卷式反滲透膜技術在濃縮牛乳中的應用研究*
2020-10-18 01:34:24岳建偉邢曉紅
甘肅科技 2020年19期
岳建偉,邢曉紅,張 鵬,徐 強
(甘肅省膜科學技術研究院有限公司,甘肅 蘭州 730020)
隨著人民生活水平的提高,人民對生鮮乳及乳制品的要求越來越高,乳品市場發展很有前景[1]。乳品加工過程中有一個廣泛使用而且非常重要的單元操作是通過蒸發來濃縮脫脂牛奶,將脫脂牛奶預先濃縮到總固形物含量約40%~50%[2]。但在濃縮過程中,隨著牛乳總固形物含量的增加,需要更多的能量去除水分,然而,我們知道利用蒸發來減少牛奶的體積會破壞牛奶中的蛋白質,會加速美拉德反應[3]。事實上,大多數企業采用多級閃蒸的方法濃縮牛奶,采用較高的溫度(一般為90~120℃)會導致牛乳中酪蛋白、維生素、氨基酸和乳糖等營養物質的破壞;如六效濃縮罐濃縮牛奶因熱能利用率高的優點而較傳統濃縮方法先進,但它和傳統熱處理系統具有相同的缺點—對蛋白質破壞大,特別是對免疫球蛋白等活性物質破壞,從而大大降低牛初乳的保健功效[4]。Depping等人(2017)比較了蒸發法和膜法,發現使用膜法獲得的濃縮物更環保,可以節省高達35%的累積能源需求[5]。
同時,膜技術已經徹底改變了乳制品行業,膜處理不僅可以延長牛奶的保質期、定制新的乳產品以及增加乳制品的產量和品質;在奶酪工業中,通過膜濃縮奶酪乳來提高奶酪的產量和質量;可以控制乳清的體積。膜技術用于牛乳的除菌和濃縮、乳品的脫鹽、乳品的標準化、干酪制作中、牛乳組分分離和乳清的回收與加工利用等[6]。利用反滲透濃縮脫脂乳濃時發現,所有營養組分的截留率均在98%以上[7]。反滲透膜在乳品行業有較好的優點,利用反滲透對脫脂乳濃縮可以最大程度地保留鈣等營養成分,且產品具有較好的熱穩定性[8],并且利用反滲透法濃縮牛奶中細菌的生長率與原奶中的幾乎沒區別,甚至他們所研究的五種細菌中的二種,在反滲透法濃縮奶中的生長比在原奶中還要緩慢。另外,膜技術還可以在食品應用中較好地保留產品原有的色、香、味和營養成分,并且膜分離設備的結構簡單而易操作與維修,使其在食品行業等領域的應用更加廣泛[9]。隨著膜處理新技術的發展,已經能夠從乳清中回收生長因子,并且隨著優質濾膜的引進和新技術的發展,濾膜的主要缺陷、污垢和堵塞都得到了很大程度的克服[10]。因此,利用膜技術,如反滲透,可以作為一個有前途的預濃縮過程。
目前,直接采用卷式反滲透進行牛乳濃縮的研究尚未報道。本試驗采用卷式反滲透膜法濃縮牛乳,以期減少牛乳營養成分破壞的同時,降低能耗,提高濃縮牛乳的生產能力,增加企業效益,推廣生產實際應用。
1 材料與方法
1.1 材料與試劑
牛乳,某乳業有限公司。
氫氧化鈉和鹽酸,購自南京建成生物工程研究所;無水乙醚和石油醚,購自北京索萊寶科技有限公司。
1.2 儀器與設備
HSRO-4040-FF反滲透裝置,購自陶氏化學(中國)有限公司;PHS-100 Acidity Meter,購自成都世紀方舟科技有限公司;雷磁DDSJ-308F電導率儀,購自上海儀電科學儀器股份有限公司;2400型全自動凱氏定氮儀,購自瑞典福斯特卡托公司;抽脂瓶,購自北京朋利馳科技有限公司。
1.3 方法
1.3.1 卷式反滲透工藝流程如圖1所示
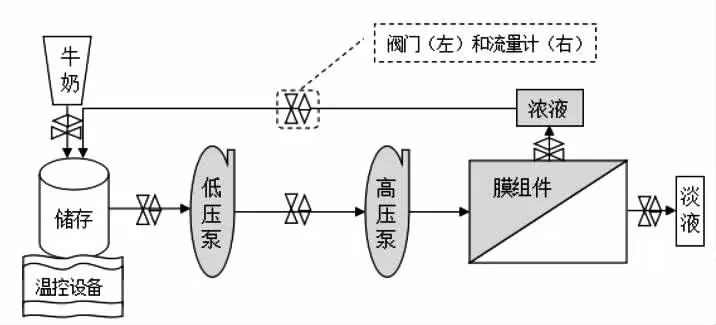
圖1 卷式反滲透膜濃縮牛乳工藝流程圖
1.3.2 牛乳濃縮試驗
牛乳濃縮試驗:(1)在壓力為3.5 MPa,循環流量為 1400 L/h,不同溫度 (35℃、40℃、45℃、50℃、55℃、60℃和65℃)對膜通量的影響;(2)溫度為 50℃,循環流量為 1400 L/h,不同壓力(3.3MPa、3.4MPa、3.5MPa、3.6MPa、3.7MPa 和 3.8MPa)對膜通量的影響;(3)溫度為50℃,循環流量為1400 L/h,壓力為3.5 MPa時,不同濃縮時間(5min、10min、15min、20min、25min 和30min)對膜通量的影響。并測定生牛乳和濃縮乳的蛋白質、脂肪、酸度和固形物含量的含量。
膜通量的計算方法:

其中,J表示膜通量(L/(m2×h));60 為表示 60 min,V 為每分鐘透過液的體積(L),S 為膜面積(m2)。
濃縮倍數的計算方法:

其中,CM 為濃縮倍數,V1為牛乳體積(L),V2濃縮后透過液體積(L)。
1.3.3 蛋白質含量的測定
蛋白質含量的測定根據GB5009.5-2016(第一法)[11]。
1.3.4 脂肪含量的測定
脂肪含量的測定根據GB5009.6-2016(第二法)[12]。
1.3.5 酸度的測定
酸度的測定根據GB5009.239-2016(第二法)[13]。
1.3.6 非脂乳固體的測定
非脂乳固體的測定根據GB5413.39-2010[14](牛奶濃縮后,脂肪截留率100%,因而非脂乳固體的含量與固形物含量相等)。
1.4 膜的清洗
本清洗試驗參考郉朝政[15]的方法稍作修改,先用0.1%左右的氫氧化鈉溶液清洗(pH在11~12之間),最高溫度30℃進行清洗,再用清水循環清洗至pH為7左右。
1.5 膜系統的殺菌
由于牛乳含有豐富的營養物質,特別適宜微生物和細菌的生長繁殖,因此每次試驗結束都需要對裝置進行徹底的清洗及滅菌。本試驗采用巴氏滅菌法(用70℃的熱水保溫循環約30 min)對清洗完的反滲透裝置進行滅菌。
2 結果與討論
2.1 壓力、溫度和濃縮時間對膜通量的影響
1)壓力為 3.5MPa,循環流量為 1400L/h,不同溫度對膜通量的影響。圖2是溫度對膜通量的影響,由圖可知,在濃縮壓力為3.5 MPa,循環流量為1400 L/h,膜通量隨溫度(此膜的最大耐受溫度為80℃)的升高而增大,這與張建友等[16]利用反滲透濃縮技術對鳀魚蒸煮液的研究相類似,但不同的是濃縮鳀魚蒸煮液時的膜通量隨溫度的增加呈線性增加,可能是牛奶和鳀魚蒸煮液只是原料相似。而膜通量的增加可能是隨著溫度的升高,膜孔張開,有利于溶劑的通過,有利于牛乳的濃縮,但溫度過高60~65℃會破壞牛乳的營養成分,而在55℃時,可以較大程度的保留牛乳的營養品質,同時耗能也較低。
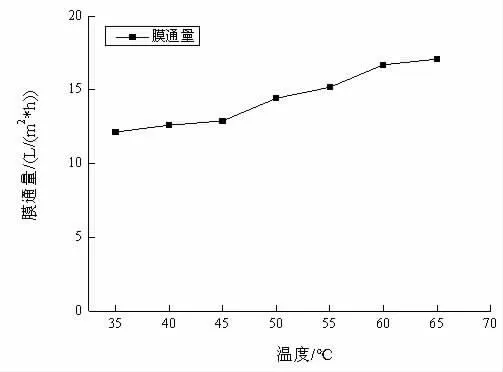
圖2 溫度對膜通量的影響
2)溫度為50℃,循環流量為1400L/h,壓力對膜通量的影響。由圖3可知,在溫度為50℃,循環流量為1400 L/h的條件下濃縮牛乳時,膜通量隨濃縮壓力的增大而增大,這與呂建國等人[17]對管式反滲透濃縮牛奶的結果相類似,因此,在卷式反滲透膜系統壓力允許的情況下,應選擇盡可能高的操作壓力,太過高的壓力導致耗能的增加,加大成本。
3)溫度為 50℃,循環流量為 1400L/h,壓力為3.5MPa時,濃縮時間對膜通量的影響。由圖4可知,在牛乳濃縮過程中,膜通量隨濃縮時間的增大而減小,隨著時間的延長膜通量不斷下降,原因可能是濃縮時間越長,牛乳的固形物及剪切力增大了,膜表面剪切力減小,濃度差極化增大,膜污染導致膜堵塞的越嚴重,從而降低了膜通量[18],濃縮30min的膜通量是濃縮5min時的65%,需要洗膜。
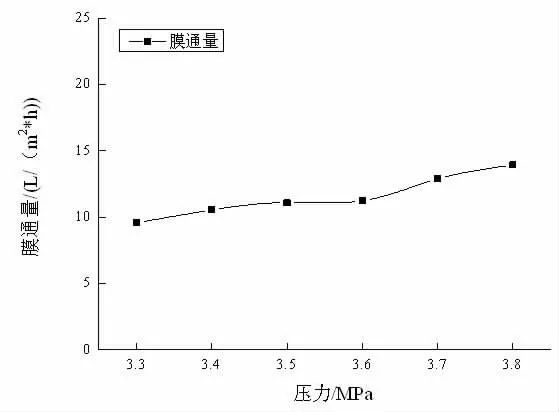
圖3 壓力對牛乳濃縮過程中膜通量的影響
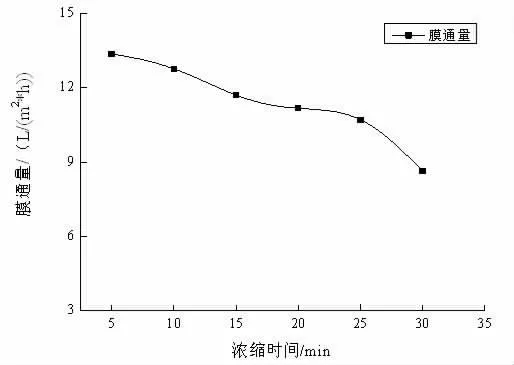
圖4 濃縮時間對牛乳濃縮過程中膜通量的影響
2.2 壓力、溫度和濃縮時間對牛乳品質的影響
1)壓力為3.5MPa、循環流量為1400L/h、時間為30min時,溫度對牛乳濃縮的影響。見表1。
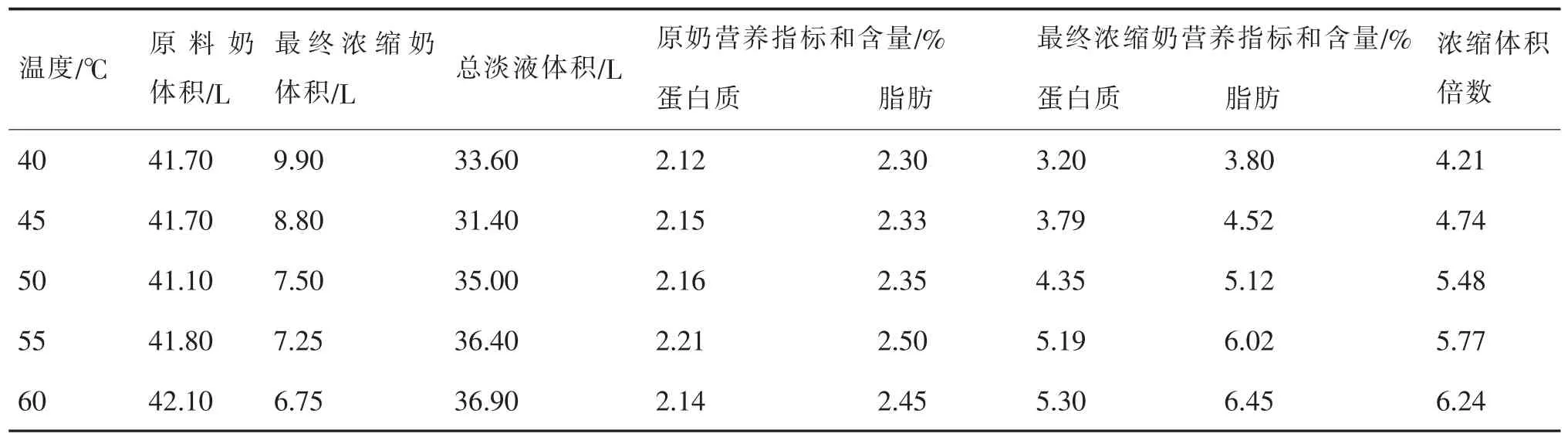
表1 溫度對牛乳品質的影響
由表1可知,壓力為3.5 MPa、循環流量為1400 L/h、時間為30 min時,溫度越高,牛乳濃縮體積倍數越大,達到了6.24倍。
2)溫度為50℃、循環流量為1400L/h時、時間為30min時,壓力對牛乳濃縮的影響。由表2可知,溫度為50℃、循環流量為1400 L/h時、時間為30 min時,壓力越大,對牛乳濃縮的影響牛乳濃縮體積倍數越大,達到了5.53倍。由表3可知,溫度為50℃、循環流量為1400L/h、壓力為3.6MPa時,濃縮時間對牛乳濃縮的影響。
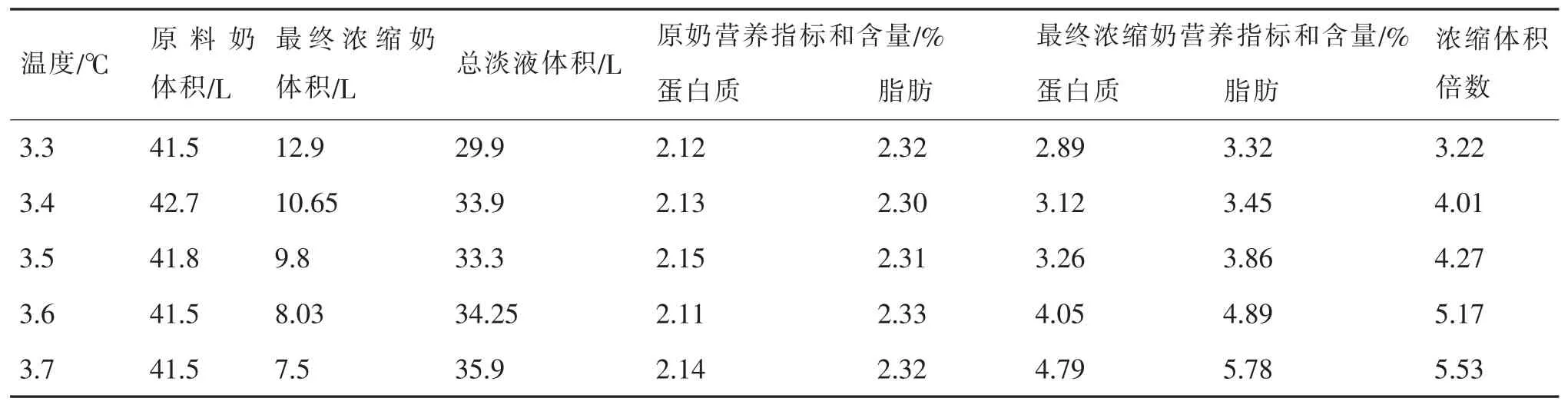
表2 壓力對牛乳品質的影響
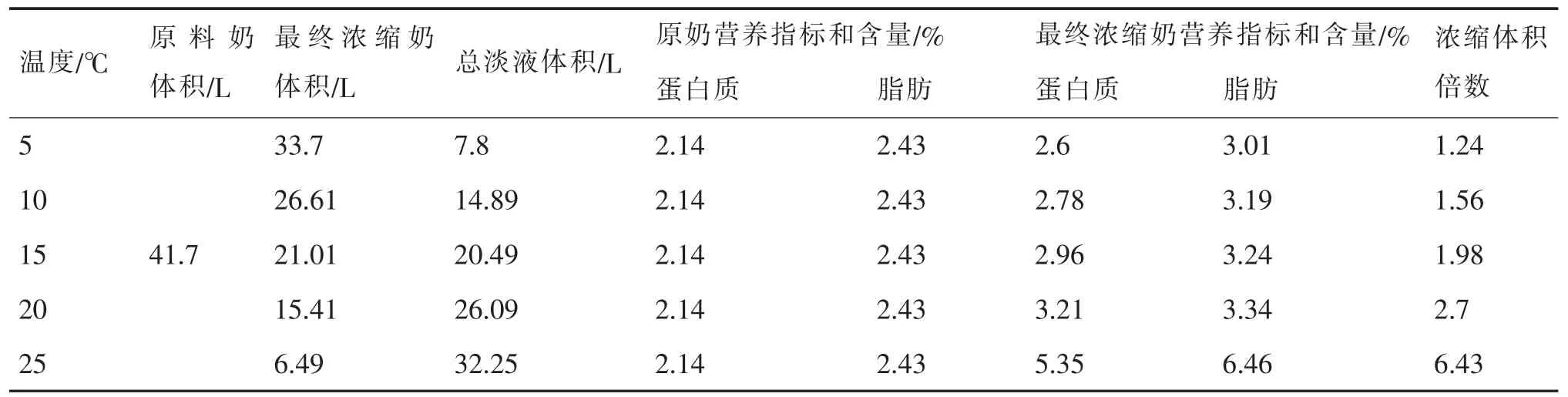
表3 濃縮時間對牛乳品質的影響
由表4可知,溫度為50℃、循環流量為1400 L/h、壓力為3.6 MPa時,濃縮時間越長,濃縮倍數越大。
4)溫度為 55℃、壓力 3.5MPa、循環流量為 1400L/h、時間為30min時,生牛乳、濃縮乳和透過液中蛋白質、脂肪、酸度和總固形物含量對比表。正常牛乳的酸度應小于20°T,pH值在6.6~6.9范圍內[19]。由表4可知,生乳的酸度為15.3°T,而濃縮后由于牛乳本身含有蛋白質、檸檬酸鹽、磷酸鹽、脂肪酸、二氧化碳等酸性物質的增加,導致濃縮后酸度增加。

表4 一定條件下,生乳、濃縮乳和濃縮乳的透過液重要指標對比
2.3 膜系統的污染與清洗恢復試驗
由于牛乳中固形物含量高(約12%),在溫度為50℃、壓力為3.6MPa、循環流量為1400L/h的條件下,濃縮牛乳。持續運行30min后所通量是運行5min時的65%。如圖4所示,使用該方法清洗膜后,膜通量達到初始膜通量的99.98%。此外,每次清洗完后脫鹽率均可以達98%以上,這與陳清艷等[20]人的報道相一致。所以該方法具有良好的清洗效果。
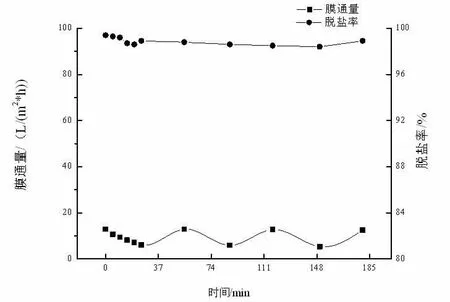
圖5 膜系統的污染與清洗
2.4 巴氏殺菌
濃縮乳經巴氏殺菌后,其菌落總數≤50000 CFU/mL,大腸菌群數量≤1 CFU/mL,致病菌(金黃色葡萄球菌和沙門氏菌)未檢出,符合巴士殺菌乳的要求[21]。
3 結論
本試驗利用卷式反滲透膜濃縮牛乳,在溫度為55℃、壓力3.5 MPa、濃縮時間30 min的條件下,牛乳總固形物含量為20.95%(生乳的總固形物含量是8.26%),使牛乳的固形物含量增加了約1.54倍,體積減少了約5.30倍,不僅盡可能的保留了牛乳本身特有的營養成分、色澤、風味和香氣,而且節能環保,有望提高企業的經濟效益。
