某發(fā)動機(jī)后擋板低循環(huán)疲勞試驗(yàn)失效分析
2020-09-12 14:16:33于晶劉勇軍
中國科技縱橫 2020年8期
關(guān)鍵詞:改進(jìn)措施
于晶 劉勇軍


摘 要:從冶金分析、設(shè)計(jì)與工藝復(fù)查、強(qiáng)度計(jì)算等方面對某型發(fā)動機(jī)二級盤后擋板低循環(huán)疲勞試驗(yàn)提前失效原因進(jìn)行了分析。通過分析確定了故障原因,并制定了相應(yīng)的排故措施,最后試驗(yàn)驗(yàn)證了措施的有效性。
關(guān)鍵詞:擋板;低循環(huán)疲勞試驗(yàn);失效分析;改進(jìn)措施
中圖分類號:V263.6 文獻(xiàn)標(biāo)識碼:A 文章編號:1671-2064(2020)08-0114-03
發(fā)動機(jī)燃?xì)鉁u輪轉(zhuǎn)子是發(fā)動機(jī)的重要部件,工作時,不僅承受燃燒室出口高溫、高壓和高速氣流的沖擊,經(jīng)受高溫燃?xì)庖鸬母g和侵蝕,工作環(huán)境惡劣,還承受著高速旋轉(zhuǎn)產(chǎn)生的巨大離心力、氣動力和振動負(fù)荷等,一旦失效,將對發(fā)動機(jī)造成嚴(yán)重影響。航空發(fā)動機(jī)在使用中必須嚴(yán)格控制轉(zhuǎn)子件的使用壽命。轉(zhuǎn)子件的使用壽命取決于其自身結(jié)構(gòu)、材料性能對使用條件和使用工況的適應(yīng)能力。影響轉(zhuǎn)子件壽命的外部因素通常包括低循環(huán)疲勞、熱疲勞、腐蝕、振動、磨損、蠕變等,在這些因素中,低循環(huán)疲勞是影響和限制渦輪轉(zhuǎn)子件使用壽命的重要因素,外場數(shù)據(jù)表明,低循環(huán)疲勞壽命是最重要的失效模式之一[1]。
1 故障現(xiàn)象
某型發(fā)動機(jī)燃?xì)鉁u輪二級轉(zhuǎn)子在進(jìn)行低循環(huán)疲勞試驗(yàn)時,試驗(yàn)出現(xiàn)異常停車。開倉檢查,試驗(yàn)件掉落,前、后擋板破裂,如圖1所示。
2 故障分析
2.1冶金分析
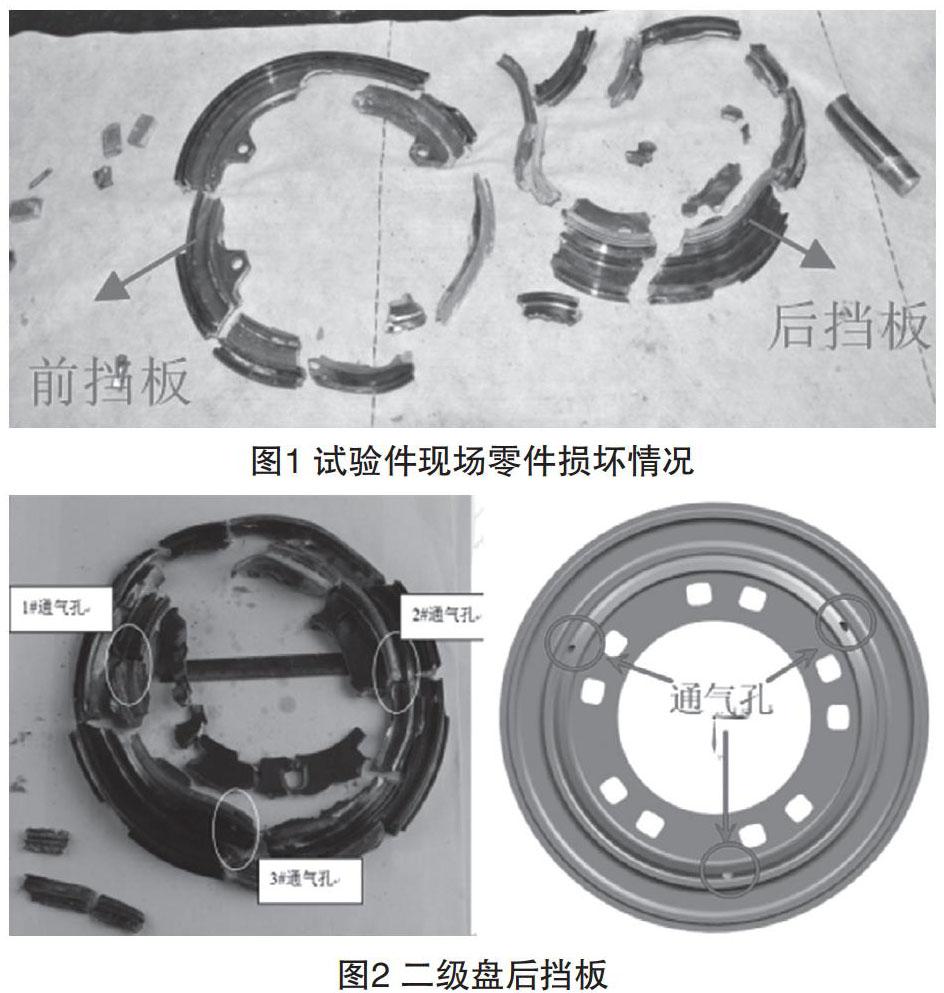
二級盤后擋板破裂為多塊。將3個通氣孔分別標(biāo)注為1#、2#、3#,其中1#、2#為發(fā)生徑向斷裂的通氣孔,徑向斷口氧化嚴(yán)重,呈棕藍(lán)色,呈典型的疲勞特征,3#通氣孔可見明顯的徑向及周向開裂,未斷裂。其余斷口表面均較鮮亮,未見疲勞特征。如圖2所示。
對3個通氣孔斷口觀察:3個通氣孔部位的徑向斷裂模式基本一致,均呈典型的疲勞斷裂特征,疲勞均起源于通氣孔內(nèi)壁,為多個線源,由通氣孔內(nèi)壁沿徑向盤外緣及盤心擴(kuò)展,源區(qū)可見明顯的臺階,擴(kuò)展區(qū)可見明顯的放射棱線及疲勞弧線。見圖3。
在掃描電鏡下觀察:3個通氣孔疲勞均起始于通氣孔內(nèi)壁距表面一定深度的次表層(1#通氣孔距表面約50~130μm(深棕色扇形區(qū)內(nèi));2#通氣孔距表面約15μm;3#通氣孔距表面約25μm),次表層斷面均呈脆性解理形貌,未見疲勞特征,擴(kuò)展區(qū)可見明顯的疲勞條帶,見圖4。
二級盤后擋板PPB相按Lngesten評級方法為1級,顯微組織均基本正常,晶粒度10級,滿足大于8級的要求,見圖5、圖6。
1#通氣孔:垂直于深棕色扇形區(qū)疲勞起始部位制樣進(jìn)行觀察,孔半個圓周內(nèi)壁重熔層深度不均勻,約1/3區(qū)域未見重熔層;疲勞起始部位孔內(nèi)壁表面存在較深重熔層,約50μm,該深度與斷口觀察疲勞起始的次表層深度基本吻合;重熔層內(nèi)可見多條裂紋,部分裂紋已深入到基體,可見多條起始于重熔層裂紋的疲勞裂紋,見圖7。
后擋板3#通氣孔:平行于端面制樣觀察,表面存在重熔層,重熔層厚度最深約30μm,重熔層可見多條裂紋,部分裂紋已深入到基體,可見起始于重熔層裂紋的疲勞裂紋,見圖8。
2.2成分及硬度分析
經(jīng)能譜分析后擋板化學(xué)成分基本符合相應(yīng)技術(shù)條件要求,硬度滿足設(shè)計(jì)要求。
由上述分析可見,二級盤后擋板為疲勞破裂,疲勞起始通氣孔內(nèi)壁,疲勞裂紋起始與通氣孔內(nèi)壁存在較嚴(yán)重的重熔層及重熔層裂紋有關(guān),為首斷件。
3 故障復(fù)查
3.1設(shè)計(jì)復(fù)查
針對二級盤后擋板,復(fù)查了零件加工超差項(xiàng),不會對故障造成明顯影響;復(fù)查了試驗(yàn)前對二級盤及前后擋板的主要尺寸精密計(jì)量結(jié)果及通氣孔部位尺寸,尺寸均符合設(shè)計(jì)要求。
3.2材料復(fù)查
對該二級盤及前、后擋板均進(jìn)行材料復(fù)查,結(jié)果顯示:(1)超聲波及熒光檢查合格;(2)密度、熱誘導(dǎo)孔洞密度降低值均符合要求;(3)低倍:無肉眼可見裂紋,粗晶及其它冶金缺陷;(4)高倍:晶粒度滿足≥8級要求,合格;(5)組織均勻,無明顯且連續(xù)的原始顆粒邊界,無初熔痕跡,無外來顆粒,滿足要求;(6)化學(xué)成分均滿足要求,解剖件拉伸性能及持久性能合格。
3.3強(qiáng)度復(fù)查
燃?xì)鉁u輪二級盤后擋板主要承受離心載荷、溫度載荷以及與渦輪盤配合處的接觸力載荷。對二級盤后擋板進(jìn)行應(yīng)力及壽命計(jì)算,計(jì)算結(jié)果見表1~表2所示。
二級盤后擋板應(yīng)力計(jì)算結(jié)果如圖9~圖10所示。
理論分析表明,正常條件下,本次試驗(yàn)最先破壞應(yīng)在螺栓孔處,而實(shí)際破壞首先發(fā)生在通氣孔處,應(yīng)與通氣孔處實(shí)際加工質(zhì)量有關(guān)。
3.4加工工藝復(fù)查
針對二級盤后擋板通氣孔采用的電火花加工工藝進(jìn)行了復(fù)查。
通氣孔采用電火花加工,使用橢圓形成型電極,電火花加工后要求手工拋修橢圓通氣小孔,受零件尺寸限制,實(shí)際操作僅在孔口處進(jìn)行了拋修,拋光量未能達(dá)到去除重熔層的目的。
4 故障結(jié)論
根據(jù)前述冶金分析、設(shè)計(jì)與工藝復(fù)查、計(jì)算分析等工作,判斷該后擋板低循環(huán)疲勞試驗(yàn)提前失效原因如下:
(1)二級盤后擋板通氣孔部位產(chǎn)生了疲勞裂紋,隨著試驗(yàn)的進(jìn)行,裂紋擴(kuò)展導(dǎo)致二級盤后擋板破裂;
(2)后擋板疲勞裂紋起始通氣孔內(nèi)壁,與通氣孔內(nèi)壁存在較厚的重熔層及重熔層裂紋有關(guān);
(3)二級盤后擋板通氣孔在電火花加工過程中,沒有按照要求執(zhí)行,工藝控制不當(dāng)。
5 改進(jìn)措施
為解決電火花加工重熔層偏厚和加工后去除重熔層的問題,加工出符合設(shè)計(jì)要求的產(chǎn)品,特制訂如下工藝改進(jìn)計(jì)劃:
(1)對比原工藝規(guī)程,確定磨粒流夾具方案、電極尺寸規(guī)格及氣膜孔檢驗(yàn)方法;設(shè)計(jì)、制造磨粒流夾具和電極,修理原電火花夾具用于氣膜孔電火花加工及檢測;嘗試6組加工參數(shù)進(jìn)行電火花試加工,加工前檢測并記錄電極尺寸,加工后檢測并記錄孔尺寸;理化解剖分析不同加工參數(shù)下孔的重熔層厚度(≤0.05),確定合理的電火花加工參數(shù)。
(2)按確定好的參數(shù)加工兩組氣膜孔(共6個孔),檢測并記錄加工后兩組氣膜孔的尺寸;使用新夾具,搜索合理的磨粒流加工工藝參數(shù);加工后復(fù)測并記錄孔尺寸,對比得出磨粒流可去除余量;送理化剖切分析重熔層是否完全去除。
細(xì)化氣膜孔加工工藝,固化電火花、磨粒流加工參數(shù)。
6試驗(yàn)驗(yàn)證
目前工藝改進(jìn)后的二級盤低循環(huán)疲勞試驗(yàn)已順利完成8000次,通氣孔無裂紋產(chǎn)生,改進(jìn)措施得當(dāng),能很好的控制燃?xì)鉁u輪二級盤后擋板通氣孔裂紋情況出現(xiàn)。
參考文獻(xiàn)
[1] 宋兆泓.航空發(fā)動機(jī)典型故障分析[M].北京:北京航空航天大學(xué)出版社,1993.
猜你喜歡
科技視界(2016年18期)2016-11-03 22:47:25
中國科技博覽(2016年22期)2016-11-01 16:34:13
中國科技博覽(2016年22期)2016-11-01 13:00:15
時代金融(2016年23期)2016-10-31 13:33:33
中國科技博覽(2016年19期)2016-10-19 13:09:38
中國市場(2016年36期)2016-10-19 04:28:06
商場現(xiàn)代化(2016年22期)2016-10-18 19:22:23
科學(xué)與財(cái)富(2016年28期)2016-10-14 18:55:21
科學(xué)與財(cái)富(2016年28期)2016-10-14 05:04:40
科學(xué)與財(cái)富(2016年28期)2016-10-14 02:16:38