基于灰色理論的TC4鈦合金車削工藝參數(shù)優(yōu)化
2020-09-18 01:11:10黃丙琪孟建兵董小娟趙玉剛胡益忠欒曉聲
山東理工大學學報(自然科學版) 2020年5期
關鍵詞:工藝
黃丙琪,孟建兵,董小娟,趙玉剛,胡益忠,欒曉聲
(山東理工大學 機械工程學院,山東 淄博 255049)
TC4鈦合金屬于α+β型鈦合金,比強度大、耐腐蝕性好,具有良好的機械性能,在航空航天、船舶制造領域有著較為廣泛的應用[1-3]。鈦合金導熱系數(shù)低、彈性模量小、硬度大(250~350 HV),是一種典型的難加工材料。眾所周知,切削參數(shù)三要素即切削速度、切削深度、進給量直接影響著鈦合金切削性能。因此,如何選擇最佳的切削參數(shù)組合,使切削速度、切削深度和進給量相互匹配,是降低刀具磨損、減小工件表面粗糙度值、提高鈦合金切削性能亟需解決的關鍵問題。
盛敬峰等[4]對鈦合金螺旋銑孔進行了正交試驗,通過極差與貢獻率直觀分析,得到了最佳切削參數(shù)組合,并驗證了方法的可靠性;季少華等[5]基于正交試驗,對銑削力進行了極差分析,得到了切削力最小值的優(yōu)化參數(shù)。然而,正交試驗僅僅適合于各影響因素相互獨立的試驗,對于各因素有交叉影響的情況,試驗結(jié)果的實際參考意義要大打折扣。此外,上述通過正交試驗得到的最佳參數(shù)組合,也只適用于單個目標的優(yōu)化。而切削加工鈦合金時,鑒于材料本身的高化學活性、低導熱性,需要把刀具磨損和工件表面粗糙度結(jié)合起來進行切削工藝參數(shù)的優(yōu)化,是一種典型的多目標尋優(yōu)問題[6-7]。
作為一種衡量因素間關聯(lián)程度的方法,灰色理論根據(jù)因素之間發(fā)展趨勢的相似或相異程度,即灰色關聯(lián)度,恰好能夠解決多考核指標情況下的工藝參數(shù)綜合優(yōu)化問題。趙建社[8]等進行了鈦合金電火花的正交試驗,并對試驗結(jié)果進行了灰色關聯(lián)度計算,得到了最佳工藝參數(shù);Meena[9]等結(jié)合灰色理論與方差分析法,得到了對鈦合金微小孔加工的優(yōu)化工藝參數(shù)。本文將刀具磨損量、工件表面粗糙度值作為工藝目標,通過調(diào)節(jié)切削速度、切削深度和進給量的大小,進行TC4鈦合金車削試驗,運用灰色理論對試驗結(jié)果進行數(shù)據(jù)分析,將多工藝目標通過灰色關聯(lián)度的方式演變?yōu)閱我恢笜说目疾欤云诘玫阶顑?yōu)切削參數(shù)組合。
1 試驗設備與試驗方法
使用CKD6136i數(shù)控車床進行切削TC4鈦合金試驗,如圖1所示。刀片及其刀片裝夾后的示意圖如圖2所示,刀片為三菱公司生產(chǎn)的SNMG120404 VP15TF硬質(zhì)合金涂層車刀,刀桿型號為MSDNN2020K12。裝夾后刀具的5個角度分別為主偏角45°、副偏角45°、前角0°、后角0°、刃傾角9°。

圖1 干式切削鈦合金示意圖Fig.1 Schematic diagram of dry cutting titanium alloy

(a)硬質(zhì)合金涂層車刀 (b)裝夾示意圖圖2 刀片及其裝夾示意圖Fig.2 Schematic diagram of blade and its clamping
設計三因素三水平的正交試驗,三因素分別為切削速度v、切削深度αp和進給量f,三因素對應的3個水平見表1,正交試驗表見表2。每組試驗選取切削工件800 m后的后刀面刀尖處磨損量VC和工件表面粗糙度值Ra作為工藝指標。使用德國蔡司公司的電子顯微鏡對切削后的刀具磨損量進行觀察測量,以刀尖處后刀面磨損高度為基準,如圖3所示。采用TR200手持粗糙度儀對切削后的工件表面粗糙度進行測量,以5次記錄數(shù)值的平均值作為表面粗糙度工藝指標的結(jié)果。
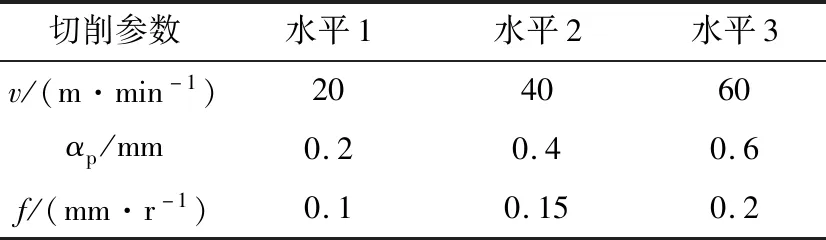
表1 切削參數(shù)的設定Tab.1 Cutting parameter setting
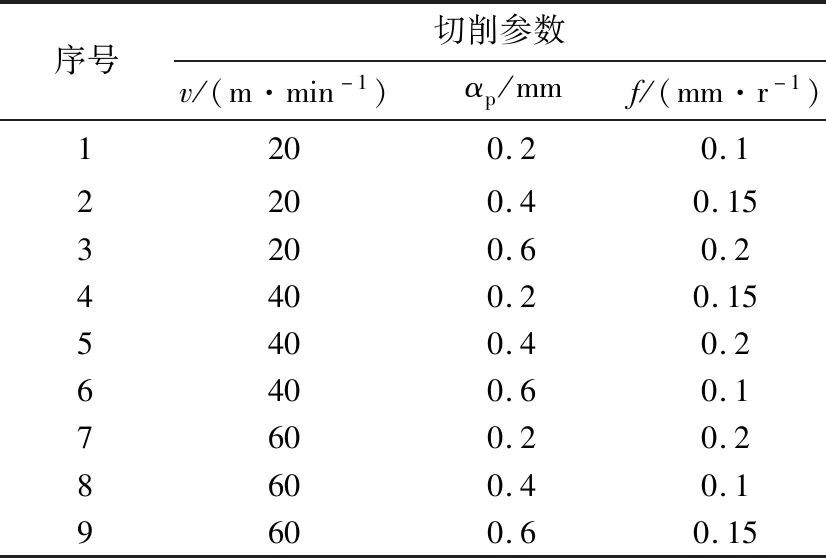
表2 正交試驗表Tab.2 Orthogonal test table
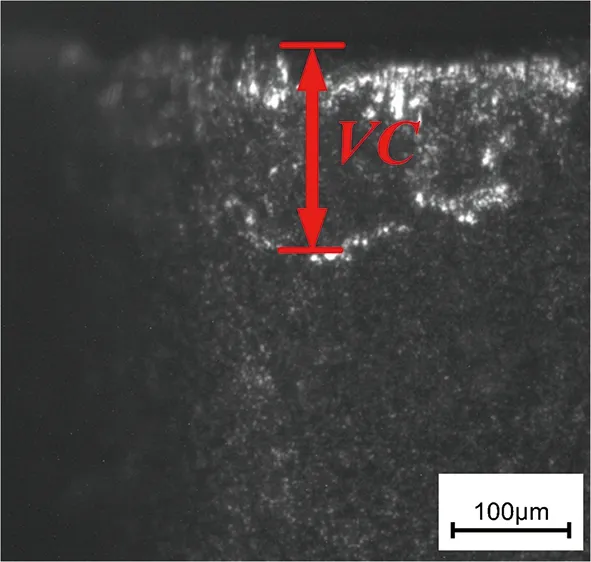
圖3 刀具磨損示意圖 Fig.3 Schematic tool wear diagram
2 試驗結(jié)果與灰色理論分析
2.1 試驗結(jié)果數(shù)據(jù)收集與灰色關聯(lián)處理
每組試驗的刀具磨損量測量值如圖4所示,表面粗糙度值Ra與刀具磨損量VC的試驗結(jié)果數(shù)據(jù)見表3。
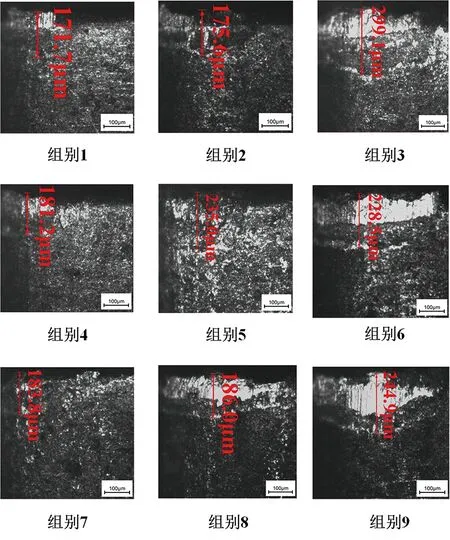
圖4 刀具磨損量示意圖Fig.4 Schematic diagram of tool wear
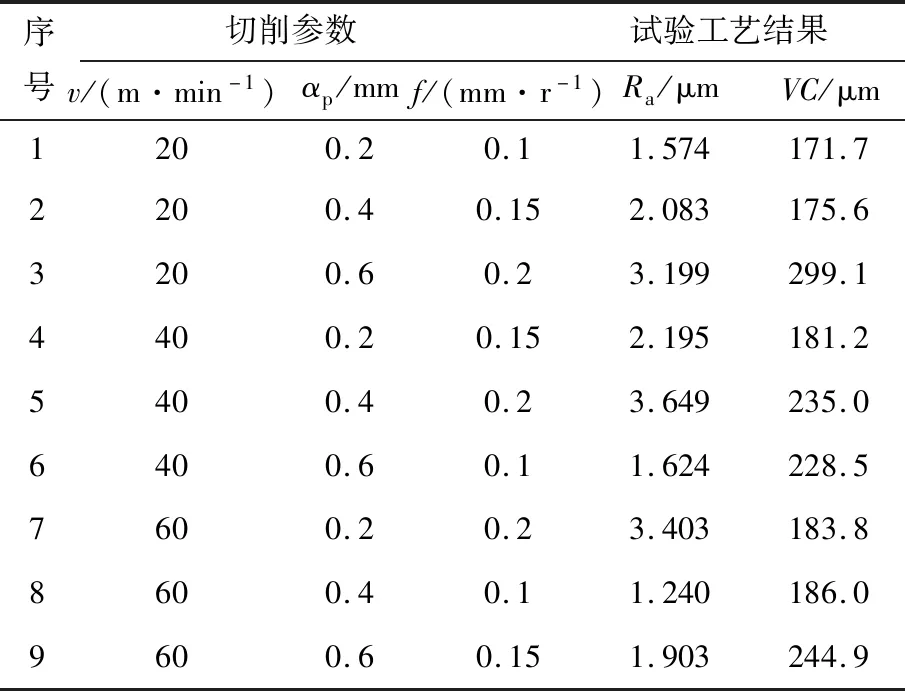
表3 試驗工藝結(jié)果數(shù)據(jù)Tab.3 Test process result data
根據(jù)表3的試驗結(jié)果進行灰色關聯(lián)的分析。步驟如下:(1)收集原始數(shù)據(jù);(2)進行數(shù)據(jù)量綱化處理;(3)求差序列;(4)求關聯(lián)系數(shù);(5)求灰色關聯(lián)度;(6)求單項工藝目標的灰色關聯(lián)系數(shù);(7)求各個參數(shù)的平均灰色關聯(lián)系數(shù)與灰色關聯(lián)序列;(8)確定優(yōu)化參數(shù)。
首先,將表3的數(shù)據(jù)結(jié)果進行量綱化處理,利用公式(1)[10]對表面粗糙度Ra、刀具磨損量VC進行進行量綱化,結(jié)果見表4。
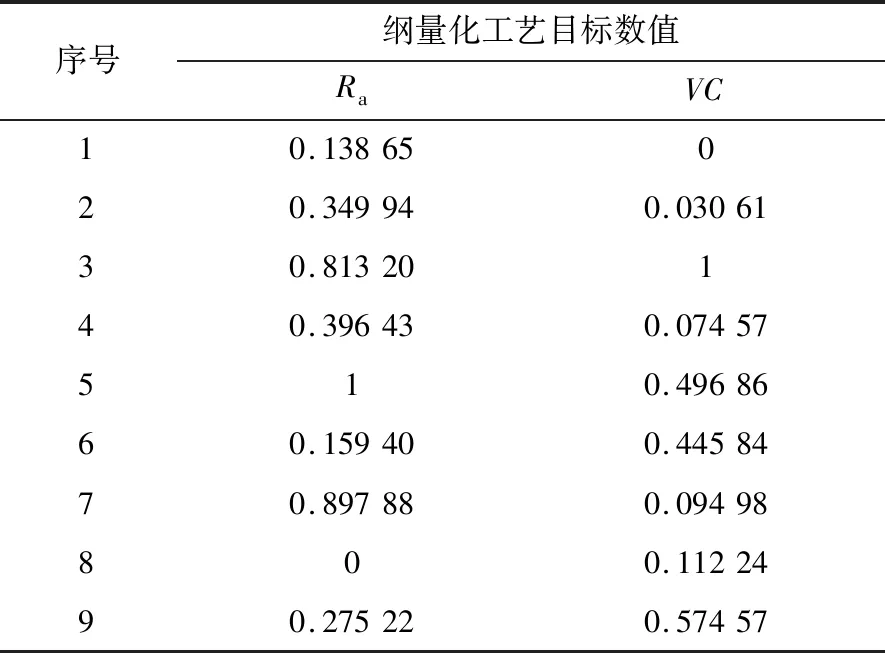
表4 量綱化的數(shù)據(jù)Tab.4 Quantitative data
(1)
式中yi(k)是在指標i下的試驗次數(shù)k。
將量綱化的數(shù)據(jù)進行差序列求解,即
(2)
然后,利用式(3)、式(4)對Ra和VC進行灰色關聯(lián)系數(shù)的求解,即
(3)
式中:M=maxmaxΔi(k),m=minminΔi(k),i=1,2,…,9。
(4)
計算結(jié)果見表5。
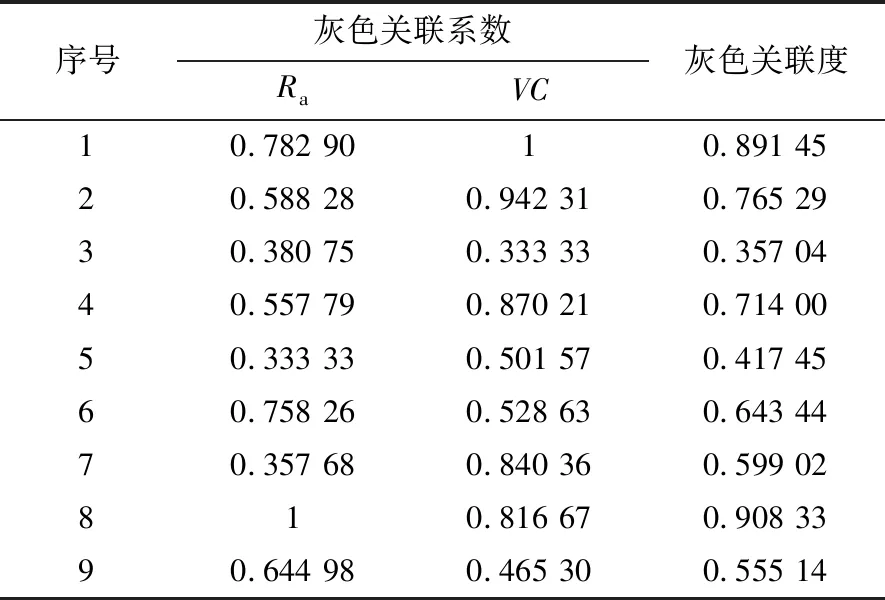
表5 工藝目標的灰色關聯(lián)系數(shù)與灰色關聯(lián)度Tab.5 Grey correlation coefficient and grey correlation degree of process target
2.2 單工藝目標灰色關聯(lián)分析
在此基礎上,針對不同切削參數(shù)下、不同水平的灰色關聯(lián)系數(shù)進行分析,結(jié)果見表6、表7。
從表6可以看出,各切削參數(shù)極差大小依次為:進給量f、切削速度v、切削深度αp。根據(jù)灰色關聯(lián)系數(shù)的性質(zhì)可知,平均灰色關聯(lián)系數(shù)值越大,則參數(shù)越優(yōu)。因此,關于工件表面粗糙度值的最優(yōu)參數(shù)組合為:切削速度60 m/min、切削深度0.4 mm、進給量0.1 mm/r。
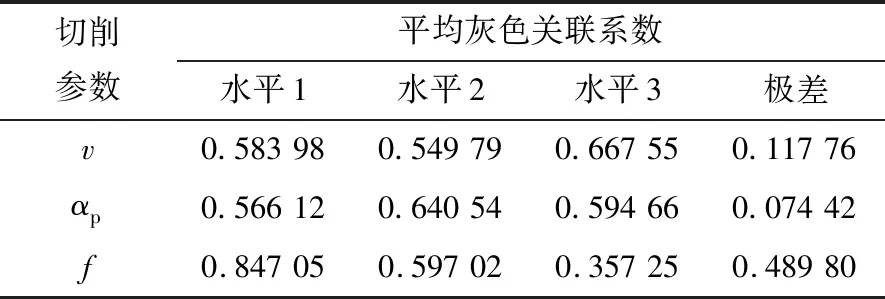
表6 針對表面粗糙度Ra不同水平平均灰色關聯(lián)系數(shù)Tab.6 Different horizontal average gray correlation coefficient for surface roughness Ra
從表7可以看出,各切削參數(shù)極差大小依次為:切削深度αp、進給量f、切削速度v,則得到關于刀具磨損量的最優(yōu)參數(shù)組合為:切削速度20 m/min、切削深度0.2 mm、進給量0.1 mm/r。
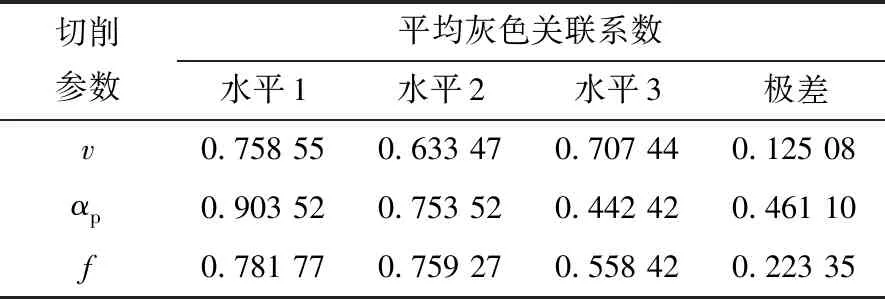
表7 針對刀具磨損VC不同水平平均灰色關聯(lián)系數(shù)Tab.7 Different horizontal average gray correlation coefficient for tool wear VC
2.3 多工藝目標灰色關聯(lián)分析
對工件表面粗糙度與刀具磨損進行多工藝目標灰色關聯(lián)分析,得到3個切削參數(shù)及其3個水平的平均灰色關聯(lián)度值,見表8。其中,最大平均灰色關聯(lián)度值所對應的切削參數(shù)組合就是關于表面粗糙度與刀具磨損的多目標最優(yōu)參數(shù)組合。
由表8中的極差大小可知,切削參數(shù)關于多工藝目標灰色關聯(lián)分析的極差大小依次為進給量f、切削深度αp、切削速度v。平均灰色關聯(lián)度值最大的水平即為最優(yōu)的切削參數(shù)水平,因此可以得到表面粗糙度和刀具磨損量多工藝目標下最優(yōu)的切削參數(shù)組合為:切削速度60 m/min、切削深度0.2 mm、進給量0.1 mm/r。
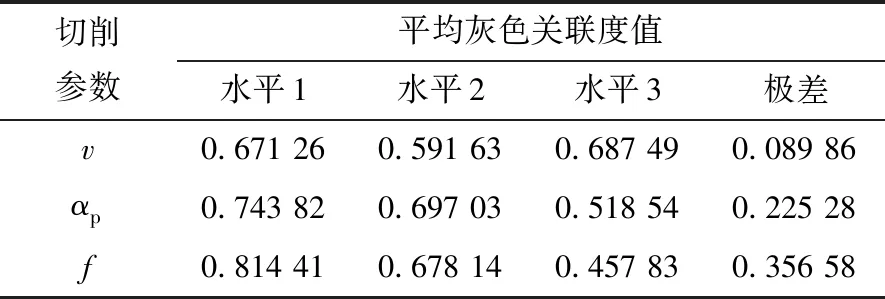
表8 切削參數(shù)各水平平均灰色關聯(lián)度值Tab.8 Average grey correlation value of cutting parameters at each level
3 試驗驗證
對得到的最優(yōu)切削參數(shù)進行試驗驗證,如圖5所示,其中,刀具磨損量VC為173.7 μm。此外,與表3中第9組試驗的工件表面進行了對比分析,結(jié)果如圖6和圖7所示。
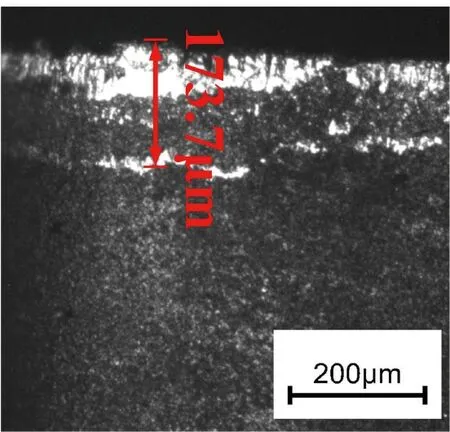
圖5 優(yōu)化切削參數(shù)組合下的刀具磨損Fig.5Tool wear under optimal combination of cutting parameters
圖6(a)為第9組試驗切削參數(shù)下的工件宏觀表面形貌,存在著較為明顯的切削紋路;圖6(b)為圖6(a)中選中區(qū)域放大200倍的微觀形貌,有著明顯的劃痕、凹坑以及較重的微觀紋路。圖7(a)為優(yōu)化切削參數(shù)試驗的工件宏觀形貌,與圖6(a)對比可知優(yōu)化切削參數(shù)后切削紋路更加細微;圖7(b)是圖7(a)中選中區(qū)域放大的200倍的微觀形貌,可見紋路清晰、劃痕細微,與第9組試驗的微觀形貌相比有較大的改善,表面質(zhì)量有了明顯的提高。
由圖5和圖7可知,優(yōu)化切削參數(shù)組合的刀具磨損為173.7 μm、工件表面粗糙度值1.318 μm,雖然相比于正交試驗中單工藝目標的最小刀具磨損171.7 μm、最小表面粗糙度值1.24 μm要大,但是優(yōu)化后的多工藝目標灰色關聯(lián)度值為0.954 36,與正交試驗中最高灰色關聯(lián)度值0.908 33相比,高出4.8%。因此最優(yōu)切削參數(shù)組合可以減小刀具磨損并提高工件表面質(zhì)量。
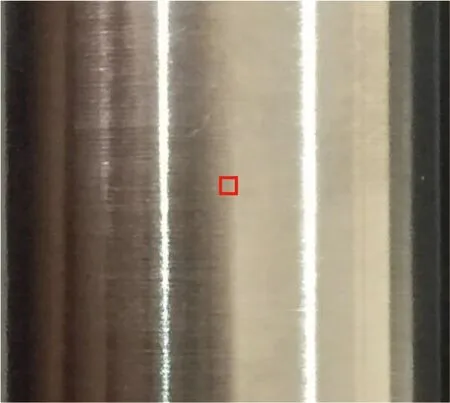
(a)宏觀表面
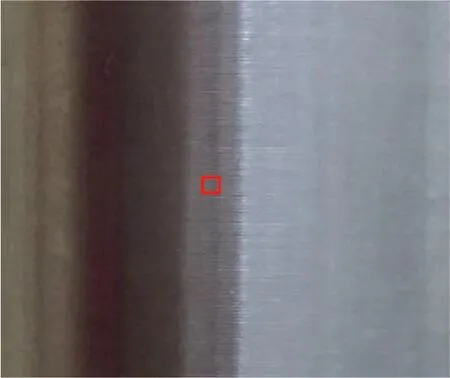
(a)宏觀形貌
4 結(jié)束語
1)灰色關聯(lián)法能夠?qū)⒍喙に嚹繕说膮?shù)優(yōu)化轉(zhuǎn)化為單一目標參數(shù)優(yōu)化,并且優(yōu)化結(jié)果可靠性高,大大減小了優(yōu)化工藝參數(shù)的工作量,可以用于多工藝目標的優(yōu)化中。
2)通過灰色關聯(lián)理論,對工件表面粗糙度值與刀具磨損進行雙目標同時優(yōu)化,求得的最優(yōu)切削參數(shù)組合為:切削速度60 m/min、切削深度0.2 mm、進給量0.1 mm/r。
3)以優(yōu)化后切削參數(shù)進行試驗,得到的刀具磨損為173.1 μm,工件表面粗糙度值1.318 μm。根據(jù)此優(yōu)化試驗結(jié)果可知,該參數(shù)組合的灰色關聯(lián)度值為0.954 36,與正交試驗中最大的灰色關聯(lián)度值0.908 33相比高出4.8%,并且刀具磨損、工件表面質(zhì)量均得到了改善。
猜你喜歡
中國特種設備安全(2022年5期)2022-08-26 09:19:32
礦產(chǎn)綜合利用(2020年1期)2020-07-24 08:50:40
山東冶金(2019年6期)2020-01-06 07:45:54
收藏界(2019年2期)2019-10-12 08:26:06
世界農(nóng)藥(2019年2期)2019-07-13 05:55:12
世界農(nóng)藥(2019年2期)2019-07-13 05:55:10
模具制造(2019年3期)2019-06-06 02:11:00
山東工業(yè)技術(shù)(2016年15期)2016-12-01 05:30:59
銅業(yè)工程(2015年4期)2015-12-29 02:48:39
新疆鋼鐵(2015年3期)2015-11-08 01:59:52