表面滾壓強(qiáng)化A473M鋼的組織及性能*
2020-09-24 08:34:14劉也川譚俊哲陶邵佳
沈陽工業(yè)大學(xué)學(xué)報(bào) 2020年5期
張 松,劉也川,譚俊哲,關(guān) 錳,陶邵佳
(1.沈陽工業(yè)大學(xué) 材料科學(xué)與工程學(xué)院,沈陽 110870;2.沈陽鼓風(fēng)機(jī)集團(tuán) 核電泵業(yè)有限公司,沈陽 110869)
滾壓表面強(qiáng)化技術(shù)是一種不改變材料表面成分、無需切削、有效改善零件表面性能的加工工藝.滾壓加工在提高材料表面硬度、降低表面粗糙度、提升表面耐磨性等方面效果顯著[1-2],同時(shí)滾壓加工后會在材料表面形成一層硬化層,與基體材料無明顯界面,因而結(jié)合緊密且不易脫落[3].滾壓強(qiáng)化技術(shù)具有工藝簡單、節(jié)能環(huán)保、效率高等特點(diǎn),且已在不同領(lǐng)域得到應(yīng)用,特別是在機(jī)車制造和航空航天領(lǐng)域應(yīng)用較為廣泛.徐鋒等[4]探究了滾壓加工工藝對EA4T車軸表面硬度、表面粗糙度和殘余應(yīng)力等性能的影響.葉寒等[5]通過滾壓強(qiáng)化方式加工7075鋁合金后發(fā)現(xiàn),合金表面晶粒顯著細(xì)化,殘余應(yīng)力分布得以改善,合金表面性能得到提升.Nagarajan等[6]研究了冷軋鎳基高溫合金的性能,通過引入殘余壓應(yīng)力實(shí)現(xiàn)材料的表面硬化,以提高航空航天部件表面的疲勞壽命.
自2000年以來,我國開始積極發(fā)展核電建設(shè),建成了一批技術(shù)先進(jìn)、安全性好、運(yùn)行業(yè)績優(yōu)良的核電廠.在核電廠運(yùn)轉(zhuǎn)過程中,由于軸承的軸套處于整個軸承的最外圍,需要對軸套表面進(jìn)行硬化,同時(shí)需要增加軸套的耐磨性,從而減少磨損導(dǎo)致的軸套消耗,增加其使用壽命.傳統(tǒng)的軸套加工工藝為粗車-半精車-精車流程,加工后的軸套表面粗糙度依然很大,且精車加工無法提高軸承的表面性能.表面滾壓強(qiáng)化技術(shù)可以提高軸承精度,降低軸承表面粗糙度,提高軸承表面硬度和耐磨性,因而可以提高軸承的使用壽命,并大大降低了核電運(yùn)轉(zhuǎn)成本[7].
本文將表面滾壓強(qiáng)化技術(shù)應(yīng)用于核電主泵軸承軸套,通過組織觀察和表面硬度、表面粗糙度、摩擦磨損性能的檢測評價(jià),確定A473M鋼滾壓加工的最佳進(jìn)給量.本文實(shí)驗(yàn)結(jié)果可以直觀反應(yīng)進(jìn)給量對軸套加工表面的影響,并可為實(shí)際加工生產(chǎn)提供理論依據(jù).
1 材料與方法
1.1 實(shí)驗(yàn)材料與設(shè)備
實(shí)驗(yàn)所用材料為ASTM A473M不銹鋼圓盤,其直徑為150 mm,厚度為50 mm,化學(xué)成分為:w(C)≤0.05%,w(Mn)≤1.00%,w(P)≤0.03,w(Si)≤0.06%,w(Cr)≤14%,w(Ni)≤5.5%,w(Mo)≤0.8%,余量為Fe.室溫下ASTM A473M不銹鋼的屈服強(qiáng)度不低于620 MPa,抗拉強(qiáng)度不低于790 MPa,硬度不高于260 HV.
采用CTXGAMMA2000型數(shù)控臥式車床進(jìn)行滾壓加工,實(shí)驗(yàn)中恒定滾壓力為1.5 MPa,主軸轉(zhuǎn)速為80 r/min,滾壓道次為1次,滾珠直徑為5 mm.通過改變進(jìn)給量研究滾壓加工對樣品表面性能的影響.當(dāng)進(jìn)給量為0.05、0.1和0.15 mm/r時(shí),滾壓加工后的樣品分別記為樣品1、樣品2和樣品3.
1.2 檢測方法
將滾壓加工后的試件采用線切割方法切成尺寸為10 mm×10 mm×10 mm的樣品,將樣品鑲嵌,保證樣品在制備過程中保持平整,利用2000#砂紙對樣品表面進(jìn)行打磨.為了觀察滾壓層的顯微組織,打磨厚度不能超過0.05 mm.隨后對打磨后的樣品進(jìn)行拋光處理,采用100 mL C2H6O+15 mL HCl+1 g(NO2N)3C6H2OH的混合溶液進(jìn)行腐蝕,腐蝕時(shí)間為1 min.將樣品清洗吹干后采用SU8010型掃描電子顯微鏡進(jìn)行顯微組織觀察.將部分截面樣品進(jìn)行鑲嵌,采用60#~2000#砂紙進(jìn)行打磨拋光后,采用HVS-1000型維氏硬度計(jì)進(jìn)行硬度檢測,實(shí)驗(yàn)中法向載荷為10 g,加載時(shí)間為10 s,測量間距為15 μm.采用MFT-4000型多功能摩擦磨損實(shí)驗(yàn)機(jī)進(jìn)行摩擦磨損實(shí)驗(yàn),上摩擦副采用直徑為6 mm的GCr15鋼球,下摩擦副為測試樣品,法向載荷為10 N,運(yùn)轉(zhuǎn)速度為120 mm/min,往復(fù)行程為7 mm,磨損時(shí)間為45 min.摩擦磨損實(shí)驗(yàn)結(jié)束后,在丙酮溶液中采用超聲波清洗樣品10 min,然后采用MicroXAM-3D型表面輪廓儀和S-3400型掃描電子顯微鏡分別對磨損樣品的表面磨痕輪廓、磨損體積和磨痕形貌進(jìn)行檢測分析.相對耐磨性計(jì)算公式可以表示為
式中:ε0為基材磨損體積;εn為滾壓樣品磨損體積,且n為樣品編號.
2 結(jié)果與分析
2.1 表面組織形貌
圖1為基材和滾壓樣品的表面組織形貌.由圖1a、b可見,基材原始狀態(tài)組織粗大,馬氏體板條寬度大于0.5 μm.由圖1c、d可見,滾壓加工后樣品中的馬氏體板條明顯細(xì)化,板條長度變短,馬氏體板條寬度約為0.15 μm.滾壓加工過程中外界載荷作用于材料表面使得材料表面晶粒發(fā)生碎化重塑,因而材料表面晶粒得到細(xì)化.同時(shí),晶粒細(xì)化首先發(fā)生在接觸表面處,然后向深層延伸,晶粒的細(xì)化程度隨著深入程度的增加而減小,并最終與基材晶粒大小相仿.

圖1 基材和滾壓樣品的表面組織形貌
2.2 滾壓層表面粗糙度
表面粗糙度是表征滾壓材料表面質(zhì)量的重要參數(shù).圖2為基材和滾壓樣品表面白光干涉條紋形貌.由圖2可見,相對于滾壓加工后的樣品,基材表面形貌峰脊明顯更為細(xì)窄,兩峰之間雖然間距較小但是峰谷多為黑色,說明峰谷與峰脊之間的高度差較大,基材表面形貌較為粗糙,而滾壓后樣品表面平整度明顯優(yōu)于機(jī)加工基材.由圖2c可見,樣品2表面平整度很高,峰脊與峰谷之間間距均勻,且兩者之間的襯度差較小,說明滾壓后峰脊與峰谷之間的高度差明顯降低,另外,樣品2的峰脊較為平整,峰谷細(xì)而淺,因而其粗糙度較低.對比圖2b、d可知,樣品1和樣品3的表面形貌相近,兩者峰脊的平整度明顯低于樣品2,且兩峰間的溝壑較寬.

圖2 基材和滾壓樣品的表面白光干涉條設(shè)形貌
表1為通過白光干涉儀檢測得到的基材和滾壓樣品表面參數(shù),其中Ra為樣品的表面粗糙度,其余參數(shù)含義參見文獻(xiàn)[8].由表1可見,樣品2的表面粗糙度最小且數(shù)值為62.7 nm,低于基材表面粗糙度的1/5.樣品1、3的表面粗糙度均大于樣品2,這是由于當(dāng)進(jìn)給量較小時(shí),在一定區(qū)域內(nèi)的重復(fù)滾壓次數(shù)過多將會增加樣品的表面粗糙度,且樣品表面容易“起皺”進(jìn)而導(dǎo)致材料的力學(xué)性能降低.從生產(chǎn)角度而言,較小的進(jìn)給量會增加樣品的加工時(shí)長和生產(chǎn)成本,不利于實(shí)際生產(chǎn),而進(jìn)給量過大會導(dǎo)致表面材料滾壓不完全,粗糙度也隨之增大,同時(shí)進(jìn)給量過大時(shí)滾珠和工件間會產(chǎn)生較大的摩擦熱,因而極易與工件發(fā)生粘連,損傷工件表面,從而影響材料表面的光整度[9].實(shí)際生產(chǎn)中在保證達(dá)到優(yōu)良的表面質(zhì)量和工作效率的前提下,實(shí)驗(yàn)優(yōu)化后的最佳進(jìn)給量為0.1 mm/r.

表1 基材和滾壓樣品的表面形貌幾何參數(shù)
2.3 滾壓層顯微硬度
圖3為基材和滾壓樣品表面與截面顯微硬度分布.由圖3a可見,滾壓樣品的表面顯微硬度均得到較大幅度的提高,Sun等[10]也觀察到了相同的實(shí)驗(yàn)現(xiàn)象.與基材相比,樣品1和3的表面顯微硬度提升幅度均低于樣品2,且樣品2的表面顯微硬度達(dá)到550 HV且為基材的2.2倍.這是由于滾壓加工導(dǎo)致材料表面產(chǎn)生塑性變形,近表面區(qū)域位錯數(shù)量顯著增加并形成硬化層,使得樣品表面硬度提高.另外,在滾壓過程中材料表面晶粒發(fā)生碎化重塑,晶粒得到細(xì)化,晶界隨之增加,因而產(chǎn)生了細(xì)晶強(qiáng)化.細(xì)化晶粒導(dǎo)致顯微硬度的提高可以從Hall-Petch定律的角度進(jìn)行解釋,即在一定范圍內(nèi)隨著晶粒尺寸的減小,顯微硬度會隨之增加.由圖3b可見,近表面處樣品的顯微硬度大于基材,這主要是由滾壓加工表層產(chǎn)生的加工硬化和晶粒細(xì)化作用引起的.樣品表層顯微硬度最高,隨著距表面距離的增加,樣品顯微硬度隨之減小并最終與基材硬度趨于一致.觀察圖3b可知,樣品1和3的顯微硬度梯度變化較快,在距表面150 μm處即可與基材的顯微硬度趨于一致,說明樣品1和3的硬化層厚度約為150 μm,同時(shí)硬化層與基材之間不存在明顯界面.樣品2的顯微硬度梯度變化相對比較緩慢,可在距表面200 μm處達(dá)到基體的顯微硬度值,因而其硬化層厚度約為200 μm.

圖3 基材和滾壓樣品的顯微硬度分布
當(dāng)進(jìn)給量較小時(shí),由于材料在一定區(qū)域內(nèi)滾壓道次數(shù)較多,導(dǎo)致滾壓過程中會產(chǎn)生較大熱量,使得材料的彈性模量減小,彈性變形量增大,硬化層變薄.同時(shí)過多的熱量會促使表面附近位錯數(shù)量減小,導(dǎo)致樣品的表面顯微硬度降低.當(dāng)進(jìn)給量較大時(shí),由于滾壓壓頭和材料的接觸時(shí)間過短,滾壓時(shí)材料交互作用時(shí)間縮短,硬化層厚度減小,因而材料的表面顯微硬度值也隨之減小.
2.4 滾壓層摩擦磨損性能
表2為基材和滾壓樣品的磨損體積和相對耐磨性數(shù)據(jù).由表2可知,滾壓加工后樣品的磨損體積明顯減小,與基材相比樣品1、2和3的相對耐磨性分別為2.7、3.7和2.2.在摩擦磨損過程中相對耐磨性越大,耐磨性越好,滾壓加工后樣品的耐磨性都有所提高,且樣品2的耐磨性最佳.
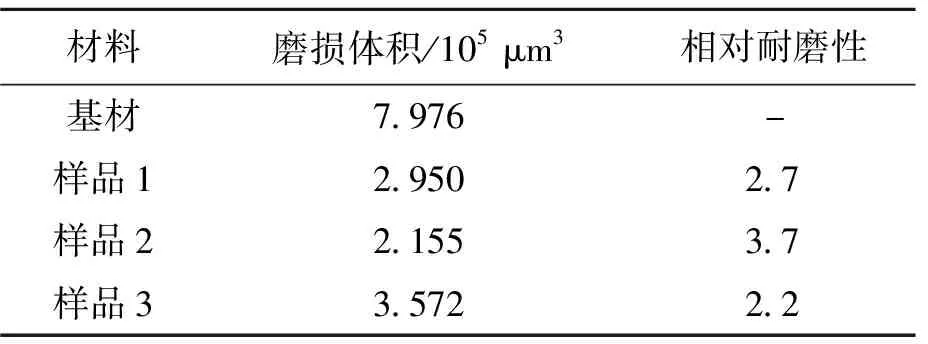
表2 基材和滾壓樣品的磨損體積和相對耐磨性
圖4為基材和滾壓樣品的摩擦系數(shù)與磨痕輪廓曲線.由圖4a可知,基材的摩擦系數(shù)明顯高于滾壓樣品,基材平均摩擦系數(shù)約為0.65,滾壓加工后樣品的平均摩擦系數(shù)均小于0.5,且樣品2的平均摩擦因數(shù)可達(dá)到0.2左右.相關(guān)研究表明[11],較大的表面粗糙度會增加摩擦磨損過程中的摩擦力.滾壓加工可以提高材料的表面硬度和完整性,同時(shí)可以降低材料在磨損過程中的阻力并提高其減摩性能,因而有利于降低材料的摩擦系數(shù).此外,摩擦系數(shù)曲線中存在一定程度的波動,這是由于在實(shí)驗(yàn)過程中不可避免地會存在微凸體的微小振動而產(chǎn)生微動磨損,導(dǎo)致摩擦系數(shù)曲線產(chǎn)生波動.同時(shí)在磨損初始階段材料的摩擦系數(shù)較小[12],上下摩擦副經(jīng)過一段時(shí)間的跑合后,摩擦系數(shù)逐漸增大,當(dāng)磨損條件穩(wěn)定后,摩擦系數(shù)則開始趨于平緩.表面粗糙度越小的樣品所要經(jīng)歷的跑合期越短,樣品2由上升曲線到平緩曲線的過渡時(shí)間非常短(僅約1 min),這主要是樣品2的表面粗糙度較小的緣故.由圖4b可見,基材的磨痕深度最深,最深位置約達(dá)到5 μm,滾壓加工后樣品2和3的磨痕深度均小于2 μm,表明滾壓加工后樣品的耐磨性顯著提升,這與相對耐磨性的檢測結(jié)果一致.觀察圖4b可以發(fā)現(xiàn),樣品2的磨痕深度僅約為1 μm,說明進(jìn)給量為0.1 mm/r時(shí),樣品的耐磨性最佳,這與晶粒細(xì)化作用有關(guān),即細(xì)小的晶粒有助于改善材料的力學(xué)性能和摩擦性能.

圖4 基材和滾壓樣品的摩擦系數(shù)與磨痕二維輪廓
圖5為基材和滾壓樣品的表面磨痕形貌.由圖5a可見,基材的表面粗糙度較大,在外力作用下其峰脊受到更為嚴(yán)重的擠壓,在往復(fù)運(yùn)動時(shí)也會被峰脊劃傷形成犁溝[13],因而容易產(chǎn)生金屬粘著節(jié)點(diǎn)并發(fā)生粘著磨損.在摩擦磨損過程中表面粗糙度越大產(chǎn)生的熱量越多且溫度越高,從而導(dǎo)致粘著磨損現(xiàn)象加劇.此外,溫度升高可使材料表面發(fā)生軟化,更容易產(chǎn)生塑性變形,在外界應(yīng)力的反復(fù)作用下會產(chǎn)生剝落現(xiàn)象,因而導(dǎo)致材料的耐磨性降低.由圖5c可見,樣品2的磨損表面較為完整,這是由于滾壓加工后可以形成硬度較高的硬化層且材料的表面粗糙度相對較小,因而材料不易被破壞且表面剝落程度較小[14].由圖5b、d可見,滾壓樣品1、3在磨損過程中出現(xiàn)了較為嚴(yán)重的剝落現(xiàn)象,在磨損過程中在應(yīng)力作用下材料表面發(fā)生塑性變形后,在亞表層產(chǎn)生大量位錯塞積并形成應(yīng)力集中,促使硬化層產(chǎn)生裂紋[15],此時(shí)材料的主要磨損機(jī)制仍為粘著磨損.當(dāng)滾壓加工進(jìn)給量為0.1 mm/r時(shí),樣品的耐磨性最佳.

圖5 基材和滾壓樣品的表面磨痕形貌
3 結(jié) 論
本文研究了表面滾壓強(qiáng)化對A473M馬氏體不銹鋼組織及性能的影響,得出如下結(jié)論:
1)滾壓加工的最佳進(jìn)給量為0.1 mm/r,滾壓加工后表面板條馬氏體組織得到明顯細(xì)化,滾壓處理后材料的表面粗糙度降低.
2)滾壓加工后樣品的表面硬度顯著提高,顯微硬度最高可以達(dá)到550 HV,相當(dāng)于基材的2.2倍,硬化層厚度約為200 μm.
3)滾壓加工后樣品表面的摩擦系數(shù)和磨痕深度均小于基材,樣品的耐磨性能顯著增加,基材和滾壓層的磨損機(jī)制均為粘著磨損.