PLC自動化技術(shù)在鍋爐智能控制系統(tǒng)中的應(yīng)用
2020-10-27 05:45:57張名財
科學(xué)與財富 2020年24期
張名財
摘 要:工業(yè)蒸汽鍋爐水位、蒸汽壓力以及爐膛負(fù)壓的控制是鍋爐安全運(yùn)行,保持較高燃燒效率的前提保障。采用傳統(tǒng)PID控制效果,并不能實(shí)時監(jiān)控采集鍋爐各項(xiàng)控制因子數(shù)據(jù)。本文即針對這一情況,嘗試采用PLC自動化控制系統(tǒng),應(yīng)用Siemens公司的S7-300系列的PLC自動化控制程序,嘗試實(shí)現(xiàn)對鍋爐水位的三沖量控制、燃燒過程自動控制和蒸汽壓力自動控制等功能。
關(guān)鍵詞:PLC自動化控制系統(tǒng);鍋爐智能控制;功能模塊實(shí)現(xiàn)
一、PLC自動化技術(shù)簡介
PLC是可編程邏輯控制器的全稱,它由用于數(shù)據(jù)運(yùn)算的CPU和儲存數(shù)據(jù)的內(nèi)存、數(shù)據(jù)輸入/輸出接口、電源以及數(shù)字模擬轉(zhuǎn)換等基本功能模塊組成。可編程邏輯控制器的主要功用在于,可以較為方便的通過用戶的自主編程,實(shí)現(xiàn)邏輯控制器的控制功能擴(kuò)展。本文探討的PLC自動化控制系統(tǒng)為Siemens公司的S7-300系列的PLC自動化控制程序。采用的編程軟件為第五代Step7。
二、PLC程序整體結(jié)構(gòu)
(一)結(jié)構(gòu)化編程
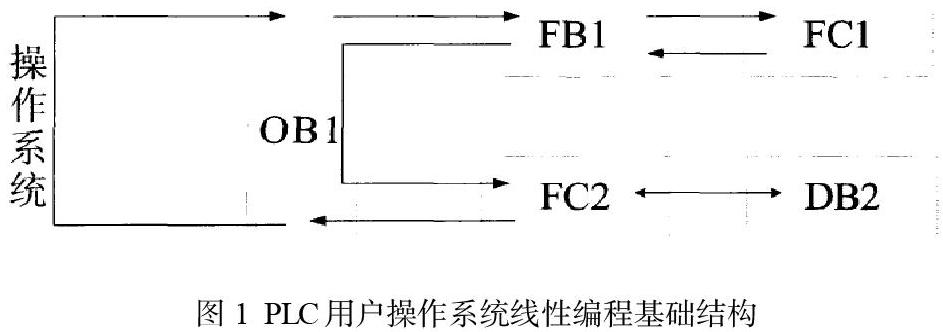
PLC程序系統(tǒng)大致可以分為兩類,一類為操作系統(tǒng)。操作系統(tǒng)用于組織和實(shí)現(xiàn)與控制任務(wù)無直接關(guān)系的CPU基礎(chǔ)功能,如進(jìn)行處理熱啟動、刷新輸出/輸出過程印象表、調(diào)用用戶程序、檢測處理錯誤、管理數(shù)據(jù)存儲區(qū)域、完成與其他管理系統(tǒng)附件信息交互等功能。另一類為用戶程序。用戶程序是用戶借助編程工具編寫自動化控制任務(wù)程序,并將用戶程序模塊融合進(jìn)CPU操作系統(tǒng)中,實(shí)現(xiàn)通過操作系統(tǒng)執(zhí)行自動化任務(wù)的系統(tǒng)結(jié)構(gòu)。圖1及為PLC用戶操作系統(tǒng)線性編程示意圖。
該結(jié)構(gòu)化編程中,各模塊具體功能如下:
OBI:主循環(huán)系統(tǒng)。用于調(diào)用個子程序,實(shí)現(xiàn)各子程序的信息交互,并進(jìn)行信息處理、報警處理、控制處理業(yè)務(wù)。
FC1/FC2:信息轉(zhuǎn)換、修正系統(tǒng)。用于各子程序模擬信號的修正和轉(zhuǎn)換,產(chǎn)生各子程序上下限標(biāo)志。
DB2/DB3/DB4:數(shù)據(jù)存儲系統(tǒng)。用于存儲數(shù)據(jù)、設(shè)定參數(shù)、生產(chǎn)傳感器補(bǔ)償數(shù)據(jù)。
FB1:功能實(shí)現(xiàn)模塊。用于調(diào)用FC1和DB2子程序,實(shí)現(xiàn)自動化控制功能。
(二)主循環(huán)程序
主循環(huán)程序是PLC控制系統(tǒng)的核心部分,也是實(shí)現(xiàn)智能控制功能的主要部分,它包括了數(shù)據(jù)采集、控制輸出、報警、連鎖輸出等功能。
數(shù)據(jù)采集模塊主要負(fù)責(zé)采集鍋爐運(yùn)作中的各項(xiàng)控制因子數(shù)據(jù),并通過FC1子程序?qū)崿F(xiàn)各項(xiàng)監(jiān)測數(shù)據(jù)之間的信號轉(zhuǎn)換和信息預(yù)處理,并將初步處理的原始數(shù)據(jù)預(yù)存進(jìn)DB2數(shù)據(jù)塊子程序。然后由FC2子程序?qū)崿F(xiàn)DB2預(yù)存儲數(shù)據(jù)信號的二次轉(zhuǎn)換,將各項(xiàng)控制因子監(jiān)測原始數(shù)據(jù)轉(zhuǎn)換為工程量。并將具體轉(zhuǎn)換結(jié)果寫入DB4數(shù)據(jù)塊子程序。并在DB3數(shù)據(jù)塊子程序中設(shè)定信息二次轉(zhuǎn)換數(shù)參數(shù),工程量信息最大值和最小值,以及補(bǔ)償數(shù)據(jù)偏移值等。
三、鍋爐自動控制PLC程序功能模塊的實(shí)現(xiàn)
(一)給水控制
本文建議可以采用控制給水調(diào)節(jié)閥的開度來實(shí)時控制給水流量。 通過預(yù)設(shè)汽包水位,有主程序調(diào)用數(shù)據(jù)采集模塊獲取汽包水位數(shù)據(jù)信息,然后調(diào)用FB41功能模塊處理數(shù)據(jù)生成控制輸出信號,由電動直通單做調(diào)節(jié)閥接受脈沖控制信號,執(zhí)行調(diào)節(jié)閥開度的加大或減小操作。然后,再由數(shù)據(jù)收集模塊收集汽包調(diào)節(jié)給水開關(guān)后的水位,進(jìn)行新一輪的給水控制。這樣形成動態(tài)的水位自動化控制循環(huán)系統(tǒng)。
(二)蒸汽壓力控制和經(jīng)濟(jì)燃燒
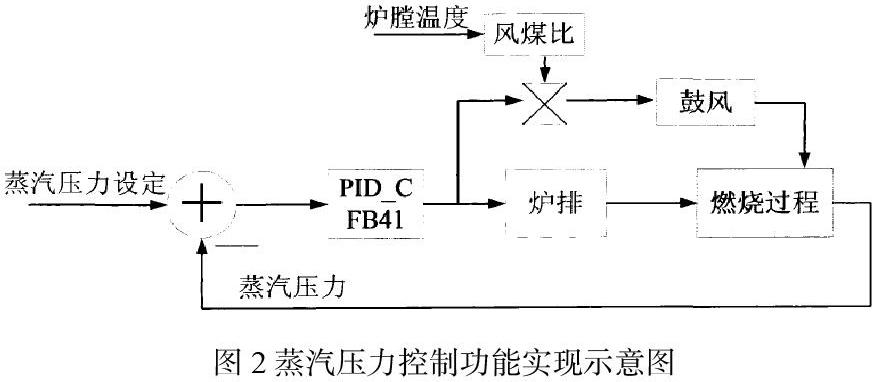
本文建議通過調(diào)節(jié)爐排機(jī)運(yùn)作速率,以及調(diào)節(jié)鼓風(fēng)機(jī)風(fēng)量,實(shí)現(xiàn)對蒸汽壓力的控制,同時也能實(shí)現(xiàn)經(jīng)濟(jì)燃燒。具體蒸汽壓力控制和經(jīng)濟(jì)燃燒功能實(shí)現(xiàn)如圖2所示。
提前預(yù)設(shè)蒸汽壓力數(shù)值,通過調(diào)用FB41功能實(shí)現(xiàn)模塊,實(shí)現(xiàn)蒸汽壓力數(shù)據(jù)收集和信息數(shù)據(jù)的兩次轉(zhuǎn)換,生產(chǎn)鍋爐蒸汽壓力工程量數(shù)值,對比工程量數(shù)值與預(yù)設(shè)值之間的差值。當(dāng)差值較大時,通過PID控制器生產(chǎn)并輸出控制信號,開始先抑制爐排機(jī)轉(zhuǎn)速,增加鼓風(fēng)量,經(jīng)過一段時間后,當(dāng)爐膛溫度數(shù)據(jù)正常以后,再逐漸實(shí)現(xiàn)爐排機(jī)轉(zhuǎn)速與鼓風(fēng)機(jī)鼓風(fēng)量的功率聯(lián)動,使得爐膛實(shí)現(xiàn)充分燃燒。當(dāng)經(jīng)過一段時間的充分燃燒后,爐膛負(fù)壓降低到于預(yù)設(shè)值趨平時,可以先降低鼓風(fēng)機(jī)鼓風(fēng)量,然后降低爐排機(jī)轉(zhuǎn)速,同樣經(jīng)過一段時間,實(shí)現(xiàn)爐排機(jī)和鼓風(fēng)機(jī)的功率聯(lián)動。
(三)爐膛負(fù)壓控制
爐膛負(fù)壓控制則是在蒸汽壓力控制的基礎(chǔ)上,調(diào)用PID功能塊在收集鼓風(fēng)機(jī)前饋信號時,研判爐膛負(fù)壓,控制引風(fēng),使得爐膛負(fù)壓一直保持在一定范圍內(nèi),不會出現(xiàn)較大的上下波動。
(四)PID回路調(diào)度與參數(shù)調(diào)整
本文探討的PLC鍋爐自動控制系統(tǒng)共有6個PID功能模塊,涉及到的數(shù)據(jù)收集及數(shù)據(jù)存儲、數(shù)據(jù)調(diào)用處理、控制數(shù)據(jù)輸出等數(shù)據(jù)操作及參數(shù)設(shè)定較為復(fù)雜。這就需要在主循環(huán)程序中添加一個FCI數(shù)據(jù)調(diào)度模塊,用于各個PID功能模塊中的DB塊的調(diào)度,避免各個功能模塊的數(shù)據(jù)傳輸和處理過程中出現(xiàn)干擾。并通過FCI模塊實(shí)現(xiàn)各功能模塊DB數(shù)據(jù)塊的數(shù)據(jù)讀寫順序,提升CPU整體數(shù)據(jù)處理效率。同時,要依據(jù)PLC系統(tǒng)CPU運(yùn)行速率,在CPU運(yùn)算能力允許的情況下,配置PID參數(shù)動態(tài)整定模塊,通過監(jiān)測鍋爐整體運(yùn)作狀態(tài)實(shí)時調(diào)整各PID功能模塊的參數(shù)和各控制因子的預(yù)設(shè)值。
(五)順序控制
對于蒸汽鍋爐的自動化控制要按照一定的順序有序進(jìn)行。例如要度脫硫泵、引風(fēng)機(jī)、一次風(fēng)機(jī)、二次風(fēng)機(jī)、爐排機(jī)的順序一次通電啟動,中間可以根據(jù)實(shí)際鍋爐體量和能源供應(yīng)現(xiàn)狀,對部分結(jié)構(gòu)設(shè)定合適的延時啟動時間。而停爐操作也應(yīng)該按照以上順序逆向一次關(guān)停設(shè)備運(yùn)轉(zhuǎn)實(shí)現(xiàn)停爐。
結(jié)論
工業(yè)蒸汽燃煤鍋爐是工業(yè)加工中較為常見的動力設(shè)備,它在國內(nèi)各個工業(yè)生產(chǎn)領(lǐng)域應(yīng)用廣泛。工業(yè)鍋爐的運(yùn)行效果主要受其控制質(zhì)量和運(yùn)行環(huán)境的影響。本文即重點(diǎn)針對工業(yè)鍋爐的控制質(zhì)量,嘗試采用PLC自動化控制系統(tǒng),實(shí)現(xiàn)對工業(yè)鍋爐各個設(shè)備的智能化控制。本文提出的各個PID功能模塊的功能實(shí)現(xiàn)流程是依據(jù)PIC系統(tǒng)特性以及工業(yè)鍋爐運(yùn)作特點(diǎn)理論分析得出的結(jié)果,期望能對工業(yè)鍋爐的智能化控制系統(tǒng)設(shè)計提供一些參考。
參考文獻(xiàn):
[1]宋健哲,薛彤.智能控制在鍋爐燃燒優(yōu)化中的應(yīng)用[J].科學(xué)技術(shù)創(chuàng)新,2020(05):194-195.
[2]周承翰.淺談鍋爐燃燒過程的智能控制與優(yōu)化[J].化學(xué)工程與裝備,2019(06):206-207+228.
[3]趙靜,王敏.基于PLC鍋爐專家PID智能控制的研究[J].工業(yè)爐,2018,40(05):59-61.
