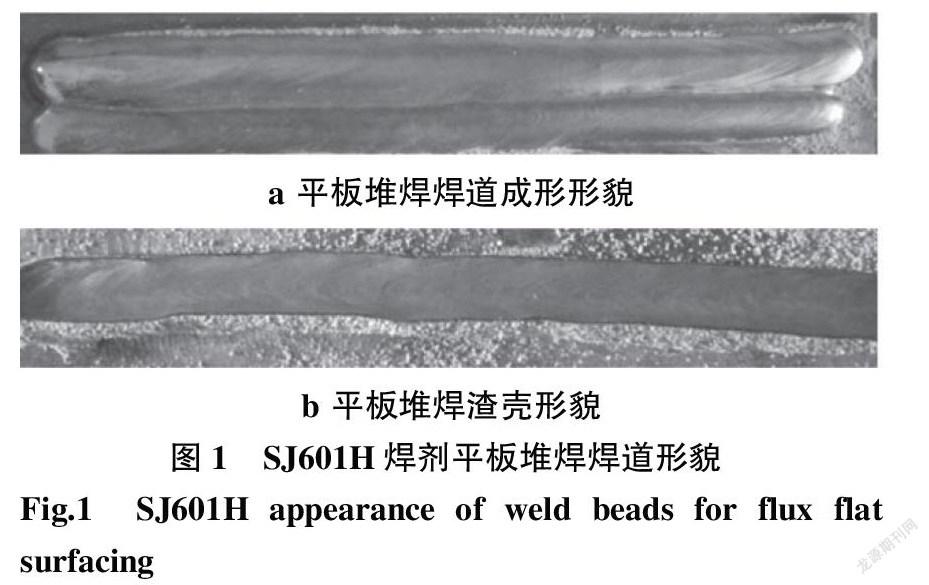
研制的SJ601H焊劑具有合適的熔點、粘度、表面張力,配合HS308LH不銹鋼焊絲焊接時,脫渣性能優良、電弧穩定、氣孔敏感性小,無結晶裂紋、焊縫成形美觀,整體焊接工藝性佳。HS308LH焊絲匹配SJ601H焊劑堆焊焊道照片如圖1所示。
由圖1可知,焊接過程電弧穩定,焊道平整整齊,過渡光滑,渣殼自動翹起,脫渣性好,焊道無氧化色。焊接工藝性良好。
2.2 熔敷金屬成分和鐵素體含量
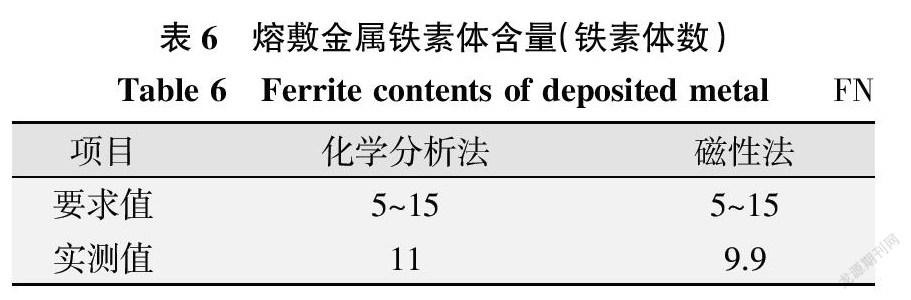
焊絲及熔敷金屬化學成分如表5所示。按照ASME第Ⅲ卷NB-2433要求使用化學分析法和磁性法測定了焊態焊縫金屬的δ鐵素體含量,結果如表6所示,其焊態鐵素體含量為8~10 FN,滿足技術條件要求(5~15 FN)。
鐵素體在奧氏體不銹鋼焊縫中有著極為重要的作用。奧氏體不銹鋼焊縫中常常需要形成一定數量δ鐵素體(3%~15%),以防止焊縫產生凝固裂紋。δ鐵素體是奧氏體不銹鋼在一次結晶過程中生成并保留至常溫的鐵素體,鐵素體含碳量很低,具有良好的塑性和韌性,低的強度和硬度。鐵素體的有利作用是對S、P、Si和Nb等元素溶解度較大,能防止這些元素的偏析和形成低熔點共晶,從而阻止凝固裂紋產生。但在高溫下,δ鐵素體會析出σ相,引起焊縫金屬的脆化。因此,必須控制焊縫中的鐵素體含量。
2.3 熔敷金屬力學性能
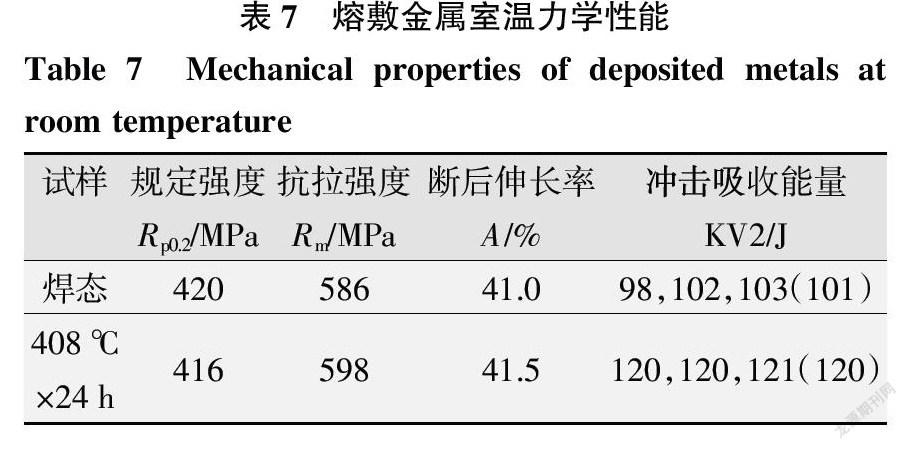
熔敷金屬焊態及408 ℃×24 h尺寸穩定化處理態的室溫拉伸和沖擊性能如表7所示。可以看出,熔敷金屬焊態抗拉強度586 MPa,規定強度為420 MPa,尺寸穩定化處理態室溫抗拉強度為598 MPa,規定強度為416 MPa,均滿足技術條件要求;延伸率均在40%以上,裕量較大;熔敷金屬沖擊功均值在100 J,滿足技術條件要求,裕量大。綜上可知,熔敷金屬焊態和尺寸穩定化熱處理態力學性能均滿足相關標準和技術條件要求。
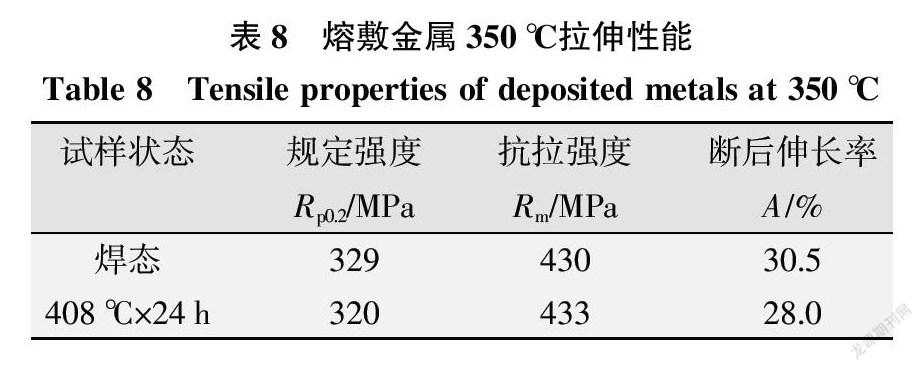
熔敷金屬焊態及408 ℃×24 h尺寸穩定化處理態的350 ℃高溫拉伸性能如表8所示,抗拉強度均達430 MPa以上,滿足相關技術要求。
此材料在材料成分設計時通過加入N元素的方法穩定了焊絲熔敷金屬強度。在奧氏體中,N是最為有效的固溶強化元素之一,N和C同屬于間隙固溶強化元素,但是N不但能引起更大的FCC晶格畸變,還能在奧氏體不銹鋼中引起更強的位錯釘扎力,以及降低奧氏體中的層錯堆垛能。因此,N能有效提高奧氏體不銹鋼的屈服強度和抗拉強度。
根據Labusch的理論,奧氏體不銹鋼的強度與 N原子分數呈線性關系;一般認為,在固溶退火Cr-Ni奧氏體不銹鋼中每增加1%(原子分數)的N,其屈服強度和抗拉強度將提高200%~300%;國內相關研究表明,每增加0.01%的N,奧氏體不銹鋼的室溫強度將提高6~10 MPa。
2.4 熔敷金屬晶間腐蝕性能
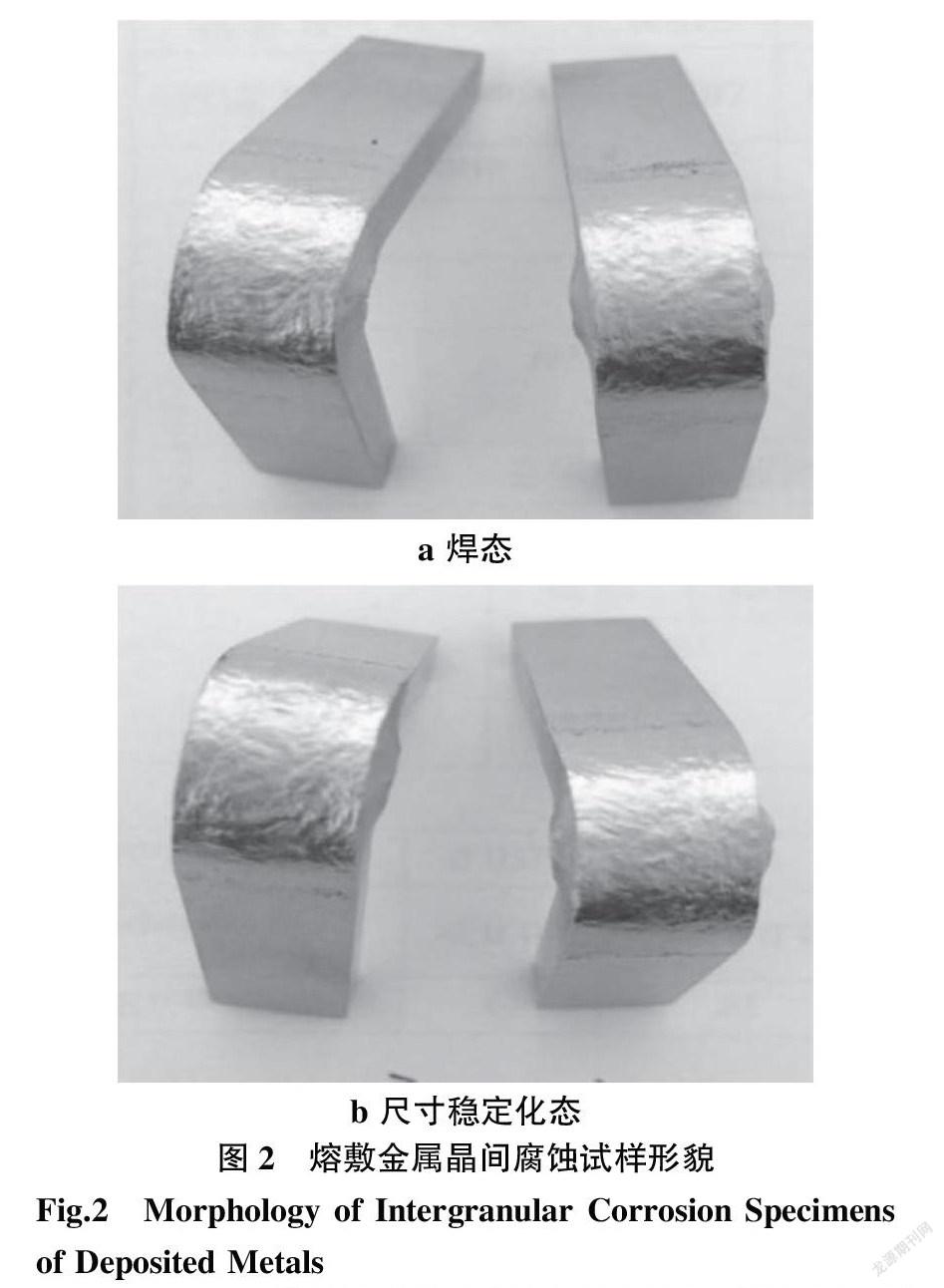
熔敷金屬焊態和尺寸穩定化態試樣經敏化后均進行了晶間腐蝕試驗,按ASTM A262-2002中E法執行,敏化制度為(675±5) ℃×1 h,試樣尺寸75 mm×10 mm×5 mm。試樣經研磨、清洗后分別裝入盛有按ASTM A262-2002中E法配制的硫酸-硫酸銅-銅屑腐蝕溶液的燒杯中,連續煮沸15 h。取出試樣后,用回轉直徑等于5 mm的壓頭將被檢驗面彎曲成180°,在顯微鏡下放大10倍觀察彎曲面,未發現裂紋。這表明焊態及尺寸穩定化態熔敷金屬敏化后均無晶間腐蝕傾向。腐蝕試樣形貌如圖2所示。
2.5 熔敷金屬彎曲性能
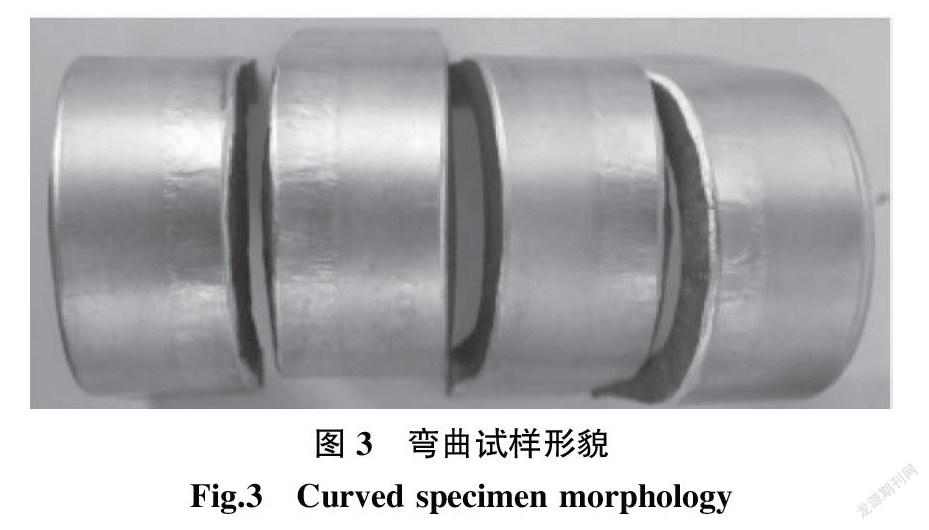
按照AWSB 4.0試驗方法進行了尺寸穩定化態熔敷金屬側彎試驗,試樣垂直于焊接方向。彎曲后試樣沿任何方向均未發現裂紋,彎曲性能合格。試樣彎曲后形貌如圖3所示。
2.6 熔敷金屬微觀組織
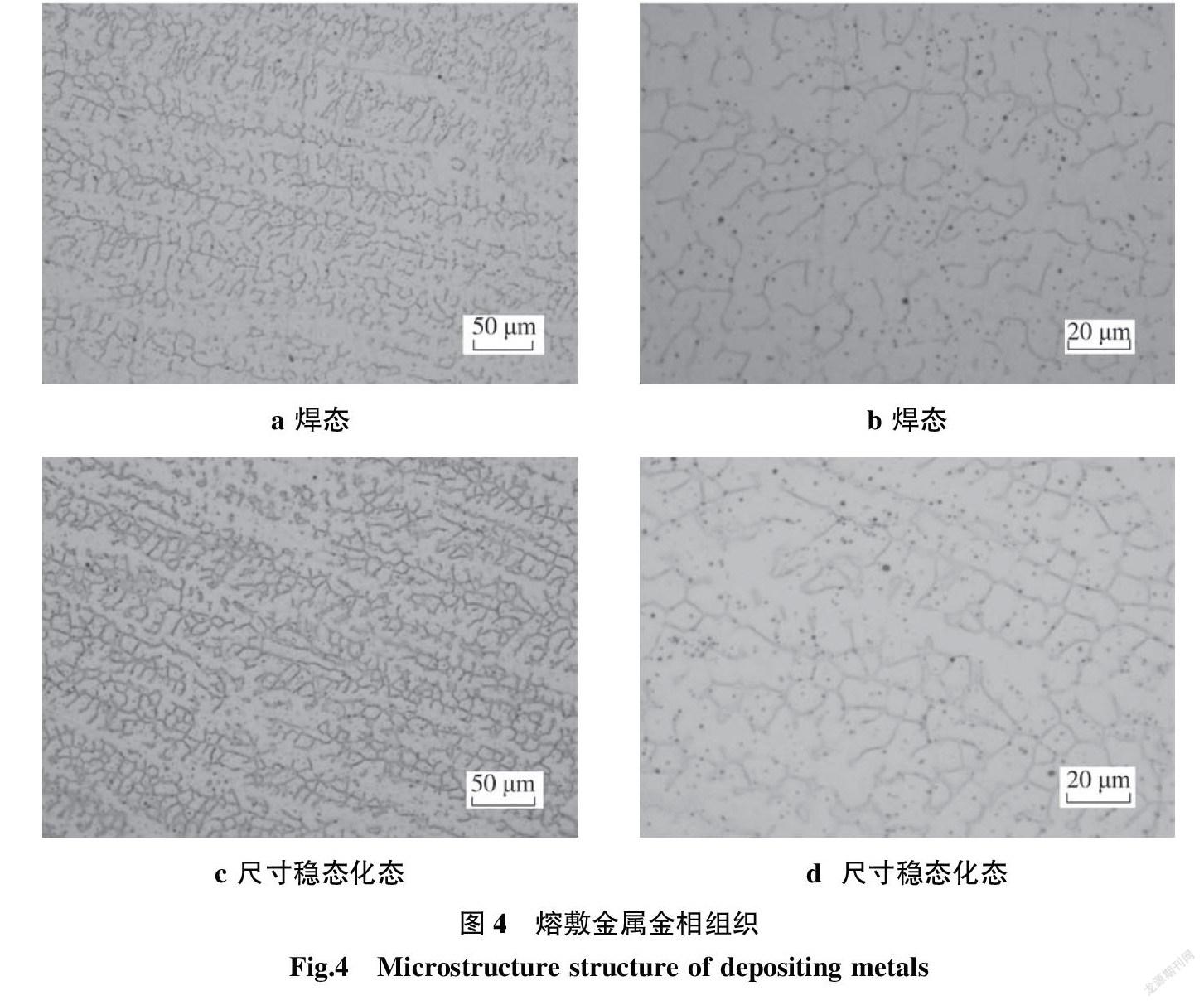
熔敷金屬金相組織如圖4所示。圖4a、4b為焊態熔敷金屬金相組織,由奧氏體+δ-鐵素體組成;圖4c、4d為尺寸穩定化處理后熔敷金屬金相組織,也由奧氏體+δ-鐵素體組成。尺寸穩定化處理后熔敷金屬組織未見明顯變化。
3 評定及應用
研制開發的HS308LH+SJ601H不銹鋼絲極埋弧焊焊材、焊劑具有良好的工藝性和冶金性能,熔敷金屬Cr、Ni等燒損小,S、P等雜質元素無明顯增加。焊材的力學性能和耐晶間腐蝕性能優良,滿足三代核電技術要求,目前已應用于石油石化等壓力容器制造行業中,經過了上海電氣核電設備有限公司、東方重型機械有限公司等核電生產設備廠家的評定。
4 結論
(1)研制的核電吊籃筒體用埋弧焊絲HS308LH及配套SJ601H焊劑,其脫渣性良好,焊道顏色呈銀白色。焊道潤濕良好,成形美觀,焊接過程電弧穩定,焊接工藝性優良。
(2)HS308LH焊絲及熔敷金屬S、P雜質含量低、鐵素體含量達到了目標值,力學性能和晶間腐蝕性能均滿足技術要求。熔敷金屬350 ℃抗拉強度達430 MPa以上,裕量較大。熔敷金屬經過408 ℃×24 h尺寸穩定化處理后,其成分、鐵素體、力學性能和晶間腐蝕性能均滿足技術要求。
(3)HS308LH+SJ601H焊接材料已通過國內主要核電用戶的第三方評定,為三代核電的國產化建設提供了儲備。
參考文獻:
[1] 上海發電設備成套設計研究院. 壓水堆核電站核島主設?備材料和焊接(第一版)[M]. 上海:上海科學技術文獻出?版社,2008.
[2] Lippold J C,Kotecki D J. 不銹鋼焊接冶金學及焊接性[M].?陳劍虹 譯. 北京:機械工業出版社,2008.
[3] 王超峰. 核島安裝焊材國產化可行性探討[J]. 電焊機,2009,?39(8):6-9.
[4] 王勇,姜亮亮. 核電用不銹鋼焊材標準適用性分析及采?購要點[J]. 電焊機,2015,45(9):1-5.
[5] 楊巨文,李雙燕,張茂龍,等. 三代核島主設備焊接技?術與焊接材料[J]. 壓力容器,2017,34(4):68-75.
[6] 楊鋼,劉正東,程世長. 氮含量對0Cr19Ni9N不銹鋼鍛件?力學性能的影響[J]. 鋼鐵研究學報,2003,15(2):34-37.
[7] 臧華勛,羅林,徐剛,等. 氮對TP347H耐熱奧氏體不銹鋼?室溫拉伸和高溫持久性能的影響[J]. 鋼鐵,2009,44(8):?81-84.
[8] 鄧寶柱,彭云,廖丕博. 氮對316L不銹鋼焊縫力學性能?的影響[J]. 機械工程學報,2011,47(18):66-71.
[9] 袁志鐘,戴起勛,程曉農,等. 氮在奧氏體不銹鋼中的作?用[J]. 江蘇大學學報(自然科學版),2002,23(3):72-75.
[10] 王先禮,李亞江. 堿度與焊縫金屬氧含量及沖擊韌性的?關系——CaO-CaF2-Al2O3系堿性燒結焊接冶金性能的?研究[J]. 山東大學學報(工學版),1983(4):1-10.
[11] 楊華,余圣甫,陳照輝,等. 基于均勻設計法堿性燒結焊?劑焊縫成形研究[J]. 焊接技術,2007(2):49-51.
[12] 傅拯. 不銹鋼埋弧焊燒結焊劑研制中的幾個問題[J]. 焊?接技術,1992(1):12-14.
[13] 謝翔,包曄峰,楊可,等. 奧氏體不銹鋼帶極電渣堆焊?用燒結焊劑的研制[J]. 電焊機,2011,41(2):91-93.
猜你喜歡
材料與冶金學報(2022年2期)2022-08-10 09:15:46
云南化工(2021年11期)2022-01-12 06:06:14
山東冶金(2019年3期)2019-07-10 00:54:00
中國鑄造裝備與技術(2017年3期)2017-06-21 11:33:46
中國塑料(2016年6期)2016-06-27 06:34:16
西安工程大學學報(2016年2期)2016-06-05 12:25:17
中國塑料(2015年12期)2015-10-16 00:57:14
中國塑料(2015年9期)2015-10-14 01:12:26
中國塑料(2015年4期)2015-10-14 01:09:18
焊接(2015年9期)2015-07-18 11:03:53
