熱軋卷下表頭部白條紋狀翹皮缺陷調查及原因分析
2020-10-25 02:37:50孔龍華宗震宇馮長寶
工程技術研究 2020年18期
胡 克,孔龍華,宗震宇,馮長寶
(寶鋼股份湛江鋼鐵煉鋼廠,廣東 湛江 524000)
湛江鋼鐵熱軋卷鋼質類缺陷主要有夾渣、面翹皮、邊部翹皮三類,其中夾渣占比在80%以上,面翹皮、邊部翹皮分別由板坯縱裂、角裂造成。自2020年1月開始出現了大量下表頭部的白條紋狀翹皮,主要是超低碳高硅含量的軟鋼,缺陷位置在熱軋卷的下表距頭部0~170m,寬度在5~20mm,長度在2m左右不等。翹皮流入冷軋軋制后仍表現為翹皮,一個澆次的發生率通常高達60%~70%。典型熱卷下表頭部白條狀翹皮缺陷形貌如圖1所示。

圖1 典型熱卷下表頭部白條狀翹皮缺陷形貌
1 缺陷調查
由于缺陷主要發生在熱卷下表頭部,零星在下表其他位置,有明顯規律性,通過取樣分析排除熱軋工序因素后判斷是在板坯切割區域產生。對切割區域的割槍、輥道、去毛刺機等設備逐一進行排查,最終確定缺陷產生的源頭是切下輥。
1.1 熱卷取樣
對熱卷缺陷部位取樣做能譜分析,結果如圖2所示。結果表明缺陷處存在被壓平的翹皮,翹皮上方未發現夾渣、夾雜等鋼質成分,而基體處有大量Si、Mn元素的二次氧化顆粒,深度約70μm,排除保護渣和熱軋因素,推測為板坯表面缺陷導致。
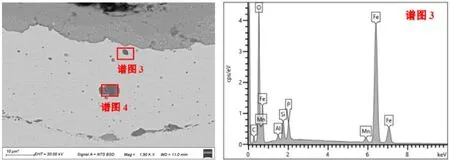
圖2 熱卷取樣分析結果
1.2 板坯下表毛刺壓痕
反查板坯的熱檢畫面,發現部分板坯下表頭部存在毛刺壓痕。由于板坯較軟,毛刺(割縫處的熔鋼)不容易完全脫落,往往脫只落半截隨板坯行走。毛刺一旦卷入板坯和輥子之間會在下表頭部產生一條壓痕,如圖3所示。

圖3 板坯下表頭部毛刺壓痕
為避免毛刺壓入板坯,專門安排人員在毛刺剛脫落一半時就用鉤子鉤掉。在確保所有送出的板坯無毛刺壓痕后,翹皮缺陷仍然不見好轉。統計2020年1月251塊有毛刺壓痕的板坯軋制結果,出現翹皮的有6塊,翹皮率僅2.39%,并且毛刺壓痕最遠距頭部0.7m,折算成熱卷長度為60m,與翹皮位置沒有對應關系,因此可以排除毛刺壓痕的因素。
1.3 返回坯檢查
對發生批量翹皮爐次的剩余板坯返回煉鋼檢查,發現部分板坯下表存在縱向間隔880m的小凹坑,深度約10mm,直徑約15mm。第一個凹坑距板坯頭部約700mm,最多連續2~3個,并非板坯全長。小凹坑形貌如圖4所示。

圖4 返回坯下表凹坑
對切割輥道設備情況進行對照發現,切下輥的周長為880mm,因此初步判斷凹坑是切下輥輥面存在突出物造成的壓傷。返回坯未發現加熱爐造成的其他缺陷。
1.4 切下輥狀態檢查
切下輥是板坯切斷位置范圍的輥道,共10根。對1號連鑄機兩個流的切下輥輥面狀態進行檢查,除7#、8#輥表面較為粗糙,個別輥子表面有輕微割傷外,未見其他異常,沒有發現異物堆積。
切下輥的冷卻靠外置的噴淋水,相鄰兩個切下輥之間有兩個噴嘴,分別噴淋兩個切下輥。部分噴嘴有堵塞不噴水的情況,或水量很小,未打到輥子上。對堵塞的噴嘴進行更換,噴嘴角度重新調整后,噴淋效果恢復正常,如圖5所示。個別切下輥高速旋轉限位故障,不能自動高速自轉(8.5m/s),對限位進行修復后高速旋轉恢復正常。

圖5 改進后切下輥冷卻水噴淋狀態
3月初2號連鑄機發生了一次大批量的下表頭部白條紋狀翹皮,并且兩個流之間發生率差異很大。利用停機時間對切下輥仔細檢查發現3流7#輥表面嚴重不平整,有大量割傷、結渣、熔鋼,如圖6所示。根據2號機拉速計算,板坯切割所在位置通常位于7#輥附近,進一步說明切下輥表面狀態是造成翹皮缺陷的根源。

圖6 3流7#切下輥輥面狀況不佳
1.5 板坯打孔軋制實驗
選取一塊在板坯下表頭部打一排孔,分為5個等級,直徑固定為8mm,深度分別為2mm、3mm、5mm、7mm、9mm。軋制結果如表1所示。
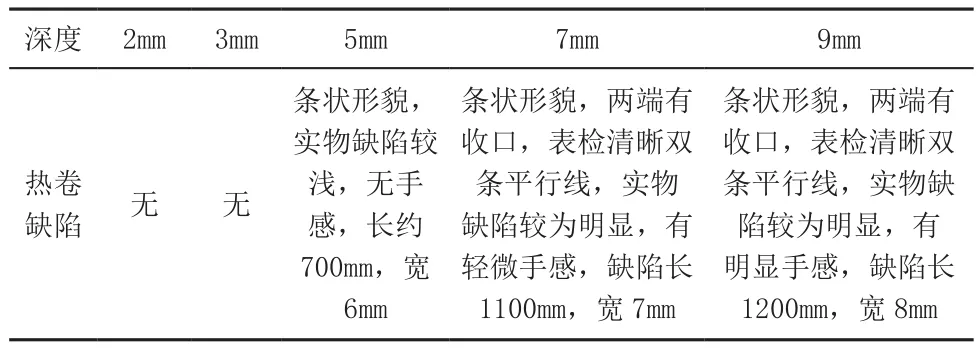
表1 不同孔深條件下軋制缺陷情況
由表1可知,在一定軋制工藝條件下,板坯上的凹坑可能在熱卷產生條狀翹皮缺陷,并且隨孔洞深寬比的增大,缺陷嚴重程度增大。
2 翹皮原因分析
切下輥具有擺動功能,當火焰割槍即將走到某根切下輥上方時,該切下輥自動下擺離開板坯以防止火焰割傷輥面,并且在下擺過程中高速旋轉以甩掉滴落在輥面上的熔鋼。當割槍駛離后,該切下輥自動上擺直至接觸板坯。
經過長期跟蹤發現,當切下輥噴淋水不能持續噴到輥面上或輥子不能高速旋轉時,切割產生的熔鋼飛濺到輥面上就不容易脫落。這與輥面溫度和輥面粗糙度有關。輥面溫度高,熔鋼凝固慢容易粘在輥面上,輥子轉速慢熔鋼不易甩掉。一旦輥面粘有熔鋼,輥子接觸板坯后就可能壓傷板坯,超低碳高硅含量的軟鋼尤為明顯。由于切下輥上擺后首先接觸的是板坯的頭部,因此壓傷總是在頭部高發,壓傷1~2次次后,熔鋼會脫落,如此反復。輥面長期冷卻不良會加速輥面的磨損,光潔度進一步惡化。國內某鋼廠生產不銹鋼也存在因切割熔鋼粘在輥子上壓傷板坯的情況,并且壓痕總是規律性地出現在距離頭部1.22m的位置。
由于輥面冷卻水原先使用的是旋流池內的水,因此噴嘴容易堵。通過將鑄機內二冷水引出一路用于輥面冷卻,改善了水質,噴嘴可保持長期通暢。對部分噴嘴角度重新調整,使冷卻水可以打到輥面上,確保冷卻效果。對切下輥噴淋水以及輥子旋轉功能重新維護后下表頭部白條狀翹皮缺陷大幅減少,發生率由60%~70%下降到1%以下。
3 結論
(1)熱卷下表白條紋狀翹皮產生的原因是連鑄切下輥輥面粘冷鋼,對板坯下表造成壓傷。
(2)切下輥的日常維護:一是要保證輥面足夠的光潔度;二是要保證輥面噴淋冷卻水能夠打到輥面上,并且能夠覆蓋輥子全長;三是切下輥在下擺過程中可高速自轉。
